一种辅料定位取的贴辅料生产线的制作方法
本技术涉及手机壳辅料贴合,特指一种辅料定位取的贴辅料生产线。
背景技术:
1、目前,手机壳辅料贴合工艺中,通常都是由工作人员手工将辅料与手机壳进行贴合完成,或单机贴合工作,但是一个手机壳中框一般有很多颗辅料需要贴合,如果采用人工贴合,则需要多人工作,且人工非常高、工作效率低、人工长时间作业易疲劳、容易出错、人工贴合精度不够精准、造成不良品比较多、成本高;如果采用单机贴合则占用流水线很长位置,并且产能受到产线各种状态影响。
技术实现思路
1、针对现有技术的缺陷,本实用新型提供了一种辅料定位取的贴辅料生产线,有效解决现有技术的不足。
2、为了实现上述目的,本实用新型应用的技术方案如下:
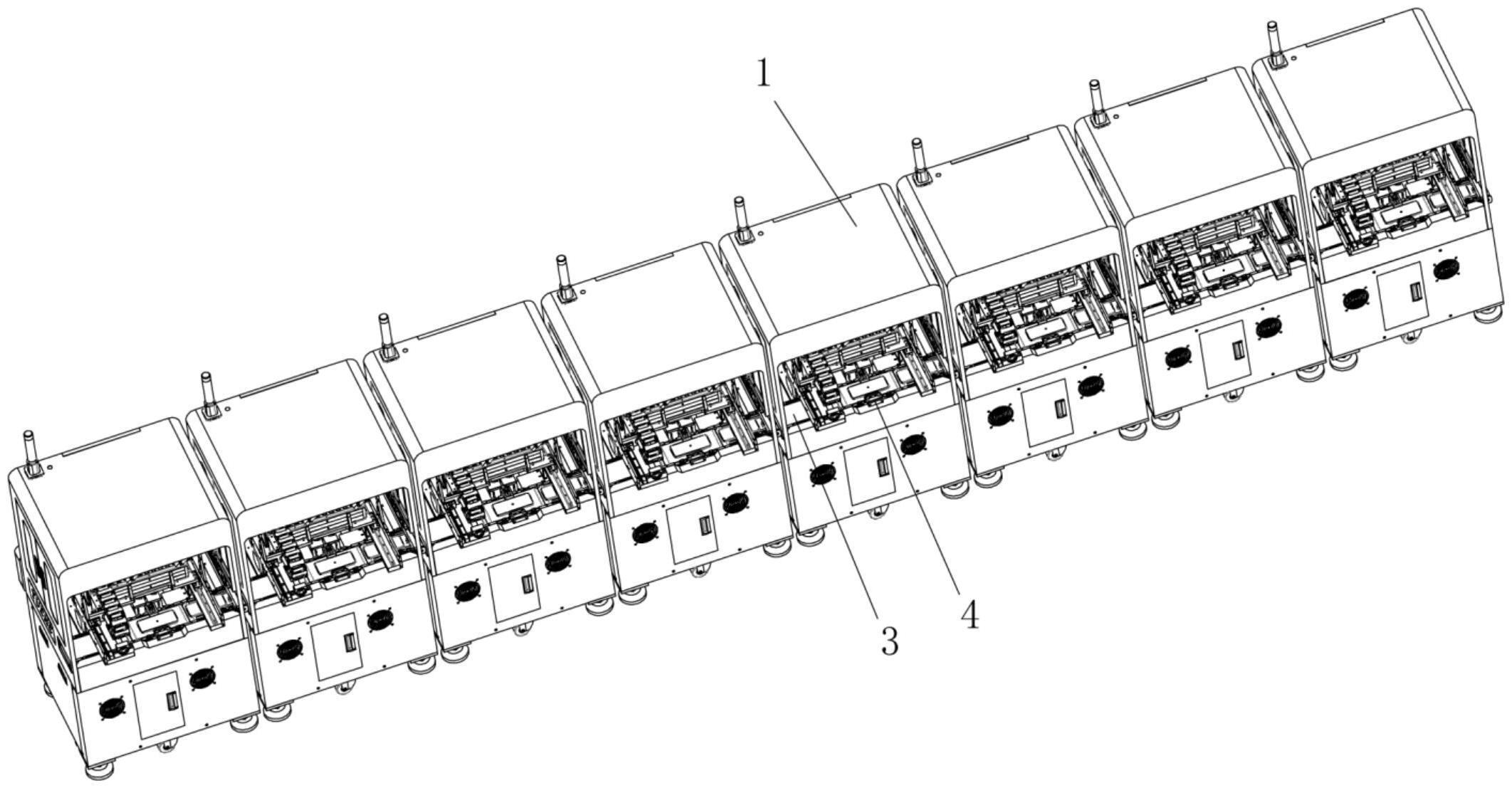
3、一种辅料定位取的贴辅料生产线,包括多台并排贴合的贴辅料机,每台贴辅料机上均设有流水线,相邻两台贴辅料机上的流水线无缝对接,且第一台贴辅料机上的流水线与上工序的生产线对接,最后一台贴辅料机上的流水线与下工序的生产线对接。
4、根据上述方案,所述流水线上设有用于夹紧定位手机壳的夹紧组件。
5、根据上述方案,所述贴辅料机上设有用于将辅料进行剥料的剥料机构、以及用于将辅料定位取的对位机构、以及用于将辅料贴合至手机壳的贴料机构、以及用于将已贴辅料手机壳进行复检的复检机构、以及用于控制贴辅料机工作的控制机构。
6、根据上述方案,所述剥料机构包括辅料盘、传动装置、剥料板、第一驱动电机以及剥料气缸,第一驱动电机驱动传动装置将置于辅料盘上的辅料带进行传送至剥料板上,剥料气缸用于将剥料板上的辅料带进行剥离,剥料板为钢化玻璃,剥料板下方设有集成光源。
7、根据上述方案,所述对位机构包括安装于贴辅料机上的对位相机,对位相机用于对剥料机构的剥料板上的辅料进行拍照对位,并反馈至控制机构。
8、根据上述方案,所述贴料机构包括贴料机械手、x轴模组、y轴模组、第二驱动电机以及第三驱动电机,x轴模组安装于贴辅料机上,y轴模组可滑动地安装于x轴模组上,第二驱动电机驱动y轴模组在x轴模组上来回移动,用于控制y轴模组在x轴模组上的位置,贴料机械手可滑动地安装于y轴模组上,第三驱动电机驱动贴料机械手在y轴模组上来回移动,用于控制贴料机械手在y轴模组上的位置,贴料机械手上设有可升降的吸料盘,贴料机械手用于将剥料板剥离出的辅料进行吸附并移载至流水线贴合至手机壳上。
