一种铜精矿自动装运系统的制作方法
1.本实用新型属于装运系统技术领域,具体涉及一种铜精矿自动装运系统。
背景技术:
2.我国铜矿以中小型居多,且低品位铜矿占多数,致使铜选厂选比高,年产出铜精矿大多在几万吨,由于量少,设计时往往忽略了铜精矿的装运环节。生产过程中铜精矿的装运流程通常是过滤后含水13%左右的铜精矿直接落地,装载机混匀后,人工撑袋,小挖掘机装入包装袋,人工称量,确保每袋在1吨,再用起重设备吊装至运输车拉走。整个装运环节每班需要岗位工4人,劳动强度大,作业效率低,装运成本高,现场环境差,还存在安全隐患。
技术实现要素:
3.本实用新型提供了一种铜精矿自动装运系统,以解决现有铜精矿装运流程存在的问题,实现装运过程机械化、自动化,降低装运成本,减轻岗位工人劳动强度,降低安全风险。
4.为此,本实用新型采用如下技术方案:
5.一种铜精矿自动装运系统,所述自动装运系统包括过滤及输送系统,装袋、称重及计量控制系统,吨袋输送及码垛系统,吊装运输系统;
6.所述过滤及输送系统包括依次连接的过滤机、皮带输送机及下料漏斗;过滤机连接于铜精矿下料处,皮带输送机头端连接过滤机出口,下料漏斗设于皮带输送机尾端下方;
7.所述装袋、称重及计量控制系统包括下料漏斗底部的电动插板、挂袋器、电子秤;挂袋器与电子秤信号连接,电子秤与电动插板信号连接,电动插板与挂袋器信号连接;电动插板开启时下料漏斗开始下料,电动插板关闭时下料漏斗停止下料;挂袋器用于用于将空吨袋挂设至电动插板下方,电子秤用于称量吨袋内物料的重量;
8.所述吨袋输送及码垛系统包括辊带输送机及机械码垛手;
9.所述吊装运输系统包括吊装设备。
10.进一步地,挂袋器上配有挂钩及旋转控制杆,挂钩用于挂设吨袋;挂钩接收到吨袋重量信号后,将信号传给旋转控制杆,控制杆旋转180度,将已经挂好吨袋的挂袋器旋转至电子秤上。
11.进一步地,电子秤接收到吨袋重量信号后,将信号传递给电动插板,电动插板开启,下料漏斗开始下料;当电子秤检测到吨袋内铜精矿重量达到预设目标值时,电动插板关闭,下料漏斗停止下料;电动插板将插板闭合信号传递给挂袋器旋转控制杆,控制杆旋转180度,将装有铜精矿的吨袋放置于辊带输送机上。
12.进一步地,所述吨袋输送及码垛系统,辊带输送机自带重力感应装置,当感应到装有铜精矿的吨袋时,辊带输送机启动,将装有铜精矿的吨袋运往机械码垛手方向。
13.进一步地,机械码垛手与辊带输送机联动,根据辊带输送机运行速度及输送带长度设定机械码垛手开启时间,确保装有铜精矿的吨袋抵达辊带输送机头部时,机械码垛手
将吨袋准确抓离。
14.本实用新型的有益效果在于:将岗位工人由原来的每班4人减至1人,工作内容仅为挂袋、启停设备,劳动强度及人工成本大大降低;取消了装载机、小挖掘机,降低了装运成本,消除了安全风险;精矿不落地,现场作业环境明显改善;自动称重计量,码垛手码垛,提高了作业效率。本实用新型具有高效、清洁、安全、低成本等诸多优势,容易实现,具有推广价值。
附图说明
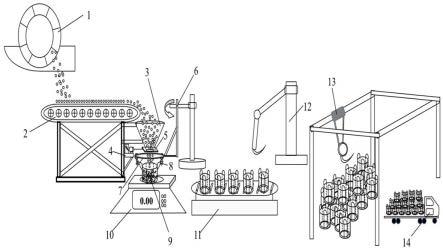
15.图1是本发明自动装运系统的结构示意图;
16.图中:1、过滤机;2、皮带输送机;3、下料漏斗;4、插板控制器;5、电动插板;6、旋转控制杆;7、挂袋器;8、挂钩;9、吨袋;10、电子秤;11、辊带输送机;12、机械码垛机;13、吊装设备;14、运输车。
具体实施方式
17.下面结合附图对本实用新型作进一步说明:
18.如图1所示,一种铜精矿自动装运系统,包括过滤及输送系统,装袋、称重及计量控制系统,吨袋输送及码垛系统,吊装运输系统。
19.过滤及输送系统包括过滤机1、皮带输送机2及位于皮带输送机头部的下料漏斗3;装袋、称重及计量控制系统包括下料漏斗底部的电动插板5、挂袋器7、电子秤10;吨袋输送及码垛系统包括辊带输送机11及机械码垛手12;吊装运输系统包括吊装设备13和运输车14。
