一种包装瓶上料设备的制作方法
本技术涉及自动化设备领域,具体为一种包装瓶上料设备。
背景技术:
1、包装瓶在完成封装后,需要经过贴标签工位等工位后才能拿进行装箱打包。生产中,若干成品包装瓶码放在运转箱内,并通过运转箱搬运到打标工位处,因为打标设备存在工作间隙,所以需要将多个包装瓶间隔放置在打标生产线上。此过程中存在如下问题:
2、1、包装瓶码放在运转箱内,现有的机械手夹取装置难以实现从运转箱中逐层的将包装瓶取出。
3、2、当包装瓶取出后需要间隔放置到打标生产线上。
4、故而,实际生产中多为操作者拾取包装瓶后逐个放置在生产线上,此举增加了操作者的体力劳动且效率低。
技术实现思路
1、本实用新型是要提供一种能从运转箱内将包装瓶间隔传送至打标生产线上的包装瓶上料设备以解决上述问题。
2、本实用新型所采取的技术方案是:
3、一种包装瓶上料设备,其包括:
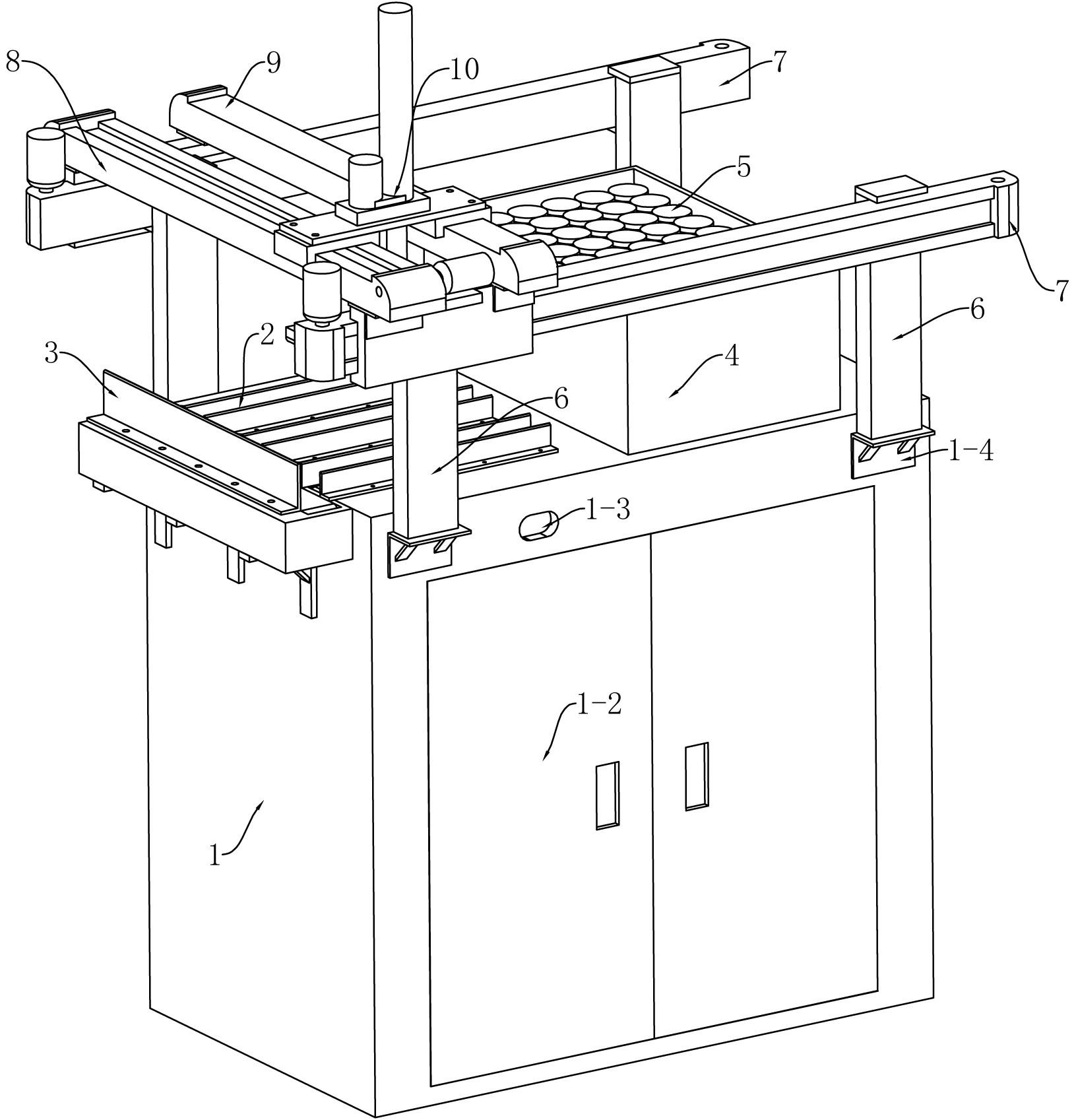
4、支撑箱体,其内设置有控制器、电源机构和气源机构,所述支撑箱体的上端面上设置有运转箱卡槽用于放置运转箱,所述运转箱内逐层码放有若干排包装瓶;
5、机械手水平驱动机构,设置在所述支撑箱体上,用于水平移动吸盘机械手机构,所述吸盘机械手机构包括升降推杆和设置在所述升降推杆的输出杆自由端上的吸盘机械手,所述吸盘机械手用于拾取并转运一排所述运转箱内的若干包装瓶;
6、上料传送带机构,设置在所述支撑箱体一侧,其上设置有上料传送带,所述上料传送带的一端与打标生产线的传送带相连接;
7、若干间歇传送带机构,设置在所述支撑箱体的上端面上并与所述上料传送带垂直设置,用于暂存所述吸盘机械手拾取的一排所述包装瓶,并将所述包装瓶间歇传送至所述上料传送带上。
8、作为本实用新型的进一步改进,所述机械手水平驱动机构包括:
9、两横向直线导轨机构,所述横向直线导轨机构通过支撑耳座组件设置在所述支撑箱体的一侧,所述横向直线导轨机构上滑动设置有横向导轨滑块;
10、纵向直线导轨机构,架设在两所述横向直线导轨机构的两横向导轨滑块上,所述纵向直线导轨机构上滑动设置有纵向导轨滑块;
11、所述升降推杆设置在所述纵向导轨滑块上,两所述横向直线导轨机构的横向导轨滑块同步滑动用于驱动所述纵向直线导轨机构横向移动,所述纵向直线导轨机构的纵向导轨滑块滑动用于驱动所述吸盘机械手机构纵向移动。
12、作为本实用新型的进一步改进,两所述横向导轨滑块上还架设有导向支撑导轨,所述导向支撑导轨上滑动设置有支撑导轨滑块,所述支撑导轨滑块和所述纵向导轨滑块上设置有升降推杆支撑板,所述升降推杆固设在所述升降推杆支撑板上,所述支撑导轨滑块与所述纵向导轨滑块通过所述升降推杆支撑板同步滑动。
13、作为本实用新型的进一步改进,所述吸盘机械手包括设置在所述升降推杆的输出端上的吸盘固定座和等距排布在所述吸盘固定座下端面上的若干吸盘,若干所述若干吸盘的间距与所述运转箱内一排的所述包装瓶相对应,所述吸盘通过气体管路与设置在所述支撑箱体内的气源机构相连通。
