一种限量装置的制作方法
本技术涉及烟草掺配加香系统应用,更具体地,涉及一种限量装置。
背景技术:
1、烟草行业掺配加香工序作为制丝过程的重点环节,掺配过程的均匀性与稳定性体现了卷烟在制丝控制过程的水平。由于掺配与加香同属一个连续生产的工序,掺配后的混丝流量作为加香的物料流量,因此掺配的均匀与稳定性直接影响到后续的加香环节。对掺配的均匀与稳定性性影响最大的是限量装置。
2、目前,在输送物料的流水作业线上,尤其是烟厂输送烟草物料的输送线上,通常设置有控制物料流量的电子皮带秤,为了能使电子皮带秤精确计算物料流量和控制物料流量,必须在其上部增加限量管,限量管可使出料物料厚度一致,并且也可给出实时物料位置信号。电子皮带秤和限量管共同作用,就可精确计算物料流量和控制物料流量。现有的限量管,其料仓体积固定不变,出料口大小也不能调节,出料厚度和物料流量均难以调节,不能满足大配比、调节范围大的物料流量需求,因此生产中常常不得不采用双台或多台设备技术实现互补。
3、同时,传统的限量管与电子称皮带成90°的出料方式,限量管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀,导致电子秤速度控制的需要不断调整,影响掺配的均匀性。
4、现有技术中公开一种烟草制丝生产线用限量管,包括限量管管体,限量管管体的上端与皮带输送机的出料端衔接,下端延伸至电子皮带秤上,在限量管管体上安装高料位光电开关、第一低料位光电开关和第二低料位光电开关,所述高料位光电开关和第一低料位光电开关竖直排列且高料位光电开关位于第一低料位光电开关的上方,所述第二低料位光电开关与所述第一低料位光电开关平行设置。所述高料位光电开关接近限量管管体的上端,第一低料位光电开关和第二低料位光电开关接近限量管管体的中部。所述限量管管体为竖直式限量管管体。所述皮带输送机、电子皮带秤和三个光电开关均连接至控制装置,根据光电开关检测的物料情况,控制限量管管体进料。所述第一低料位光电开关和第二低料位光电开关任意一个导通时限量管开始进料。所述高料位光电开关未导通或者第一低料位光电开关、第二低料位光电开关均未导通时限量管停止进料。该方案依然无法解决限量管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀的问题。
技术实现思路
1、本实用新型提供一种限量装置,解决限量管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀的问题。
2、为解决上述技术问题,本实用新型的技术方案如下:
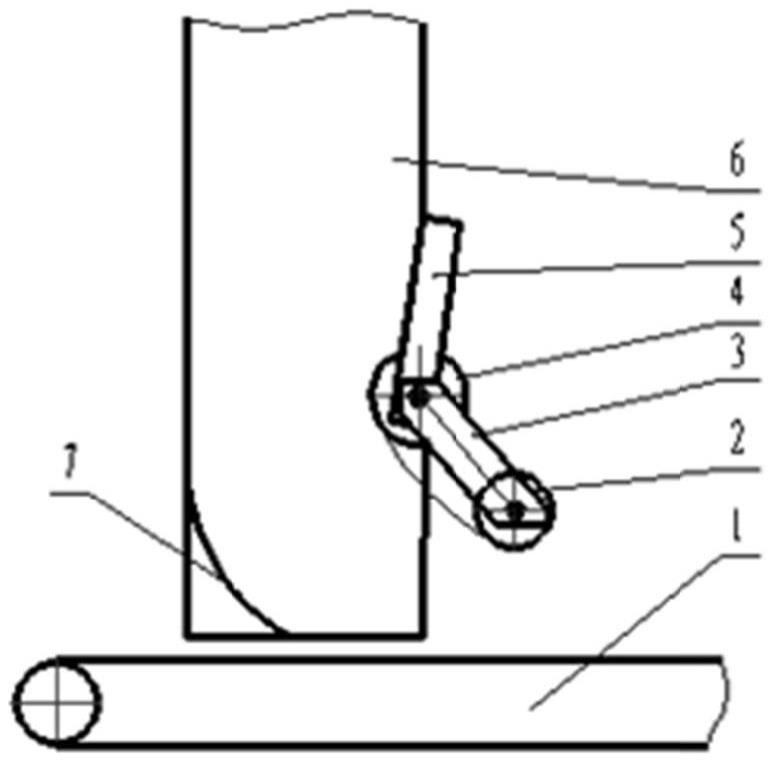
3、一种限量装置,包括限量管,所述限量管垂直设置,所述限量管的上端口接收提升带运送过来的烟丝,烟丝通过所述限量管垂直下落并在所述限量管的下端口掉至电子秤皮带上,还包括弧形导板,所述弧形导板设置于所述限量管的下端口处,所述弧形导板设置为弧形轨道,所述烟丝沿着所述弧形导板的弧形轨道从所述限量管的下端口出料。
4、上述方案中,利用弧形导板使限量管内烟丝按弧形轨道运动,避免管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀。为实现上述功能,将传统的限量管与电子称皮带成90°的出料方式改为弧形导板出料,使限量管内烟丝按弧形轨道运动,避免管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀,从而降低电子称皮重的波动幅度,减少电子秤速度控制的调整范围。
5、优选地,所述烟丝沿着所述弧形导板的弧形轨道从所述限量管的下端口出料的方向与所述电子秤皮带的运行方向相同。
6、优选地,所述弧形导板的最低点的切线与所述电子秤皮带的表面的夹角为锐角。
7、优选地,所述弧形导板的最低点的切线与所述电子秤皮带的表面的夹角为45°至60°。
8、上述设置是为了使得限量管中的烟丝能顺利实现弧形出料,弧形导板的安装位置与电子秤皮带的运动方向一致,另外,弧形导板的垂直方向的弧角不能太大,以免阻碍烟丝的垂直下落,弧板最低点的切线与所述电子秤皮带的表面的夹角为45°至60°较好。
9、优选地,还包括上限位压辊和下限位压辊,其中,所述上限位压辊通过压辊连接架与所述下限位压辊固定连接,所述上限位压辊与所述下限位压辊呈斜排列并形成弧度,所形成的弧度与所述弧形导板的弧形轨道相对平行,所述上限位压辊设置于所述限量管的内壁上,所述下限位压辊设置于所述限量管外电子秤皮带上。