9、根据上述方案,所述复检机构包括安装于贴辅料机上的复检相机,复检相机用于对流水线上已贴辅料的手机壳进行拍照检测。
10、根据上述方案,所述控制机构包括安装于贴辅料机上的plc控制面板系统。
11、根据上述方案,所述贴辅料机的底部设有用于移动的万向滚轮以及用于定位支撑的升降支脚,贴辅料机的上部设有用于保护机台的保护罩。
12、本实用新型有益效果:
13、本实用新型采用这样的结构设置,通过多台并排贴合的贴辅料机拼接构成贴辅料生产线,每台贴辅料机上均设有流水线,可用于贴合不同的辅料,且相邻两台贴辅料机上的流水线无缝对接,即手机壳从第一台贴辅料机开始贴合,完成后再流入到第二台辅料机进行不同位置的辅料贴合,直至最后一台辅料机完成所有辅料贴合,最后贴合完成的手机壳流入下工序的生产线;采用该贴辅料生产线取代传统人工贴辅料或者单机工作的贴辅料机,完全节省了人工成本,所有辅料贴合过程中完全不需要人工参与,效率高;且每台贴辅料机均带有复检机构,可杜绝了传统贴辅料机无法解决的漏贴,贴重等现象。
技术特征:
1.一种辅料定位取的贴辅料生产线,其特征在于:包括多台并排贴合的贴辅料机(1),每台所述贴辅料机(1)上均设有流水线(3),相邻两台所述贴辅料机(1)上的流水线(3)无缝对接,且第一台所述贴辅料机(1)上的流水线(3)与上工序的生产线对接,最后一台所述贴辅料机(1)上的流水线(3)与下工序的生产线对接。
2.根据权利要求1所述的一种辅料定位取的贴辅料生产线,其特征在于:所述流水线(3)上设有用于夹紧定位手机壳的夹紧组件(4)。
3.根据权利要求1所述的一种辅料定位取的贴辅料生产线,其特征在于:所述贴辅料机(1)上设有用于将辅料进行剥料的剥料机构、以及用于将辅料定位取的对位机构、以及用于将辅料贴合至手机壳的贴料机构、以及用于将已贴辅料手机壳进行复检的复检机构、以及用于控制贴辅料机(1)工作的控制机构(12)。
4.根据权利要求3所述的一种辅料定位取的贴辅料生产线,其特征在于:所述剥料机构包括辅料盘(8)、传动装置、剥料板(9)、第一驱动电机以及剥料气缸,所述第一驱动电机驱动传动装置将置于辅料盘(8)上的辅料带进行传送至剥料板(9)上,所述剥料气缸用于将剥料板(9)上的辅料带进行剥离,所述剥料板(9)为钢化玻璃,所述剥料板(9)下方设有集成光源。
5.根据权利要求3所述的一种辅料定位取的贴辅料生产线,其特征在于:所述对位机构包括安装于贴辅料机(1)上的对位相机(10),所述对位相机(10)用于对剥料机构的剥料板(9)上的辅料进行拍照对位,并反馈至控制机构(12)。
