一种自动上下料小车的制作方法
1.本实用新型具体涉及一种自动上下料小车,属于鱼腹梁加工设备技术领域。
背景技术:
2.鱼腹梁是指用型钢制作焊接而成的平车中梁;鱼腹梁成形需要两片型钢加工成鱼腹形后焊接而成;平车鱼腹梁生产时,加工焊接后的鱼腹型钢需要两面铣平焊缝和切边,铣完一面后再翻转180度铣削另一面;现有技术中,鱼腹梁加工时,需要先将型钢上料,上料时,通过天车将型钢送入到加工点进行加工,完成加工后,再通过天车将工件吊出加工位,整个上料过程需要人工控制,上料效率低。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种自动上下料小车,通过天车对工件进行吊装,能够将加工前的工件进行缓存,并通过小车进行上料,完成加工后的工件通过小车送出缓存,并通过天车吊装到下一工位。
4.本实用新型的自动上下料小车,包括
5.行走架体,所述行走架体为u型结构;
6.行走轮组,所述行走轮组设置有多组,所述行走轮组安装于行走架体两侧;所述行走轮组压合于行走铁轨上;所述行走铁轨与地面固定;
7.行走驱动装置,所述行走驱动装置包括固定于行走架体内侧中部的支撑座;所述支撑座上安装有伺服电机、减速机和齿轮;所述伺服电机输出端与减速机输入轴安装;所述减速机输出轴延伸出支撑座底面,并安装有齿轮;所述行走架体内侧通过三角支撑座还安装有车载式液压站;车载式液压站安装在行走架体上,随着行走架体一起行走;
8.齿条,所述齿条通过无基础钢基座与地面固定;所述齿条与齿轮啮合;行走架体行走时,伺服电机驱动减速机旋转,带动齿轮旋转,从而齿轮沿着齿条进行行走;
9.举升装置,所述举升装置设置有两组,并正对固定于行走架体两外侧中部;所述举升装置包括固定于行走架体上的箱座;所述箱座内侧固定安装有液压缸和两导向杆;所述液压缸升降端固定有缸头托架;所述导向杆安装于缸头托架两侧底部;所述液压缸与车载式液压站连接;液压缸动作,液压缸伸缩端带动缸头托架进行升降,缸头托架升降时,导向杆进行直线导向运动;正对的两缸头托架能够将工件进行举升和下放;车载式液压站给液压缸动力,实现液压缸的伸出和回缩。
10.进一步地,所述行走架体四端固定有轨道夹紧座;所述轨道夹紧座上安装有压轮;所述压轮与行走铁轨外部压紧,行走轮组与行走铁轨顶面压紧,压轮与行走铁轨外侧面压紧,从而实现行走架体与与行走铁轨夹紧定位和行走导向。
11.进一步地,所述行走铁轨一端两侧固定有存料架;所述行走铁轨另一端两侧安装有辊式传输装置。
12.进一步地,所述行走架体四端安装有缓冲垫,上下料时,通过缓冲垫能够对行走车
体进行防撞保护。
13.与现有技术相比,本实用新型的自动上下料小车,能够将加工前的工件和加工后的工件进行缓存,并通过小车进行上料和下料,上下料更加简单方便,工作效率高。
附图说明
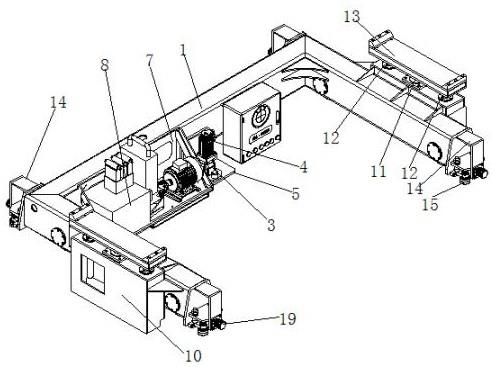
14.图1为本实用新型的实施例1整体结构示意图。
15.图2为本实用新型的实施例1侧面结构示意图。
16.图3为本实用新型的实施例1正面结构示意图。
17.图4为本实用新型的实施例1俯视结构示意图。
18.图5为本实用新型的小车与存料架和辊式传输装置布置俯视结构示意图。
19.图6为本实用新型的小车与存料架和辊式传输装置布置侧视结构示意图。
20.图7为本实用新型的图5a处局部放大结构示意图。
具体实施方式
21.实施例1:
22.如图1至图7所示的自动上下料小车s,包括
23.行走架体1,所述行走架体1为u型结构;
24.行走轮组2,所述行走轮组2设置有多组,所述行走轮组2安装于行走架体1两侧;所述行走轮组2压合于行走铁轨上;所述行走铁轨与地面固定;
25.行走驱动装置,所述行走驱动装置包括固定于行走架体内侧中部的支撑座3;所述支撑座3上安装有伺服电机4、减速机5和齿轮6;所述伺服电机4输出端与减速机5输入轴安装;所述减速机5输出轴延伸出支撑座3底面,并安装有齿轮6;所述行走架体1内侧通过三角支撑座7还安装有车载式液压站8;车载式液压站8安装在行走架体1上,随着行走架体一起行走;
26.齿条9,所述齿条9通过无基础钢基座与地面固定;所述齿条9与齿轮6啮合;行走架体行走时,伺服电机驱动减速机旋转,带动齿轮旋转,从而齿轮沿着齿条进行行走;