10、本方案中,将传统限量管出料口的单压辊设置改为双压辊设置,并且双压辊呈斜排列,形成一定的弧度,以与所述弧形导板平行。其中,上限位压辊的作用是控制物料下料量,下限位压辊的作用是平整在皮带上的物料,保证物料均匀。压辊设计弧度与物料颗粒体积相关,物料弹性大,弧度大,弹性小弧度可以小些,弧度过大,物料挤压大,通过物流量小,弧度过小物料起不到均料作用,所以设计范围弧形板弧线中点切线的夹角范围在±30°之间。相对于单压辊装置,物料在皮带分布均匀性差,波动大,采用双压辊设置的限量装置出料更为顺畅,实际生产过程限量管出料明显改善,可一定程度上保证烟丝出料量的稳定性。
11、优选地,所述上限位压辊和下限位压辊均为无动力光面转轴,安装于可调安装支架上,所述上限位压辊和下限位压辊依靠物料的摩擦力进行转动。
12、优选地,所述上限位压辊与所述下限位压辊形成的弧线中点切线与所述电子秤皮带的表面的夹角为30°。
13、优选地,还包括光栅检测器,所述光栅检测器设置于所述限量管内。
14、优选地,还包括控制器,所述控制器与所述光栅检测器通信连接。
15、优选地,所述控制器为plc控制器。
16、采用测量光栅替代原有的对射式光电开关的料位控制作用,可以连续测量限量管中烟丝高度,为后续实现提升带的连续速度控制提供基础,避免提升带电机高低速切换所带来的烟丝物料冲击和保证限量管内物料高度不会出现较大的料位差。
17、与现有技术相比,本实用新型技术方案的有益效果是:
18、本实用新型利用弧形导板使得限量管内烟丝按弧形轨道运动,避免管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀,从而降低电子称皮重的波动幅度,减少电子秤速度控制的调整范围。
技术特征:
1.一种限量装置,包括限量管,所述限量管垂直设置,所述限量管的上端口接收提升带运送过来的烟丝,烟丝通过所述限量管垂直下落并在所述限量管的下端口掉至电子秤皮带上,其特征在于,还包括弧形导板,所述弧形导板设置于所述限量管的下端口处,所述弧形导板设置为弧形轨道,所述烟丝沿着所述弧形导板的弧形轨道从所述限量管的下端口出料。
2.根据权利要求1所述的限量装置,其特征在于,所述烟丝沿着所述弧形导板的弧形轨道从所述限量管的下端口出料的方向与所述电子秤皮带的运行方向相同。
3.根据权利要求1所述的限量装置,其特征在于,所述弧形导板的最低点的切线与所述电子秤皮带的表面的夹角为锐角。
4.根据权利要求3所述的限量装置,其特征在于,所述弧形导板的最低点的切线与所述电子秤皮带的表面的夹角为45°至60°。
5.根据权利要求1所述的限量装置,其特征在于,还包括上限位压辊和下限位压辊,其中,所述上限位压辊通过压辊连接架与所述下限位压辊固定连接,所述上限位压辊与所述下限位压辊呈斜排列并形成弧度,所形成的弧度与所述弧形导板的弧形轨道相对平行,所述上限位压辊设置于所述限量管的内壁上,所述下限位压辊设置于所述限量管外电子秤皮带上。
6.根据权利要求5所述的限量装置,其特征在于,所述上限位压辊和下限位压辊均为无动力光面转轴,安装于可调安装支架上,所述上限位压辊和下限位压辊依靠物料的摩擦力进行转动。
7.根据权利要求6所述的限量装置,其特征在于,所述上限位压辊与所述下限位压辊形成的弧线中点切线与所述电子秤皮带的表面的夹角为30°。
8.根据权利要求1至7任一项所述的限量装置,其特征在于,还包括光栅检测器,所述光栅检测器设置于所述限量管内。
9.根据权利要求8所述的限量装置,其特征在于,还包括控制器,所述控制器与所述光栅检测器通信连接。
10.根据权利要求9所述的限量装置,其特征在于,所述控制器为plc控制器。
技术总结
本技术公开一种限量装置,包括限量管,所述限量管垂直设置,所述限量管的上端口接收提升带运送过来的烟丝,烟丝通过所述限量管垂直下落并在所述限量管的下端口掉至电子秤皮带上,还包括弧形导板,所述弧形导板设置于所述限量管的下端口处,所述弧形导板设置为弧形轨道,所述烟丝沿着所述弧形导板的弧形轨道从所述限量管的下端口出料。本技术利用弧形导板使得限量管内烟丝按弧形轨道运动,避免管内左右两侧烟丝因各自运行速度的变化造成出料的不均匀,从而降低电子称皮重的波动幅度,减少电子秤速度控制的调整范围。
技术研发人员:曹家升,王海明,朱虹梅,翟让
受保护的技术使用者:广东中烟工业有限责任公司
技术研发日:20221206
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!