6.根据权利要求3所述的一种辅料定位取的贴辅料生产线,其特征在于:所述贴料机构包括贴料机械手(5)、x轴模组(6)、y轴模组(7)、第二驱动电机以及第三驱动电机,所述x轴模组(6)安装于贴辅料机(1)上,所述y轴模组(7)可滑动地安装于x轴模组(6)上,所述第二驱动电机驱动y轴模组(7)在x轴模组(6)上来回移动,用于控制y轴模组(7)在x轴模组(6)上的位置,所述贴料机械手(5)可滑动地安装于y轴模组(7)上,所述第三驱动电机驱动贴料机械手(5)在y轴模组(7)上来回移动,用于控制贴料机械手(5)在y轴模组(7)上的位置,所述贴料机械手(5)上设有可升降的吸料盘,所述贴料机械手(5)用于将剥料板(9)剥离出的辅料进行吸附并移载至流水线(3)贴合至手机壳上。
7.根据权利要求3所述的一种辅料定位取的贴辅料生产线,其特征在于:所述复检机构包括安装于贴辅料机(1)上的复检相机(11),所述复检相机(11)用于对流水线(3)上已贴辅料的手机壳进行拍照检测。
8.根据权利要求3所述的一种辅料定位取的贴辅料生产线,其特征在于:所述控制机构(12)包括安装于贴辅料机(1)上的plc控制面板系统。
9.根据权利要求3所述的一种辅料定位取的贴辅料生产线,其特征在于:所述贴辅料机(1)的底部设有用于移动的万向滚轮(13)以及用于定位支撑的升降支脚(14),所述贴辅料机(1)的上部设有用于保护机台的保护罩(2)。
技术总结
本技术涉及手机壳辅料贴合技术领域,特指一种辅料定位取的贴辅料生产线,包括多台并排贴合的贴辅料机,每台贴辅料机上均设有流水线,相邻两台贴辅料机上的流水线无缝对接,且第一台贴辅料机上的流水线与上工序的生产线对接,最后一台贴辅料机上的流水线与下工序的生产线对接。手机壳从上工序流入到第一台贴辅料机开始贴合,完成后再流入到第二台辅料机进行不同位置的辅料贴合,直至最后一台辅料机完成所有辅料贴合,最后贴合完成的手机壳流入下工序的生产线采用该贴辅料生产线取代传统人工贴辅料或者单机工作的贴辅料机,完全节省了人工成本,所有辅料贴合过程中完全不需要人工参与,效率高。
技术研发人员:李永立
受保护的技术使用者:深圳悦和精密技术有限公司
技术研发日:20221027
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!