一种AOI下料和贴膜的连接系统的制作方法
本技术涉及aoi下料和贴膜生产,尤其涉及一种aoi下料和贴膜的连接系统。
背景技术:
1、aoi下料机即全自动光学检测下料机,是利用光学原理对焊接产品进行自动化的检测并排出下料的装置,一些产品在经由aoi下料机(检测完毕后,即可以进行包装销售,而根据产品的结构不同,其包装方式也不相同,对于一些板状且表面光泽度较高的产品,在检测完毕后即需要进行贴膜来保证其表面的光泽度,而传统的方式是检测和贴膜分别进行处理,产品经检测完毕后需要进行人工转场后再进行贴膜处理,无法及时进行贴膜,这不仅增加了人工转场消耗的时间,同时产品在转场过程中容易发生磨损,存在毁坏的风险,突出了其不足之处。
技术实现思路
1、本实用新型的目的在于提供一种aoi下料和贴膜的连接系统,以解决上述技术问题。
2、为实现上述目的本实用新型采用以下技术方案:
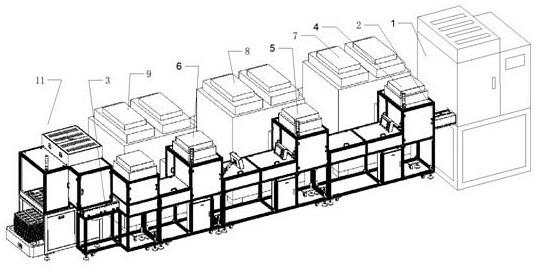
3、一种aoi下料和贴膜的连接系统,包括aoi下料机、出料线、输送线、一号产品移载上料机构、二号产品移载上料机构、三号产品移载上料机构、一号贴膜机、二号贴膜机、三号贴膜机、接料线、下料缓存机,所述aoi下料机前后方向安装有出料线,所述出料线对接aoi下料机中间位置并由蜘蛛机器人将产品放在出料线上由出料线将产品导出,所述出料线前部对接有输送线,所述输送线安装有取料位感应器用于感应产品,所述输送线上方从后至前依次安装有一号产品移载上料机构、二号产品移载上料机构和三号产品移载上料机构,所述一号产品移载上料机构、二号产品移载上料机构和三号产品移载上料机构左方依次安装有一号贴膜机、二号贴膜机和三号贴膜机,所述一号产品移载上料机构与一号贴膜机之间、二号产品移载上料机构与二号贴膜机之间以及三号移载上料机构与三号贴膜机之间通过接料线相连接,所述接料线安装有放料感应器,为防止叠料,接料线上的放料感应器安装三个,三个放料感应器均无信号时方能放料,所述出料线、输送线和接料线均为采用滚轮输送,所述输送线最前部安装有下料缓存机。
4、在上述技术方案基础上,所述出料线、输送线和接料线的滚轮使用upe防静电一体轮,防止产品脏污留痕,各接料线分别与一号产品移载上料机构、二号产品移载上料机构和三号产品移载上料机构的上料口相连接,所述一号产品移载上料机构、二号产品移载上料机构和三号产品移载上料机构分别安装有旋转气缸用于吸附产品,所述一号产品移载上料机构、二号产品移载上料机构和三号产品移载上料机构分别对与其相连接的接料线进行启停控制。
5、在上述技术方案基础上,所述下料缓存机底部安装有进料输送线,且后下部安装有空盘顶升模组,所述进料输送线后部与空盘顶升模组相连接,所述下料缓存机前上部安装有托盘模块,所述下料缓存机左上部和右上部共同安装有分盘模块,且右上部安装有收料块。
6、与现有技术相比,本实用新型具有以下优点:本实用新型采用输送线将待贴膜产品移送至对应的产品移载上料机构,而对应的产品移载上料机构在对应的放料感应器的感应下能够及时将产品放置在接料线上,并由接料线将产品及时输送至对应的贴膜机进行贴膜,而多余的无法及时贴膜的产品则跟随输送线移送至下料缓存机进行及时的摆盘堆叠,摆盘堆叠的产品可由人工转运再进行贴膜处理,这样不仅能够及时的对部分产品及时进行贴膜处理,减少了转运的麻烦降低了产品损坏的风险,同时又解决了贴膜效率和aoi下料机检测效率不一致的问题,避免了产品堵塞输送线造成检测效率的下降,从而提高生产效率。
