一种镁合金压铸回炉料自动分类的装置的制作方法
本技术属于铸造设备领域,具体涉及一种镁合金压铸回炉料自动分类的装置。
背景技术:
1、目前,镁合金压铸厂已经普遍存在于全国各地,但是能够掌握镁合金回炉料重熔技术的厂家却寥寥可数,这主要原因是镁合金本身的属性比较活跃,处理不好很容易发生爆炸,着火等一系列安全问题,故一般的铸造厂只会选择部分回收或者完全不回收,直接将回炉料发回原材料厂家进行重熔工作,镁合金重熔工艺复杂,它根据回炉类的清洁程度由高到低,通常回炉料依据清洁等级不同分为1、2、3级。一级回炉料包含不合格品以及料柄,特点是相对比较干净,不带有任何压铸后的任何污染物的;二级回炉料包含排气以及集渣包,特点是一般把压射前端不干净的料的聚集地,它的特点是压射后只会粘附小量的外在污染物;三级回炉料包含压铸飞边,毛刺等,这类型回炉料在压射过程容易粘上油污等杂物,而且比较零碎,多半以片状或点状存在,它的特点是不易收集。
2、基于目前压铸生产现场的复杂性,一般的压铸厂很难对一、二、三级回炉料清楚分类,导致回收难度较大。另外,如将三者混合回收,只能把所有回炉料共同作为三级回炉料回收,回收重熔价格也会相对应增高。三者混合回收后,后期分开熔化难度大,且混合后导致部分一级回炉料由于粘附上油污,部分一级回炉料将级到二级甚至三级,增加了回炉料重熔的成本,也提高的重熔的难度。
3、因此,需要一种新的技术以解决现有技术中镁合金压铸过程中回炉料难以分类的问题。
技术实现思路
1、为解决现有技术中的上述问题,本实用新型提供了一种镁合金压铸回炉料自动分类的装置,其具有便于将回炉料清楚分类的效果。
2、本实用新型采用了以下技术方案:
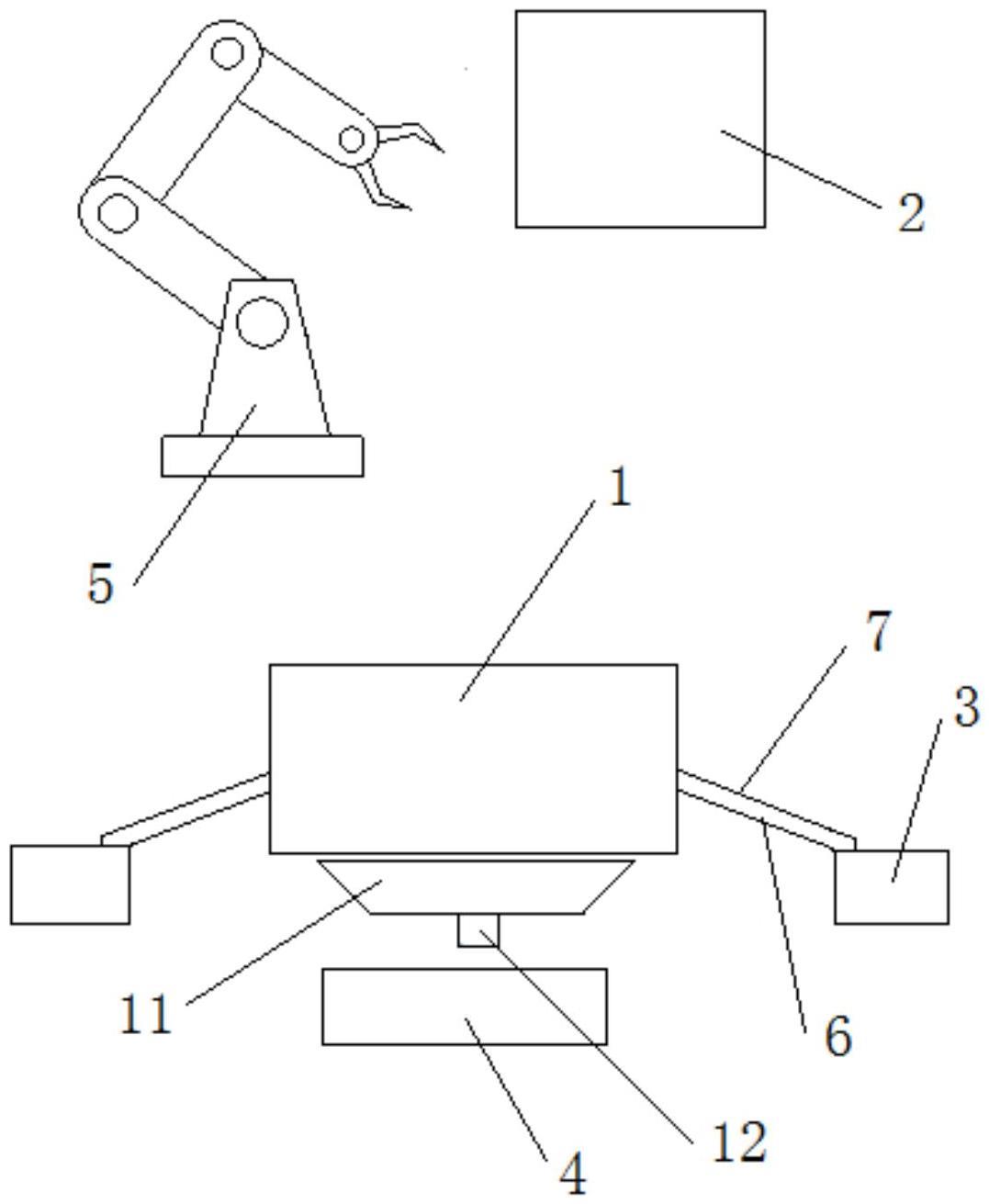
3、一种镁合金压铸回炉料自动分类的装置,包括冲剪机构、第一容纳件、第二容纳件、第二容纳件和控制器,所述冲剪机构与所述控制器电性连接并用于剪切分离压铸件的渣包、飞边、料柄和披锋;
4、还包括第一机械手和滑道,所述第一机械手与所述控制器电性连接,所述第一机械手用于夹持压铸件的料柄并将分离后的料柄转移到所述第一容纳件内,所述滑道倾斜设置且两端自上而下分别为第一端和第二端,所述第一端与所述冲剪机构物料连接,所述第二端与所述第二容纳件物料连接,所述第二容纳件用于收集渣包;
5、所述冲剪机构设有可供披锋和飞边竖直穿过的过孔,所述第三容纳件位于所述过孔的下方,所述第三容纳件设有开口且所述开口尺寸大于所述过孔的尺寸。
6、作为本实用新型技术方案的进一步改进,所述过孔的尺寸小于渣包、料柄的尺寸。
7、作为本实用新型技术方案的进一步改进,所述冲剪平台上设有集料部,所述集料部呈漏斗状,所述集料部具有相对的第三端和第四端,所述第三端位于所述第四端的上方,所述第四端的开口大小小于所述第三端的开口大小。
8、作为本实用新型技术方案的进一步改进,还包括导向管,所述导向管安装在所述第四端并用于形成所述过孔。
9、作为本实用新型技术方案的进一步改进,还包括两条导向栏,所述两条导向栏分别位于所述滑道的两侧,各所述导向栏的高度不小于渣包平均高度的一半。