27.举升装置,所述举升装置设置有两组,并正对固定于行走架体1两外侧中部;所述举升装置包括固定于行走架体上的箱座10;所述箱座10内侧固定安装有液压缸11和两导向杆12;所述液压缸11升降端固定有缸头托架13;所述导向杆12安装于缸头托架13两侧底部;所述液压缸11与车载式液压站8连接;液压缸动作,液压缸伸缩端带动缸头托架进行升降,缸头托架升降时,导向杆进行直线导向运动;正对的两缸头托架能够将工件z进行举升和下放;车载式液压站给液压缸动力,实现液压缸的伸出和回缩;
28.其中,所述行走架体1四端固定有轨道夹紧座14;所述轨道夹紧座14上安装有压轮15;所述压轮15与行走铁轨16外部压紧,行走轮组2与行走铁轨16顶面压紧,压轮15与行走铁轨16外侧面压紧,从而实现行走架体与与行走铁轨夹紧定位和行走导向。
29.所述行走铁轨16一端两侧固定有存料架17;所述行走铁轨16另一端两侧安装有辊式传输装置18。
30.所述行走架体1四端安装有缓冲垫19,上下料时,通过缓冲垫能够对行走车体进行防撞保护。
31.本实用新型的自动上下料小车工作过程如下:
32.上料工艺过程:天车集中将上料工件送到存料架上,存料架上可摆放4根或者5根平车单片梁(具体摆放数量由现场宽度确定),自动下料小车的行走驱动装置驱动行走架体自动行走到存料架处,自动下料小车的举升装置升起,托起工件自动行走到传输装置处,举升装置下降,将工件落在辊式传输装置的传输辊道上,自动下料小车再进行下一工件的上料,传输辊动作将工件传输到下一工位;
33.下料工艺过程:自动下料小车自动行走到传输装置上的工件的正下方,自动下料小车的举升装置升起,托起工件自动行走到存料架处,自动下料小车的举升装置下降,将工件落在存料架上,依次循环。
34.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
技术特征:
1.一种自动上下料小车,其特征在于:包括行走架体,所述行走架体为u型结构;行走轮组,所述行走轮组设置有多组,所述行走轮组安装于行走架体两侧;所述行走轮组压合于行走铁轨上;所述行走铁轨与地面固定;行走驱动装置,所述行走驱动装置包括固定于行走架体内侧中部的支撑座;所述支撑座上安装有伺服电机、减速机和齿轮;所述伺服电机输出端与减速机输入轴安装;所述减速机输出轴延伸出支撑座底面,并安装有齿轮;所述行走架体内侧通过三角支撑座还安装有车载式液压站;齿条,所述齿条通过无基础钢基座与地面固定;所述齿条与齿轮啮合;举升装置,所述举升装置设置有两组,并正对固定于行走架体两外侧中部;所述举升装置包括固定于行走架体上的箱座;所述箱座内侧固定安装有液压缸和两导向杆;所述液压缸升降端固定有缸头托架;所述导向杆安装于缸头托架两侧底部;所述液压缸与车载式液压站连接。2.根据权利要求1所述的自动上下料小车,其特征在于:所述行走架体四端固定有轨道夹紧座;所述轨道夹紧座上安装有压轮;所述压轮与行走铁轨外部压紧。3.根据权利要求1所述的自动上下料小车,其特征在于:所述行走铁轨一端两侧固定有存料架;所述行走铁轨另一端两侧安装有辊式传输装置。4.根据权利要求1所述的自动上下料小车,其特征在于:所述行走架体四端安装有缓冲垫。
技术总结
本实用新型公开了一种自动上下料小车,包括行走架体,安装于行走架体两侧的行走轮组,所述行走轮组压合与行走铁轨上,所述行走架体上布置有行走驱动装置,所述行走驱动装置驱动端安装有齿轮,所述齿轮与安装于地面上的齿条啮合;所述行走架体两侧固定有举升装置,所述举升装置设置有两组,并正对固定于行走架体两外侧中部;所述举升装置包括固定于行走架体上的箱座;所述箱座内侧固定安装有液压缸和两导向杆;所述液压缸升降端固定有缸头托架;所述导向杆安装于缸头托架两侧底部;本实用新型的自动上下料小车,能够将加工前的工件和加工后的工件进行缓存,并通过小车进行上料和下料,上下料更加简单方便,工作效率高。工作效率高。工作效率高。
技术研发人员:孙金新 张安顺 李智峰 滕志强 焦晗
受保护的技术使用者:山东华樱轨道装备有限公司
技术研发日:2022.10.26
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1