技术特征:
1.一种aoi下料和贴膜的连接系统,包括aoi下料机(1)、出料线(2)、输送线(3)、一号产品移载上料机构(4)、二号产品移载上料机构(5)、三号产品移载上料机构(6)、一号贴膜机(7)、二号贴膜机(8)、三号贴膜机(9)、接料线(10)、下料缓存机(11),其特征在于:所述aoi下料机(1)前后方向安装有出料线(2),所述出料线(2)对接aoi下料机(1)中间位置并由蜘蛛机器人将产品放在出料线(2)上由出料线(2)将产品导出,所述出料线(2)前部对接有输送线(3),所述输送线(3)安装有取料位感应器用于感应产品,所述输送线(3)上方从后至前依次安装有一号产品移载上料机构(4)、二号产品移载上料机构(5)和三号产品移载上料机构(6),所述一号产品移载上料机构(4)、二号产品移载上料机构(5)和三号产品移载上料机构(6)左方依次安装有一号贴膜机(7)、二号贴膜机(8)和三号贴膜机(9),所述一号产品移载上料机构(4)与一号贴膜机(7)之间、二号产品移载上料机构(5)与二号贴膜机(8)之间以及三号移载上料机构与三号贴膜机(9)之间通过接料线(10)相连接,所述接料线(10)安装有放料感应器,所述出料线(2)、输送线(3)和接料线(10)均为采用滚轮输送,所述输送线(3)最前部安装有下料缓存机(11)。
2.根据权利要求1所述的一种aoi下料和贴膜的连接系统,其特征在于:所述出料线(2)、输送线(3)和接料线(10)的滚轮使用upe防静电一体轮,防止产品脏污留痕,各接料线(10)分别与一号产品移载上料机构(4)、二号产品移载上料机构(5)和三号产品移载上料机构(6)的上料口相连接,所述一号产品移载上料机构(4)、二号产品移载上料机构(5)和三号产品移载上料机构(6)分别安装有旋转气缸用于吸附产品,所述一号产品移载上料机构(4)、二号产品移载上料机构(5)和三号产品移载上料机构(6)分别对与其相连接的接料线(10)进行启停控制。
3.根据权利要求1所述的一种aoi下料和贴膜的连接系统,其特征在于:所述下料缓存机(11)底部安装有进料输送线(1101),且后下部安装有空盘顶升模组(1102),所述进料输送线(1101)后部与空盘顶升模组(1102)相连接,所述下料缓存机(11)前上部安装有托盘模块(1103),所述下料缓存机(11)左上部和右上部共同安装有分盘模块(1104),且右上部安装有收料块(1105)。
技术总结
本技术公开了一种AOI下料和贴膜的连接系统,所述AOI下料机前后方向安装有出料线,所述出料线对接AOI下料机中间位置并由蜘蛛机器人将产品放在出料线上由出料线将产品导出,所述出料线前部对接有输送线,所述输送线安装有取料位感应器用于感应产品,所述输送线上方从后至前依次安装有一号产品移载上料机构、二号产品移载上料机构和三号产品移载上料机构。本技术采用输送线将待贴膜产品移送至对应的产品移载上料机构,而对应的产品移载上料机构在对应的放料感应器的感应下能够及时将产品放置在接料线上,并由接料线将产品及时输送至对应的贴膜机进行贴膜,而无法及时贴膜的产品则跟随输送线移送至下料缓存机进行及时的摆盘堆叠。
技术研发人员:陈奇奇
受保护的技术使用者:深圳市合创杰智能装备有限公司
技术研发日:20221129
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!