10、作为本实用新型技术方案的进一步改进,还包括与所述控制器电性连接的第二机械手,所述第二机械手用于夹持不合格的压铸件主体并将其转移至第一容纳件内。
11、作为本实用新型技术方案的进一步改进,所述第一容纳件为料斗或料框。
12、与现有技术相比,本实用新型的有益效果为:
13、本方案通过第一机械手将料柄转移至第一容纳件内以形成一级回炉料,通过滑道将渣包转移至第二容纳件内以形成二级回炉料,飞边和披锋通过自身重力掉落至第三容纳件内以形成三级回炉料,从而将镁合金压铸生产现场的一、二、三级回炉料清楚地自动分类,便于将回炉料清楚分类,从而避免料柄与渣包或飞边、披锋等混合变成二级或三级回炉料,以及避免渣包与飞边、披锋等混合形成三级回炉料,从而避免增加回炉料的回收成本。
技术特征:
1.一种镁合金压铸回炉料自动分类的装置,其特征在于:包括冲剪机构、第一容纳件、第二容纳件、第三容纳件和控制器,所述冲剪机构上设有冲剪平台,所述冲剪机构与所述控制器电性连接并用于剪切分离位于所述冲剪平台上的压铸件的渣包、飞边、料柄和披锋;
2.根据权利要求1所述的镁合金压铸回炉料自动分类的装置,其特征在于:所述过孔的尺寸小于渣包、料柄的尺寸。
3.根据权利要求1所述的镁合金压铸回炉料自动分类的装置,其特征在于:所述冲剪平台上设有集料部,所述集料部呈漏斗状,所述集料部具有相对的第三端和第四端,所述第三端位于所述第四端的上方,所述第四端的开口大小小于所述第三端的开口大小。
4.根据权利要求3所述的镁合金压铸回炉料自动分类的装置,其特征在于:还包括导向管,所述导向管安装在所述第四端并用于形成所述过孔。
5.根据权利要求1所述的镁合金压铸回炉料自动分类的装置,其特征在于:还包括两条导向栏,所述两条导向栏分别位于所述滑道的两侧,各所述导向栏的高度不小于渣包平均高度的一半。
6.根据权利要求1所述的镁合金压铸回炉料自动分类的装置,其特征在于:还包括与所述控制器电性连接的第二机械手,所述第二机械手用于夹持不合格的压铸件主体并将其转移至第一容纳件内。
7.根据权利要求1所述的镁合金压铸回炉料自动分类的装置,其特征在于:所述第一容纳件为料斗或料框。
技术总结
本技术公开了一种镁合金压铸回炉料自动分类的装置,包括冲剪机构、第一容纳件、第二容纳件、第二容纳件、控制器、第一机械手和滑道,冲剪机构与控制器电性连接并用于剪切分离压铸件的渣包、飞边、料柄和披锋;第一机械手与控制器电性连接用于夹持压铸件的料柄并将分离后的料柄转移到第一容纳件内,滑道倾斜设置且两端自上而下分别为第一端和第二端,第一端与冲剪机构物料连接,第二端与第二容纳件物料连接,第二容纳件用于收集渣包;冲剪机构设有可供披锋和飞边竖直穿过的过孔,第三容纳件位于过孔的下方,第三容纳件设有大于过孔尺寸的开口。便于将镁合金压铸生产现场的一、二、三级回炉料清楚地分类。
技术研发人员:陈宗发,程文浩
受保护的技术使用者:广州德志金属制品有限公司
技术研发日:20221101
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!