14、作为本实用新型的进一步改进,所述上料传送带机构包括设置在所述支撑箱体一侧的上料传送带支撑架和设置在所述上料传送带支撑架上的上料传送带挡板;
15、所述上料传送带设置在所述上料传送带支撑架上,其用于纵向传送所述包装瓶;
16、所述上料传送带挡板用于阻挡所述间歇传送带机构传送来的包装瓶,以防止所述包装瓶从上料传送带支撑架上滑落。
17、作为本实用新型的进一步改进,所述上料传送带挡板整体呈长条状,其延伸方向与所述上料传送带的传送方向相平行,所述上料传送带挡板的截面呈“l”字形状,其横部固定设置在所述上料传送带支撑架上,其竖部用于阻挡所述包装瓶。
18、作为本实用新型的进一步改进,所述间歇传送带机构包括设置在所述支撑箱体上的间歇传送带和对称设置在所述间歇传送带两侧的两间歇传送带挡板;
19、所述间歇传送带的传送方向与所述上料传送带的传送方向相垂直,所述间歇传送带的一端与所述上料传送带支撑架相抵,所述间歇传送带采用齿形同步带机构,用于将暂存的所述包装瓶逐个的传送至所述上料传送带上。
20、作为本实用新型的进一步改进,所述间歇传送带挡板整体呈长条状,其延伸方向与所述间歇传送带的传送方向相平行,所述间歇传送带挡板的截面呈“l”字形状,所述间歇传送带挡板用于限位和导向所述包装瓶传送;
21、所述间歇传送带挡板朝向所述上料传送带的一端延伸至所述上料传送带支撑架上方,用于将所述包装瓶导向到所述上料传送带上。
22、作为本实用新型的进一步改进,所述间歇传送带机构中,位于所述上料传送带传送方向下游的间歇传送带挡板的端部设置有弧状的包装瓶导向板;
23、所述包装瓶在所述上料传送带传送时沿所述包装瓶导向板方向滑动,以远离所述间歇传送带机构,用于避免所述包装瓶与所述间歇传送带机构碰撞干涉。
24、采用上述技术方案所产生的有益效果在于:
25、本申请通过机械手水平驱动机构和设置在机械手水平驱动机构上的吸盘机械手实现了从运转箱内将一排多个的包装瓶取出并转移至间歇传送带机构上暂存,通过间歇传送带机构将暂存的包装瓶传送至上料传送带上,并通过上料传送带将包装瓶间隔传送至打标生产线上进行打标。
26、本申请的吸盘机械手可升降设置在所述机械手水平驱动机构上,可以逐层的从运转箱中拾取多个包装瓶,克服了因为运转箱的形状而限制普通机械手拾取包装瓶的问题,实现了包装瓶的自动化拾取。
27、本申请设置有多个间歇传送带机构,可实现连续、间隔的传送包装瓶,达到操作人员手动放置包装瓶的效果,此举节省了人力同时提升了效率,相对于手动操作,容错性和急停性更好。
技术特征:
1.一种包装瓶上料设备,其特征在于,其包括:
2.根据权利要求1所述的一种包装瓶上料设备,其特征在于,所述机械手水平驱动机构包括:
3.根据权利要求2所述的一种包装瓶上料设备,其特征在于,两所述横向导轨滑块(7-3)上还架设有导向支撑导轨(9),所述导向支撑导轨(9)上滑动设置有支撑导轨滑块(9-1),所述支撑导轨滑块(9-1)和所述纵向导轨滑块(8-3)上设置有升降推杆支撑板(10-1),所述升降推杆(10-2)固设在所述升降推杆支撑板(10-1)上,所述支撑导轨滑块(9-1)与所述纵向导轨滑块(8-3)通过所述升降推杆支撑板(10-1)同步滑动。
4.根据权利要求1所述的一种包装瓶上料设备,其特征在于,所述吸盘机械手包括设置在所述升降推杆(10-2)的输出端上的吸盘固定座(10-3)和等距排布在所述吸盘固定座(10-3)下端面上的若干吸盘(10-4),若干所述若干吸盘(10-4)的间距与所述运转箱(4)内一排的所述包装瓶(5)相对应,所述吸盘(10-4)通过气体管路与设置在所述支撑箱体(1)内的气源机构相连通。
5.根据权利要求1所述的一种包装瓶上料设备,其特征在于,所述上料传送带机构(3)包括设置在所述支撑箱体(1)一侧的上料传送带支撑架和设置在所述上料传送带支撑架上的上料传送带挡板(3-2);
6.根据权利要求5所述的一种包装瓶上料设备,其特征在于,所述上料传送带挡板(3-2)整体呈长条状,其延伸方向与所述上料传送带(3-1)的传送方向相平行,所述上料传送带挡板(3-2)的截面呈“l”字形状,其横部固定设置在所述上料传送带支撑架上,其竖部用于阻挡所述包装瓶(5)。
7.根据权利要求5所述的一种包装瓶上料设备,其特征在于,所述间歇传送带机构(2)包括设置在所述支撑箱体(1)上的间歇传送带(2-1)和对称设置在所述间歇传送带(2-1)两侧的两间歇传送带挡板(2-2);
8.根据权利要求7所述的一种包装瓶上料设备,其特征在于,所述间歇传送带挡板(2-2)整体呈长条状,其延伸方向与所述间歇传送带(2-1)的传送方向相平行,所述间歇传送带挡板(2-2)的截面呈“l”字形状,所述间歇传送带挡板(2-2)用于限位和导向所述包装瓶(5)传送;
9.根据权利要求8所述的一种包装瓶上料设备,其特征在于,所述间歇传送带机构(2)中,位于所述上料传送带(3-1)传送方向下游的间歇传送带挡板(2-2)的端部设置有弧状的包装瓶导向板(2-3);
技术总结
本技术涉及一种包装瓶上料设备,其包括:支撑箱体,其内设置有控制器、电源机构和气源机构,支撑箱体的上端面上设置有运转箱卡槽,运转箱内逐层码放有若干排包装瓶;机械手水平驱动机构,设置在支撑箱体上,用于水平移动吸盘机械手机构,吸盘机械手机构包括升降推杆和设置在升降推杆的输出杆自由端上的吸盘机械手,吸盘机械手用于拾取并转运一排运转箱内的若干包装瓶;上料传送带机构,设置在支撑箱体一侧,其上设置有上料传送带,上料传送带的一端与打标生产线的传送带相连接;若干间歇传送带机构,设置在支撑箱体的上端面上并与上料传送带垂直设置,用于暂存吸盘机械手拾取的一排包装瓶,并将包装瓶间歇传送至上料传送带上。
技术研发人员:林小仙,苗树,葛斌,王东亮
受保护的技术使用者:小仙炖霸州食品有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!