20.装袋、称重及计量控制系统,其下料漏斗3底部装有电动插板5,电动插板5上安装电动控制器4;挂袋器7上配有挂钩8及旋转控制杆6;挂钩8及电子秤10均自带感应装置,挂袋器7、电子秤10、插板5三者相互联动。吊装运输系统,吊装设备13可以是天车,也可以是电葫芦。吨袋输送及码垛系统,辊带输送机11自带重力感应装置,当感应到装有铜精矿的吨袋9时,辊带输送机11启动,将装有铜精矿的吨袋9运往码垛手12方向,码垛手12与辊带输送机11联动,根据辊带输送机11运行速度及输送带长度设定码垛手12开启时间,确保装有铜精矿的吨袋抵达辊带输送机头部时,码垛手12将其准确抓离。
21.工作时,操作工首先开启系统电源按钮,在电子秤10上预设目标值,然后将空吨袋9挂于挂钩8上,挂钩感应到吨袋后,将信号传给旋转控制杆6,旋转控制杆将已经挂好空袋的挂袋器7旋转至电子秤上,电子秤10感应到吨袋,将信号传递给插板电动控制器4,打开电动插板5,下料漏斗3开始下料,当铜精矿称量达到预设目标值时,插板电动控制4器关闭电动插板5,下料漏斗3停止下料。插板控制器4将电动插板5闭合信号传递给挂袋器旋转控制杆6,控制杆6旋转180度,将装有铜精矿的吨袋放置于辊带输送机11上,操作工从挂钩8上取下吨袋挂绳,重新挂上空吨袋,系统进入下一轮重复操作。装有铜精矿的吨袋被输送至辊带输送机11头部,码垛手12将其抓运到固定堆放位置码整齐,待运输车14进入铜精矿码放堆旁,吊装设备13逐一吊至运输车14上。
22.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则
之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种铜精矿自动装运系统,其特征在于,所述自动装运系统包括过滤及输送系统,装袋、称重及计量控制系统,吨袋输送及码垛系统,吊装运输系统;所述过滤及输送系统包括依次连接的过滤机、皮带输送机及下料漏斗;过滤机连接于铜精矿下料处,皮带输送机头端连接过滤机出口,下料漏斗设于皮带输送机尾端下方;所述装袋、称重及计量控制系统包括下料漏斗底部的电动插板、挂袋器、电子秤;挂袋器与电子秤信号连接,电子秤与电动插板信号连接,电动插板与挂袋器信号连接;电动插板开启时下料漏斗开始下料,电动插板关闭时下料漏斗停止下料;挂袋器用于用于将空吨袋挂设至电动插板下方,电子秤用于称量吨袋内物料的重量;所述吨袋输送及码垛系统包括辊带输送机及机械码垛手;所述吊装运输系统包括吊装设备。2.根据权利要求1所述的铜精矿自动装运系统,其特征在于,挂袋器上配有挂钩及旋转控制杆,挂钩用于挂设吨袋;挂钩接收到吨袋重量信号后,将信号传给旋转控制杆,控制杆旋转180度,将已经挂好吨袋的挂袋器旋转至电子秤上。3.根据权利要求2所述的铜精矿自动装运系统,其特征在于,电子秤接收到吨袋重量信号后,将信号传递给电动插板,电动插板开启,下料漏斗开始下料;当电子秤检测到吨袋内铜精矿重量达到预设目标值时,电动插板关闭,下料漏斗停止下料;电动插板将插板闭合信号传递给挂袋器旋转控制杆,控制杆旋转180度,将装有铜精矿的吨袋放置于辊带输送机上。4.根据权利要求3所述的铜精矿自动装运系统,其特征在于,所述辊带输送机自带重力感应装置,当感应到装有铜精矿的吨袋时,辊带输送机启动,将装有铜精矿的吨袋运往机械码垛手方向。
技术总结
本实用新型公开了一种铜精矿自动装运系统,包括过滤及输送系统,装袋、称重及计量控制系统,吨袋输送及码垛系统,吊装运输系统,过滤及输送系统包括过滤机、皮带输送机及位于皮带输送机头部的下料漏斗;装袋、称重及计量控制系统包括下料漏斗底部的电动插板、挂袋器、电子秤;吨袋输送及码垛系统包括辊带输送机及机械码垛手;吊装运输系统包括吊装设备和运输车辆。本实用新型通过将皮带输送机、下料漏斗、电子秤、挂袋器联动,实现自动装料,再通过机械码垛手及吊装设备,实现自动码袋,最后通过吊装设备将装袋的铜精矿吊至运输车上,完成铜精矿装运。本实用新型相比原有的人工装运系统,劳动生产率提高,装运成本降低,岗位工人劳动强度下降。度下降。度下降。
技术研发人员:王彩虹 朱青德
受保护的技术使用者:甘肃酒钢集团宏兴钢铁股份有限公司
技术研发日:2022.09.29
技术公布日:2023/3/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1