一种用以快速校正零件定位的装盘工装的制作方法
本技术涉及金属件装盘,具体而言,涉及一种用以快速校正零件定位的装盘工装。
背景技术:
1、在继电器金属零件焊接过程中,需要提前备好待装配的零件,由于零件结构类似蘑菇且体积小数量多,若其摆放顺序反向会直接影响托盘里其他零件焊后质量以及焊接效率。为防止出现此问题,需多名操作工预先进行零件的摆放,首先要挑选零件头径,并用镊子夹持零件头径位置,找到托盘面板上的阶梯槽,然后将产品依次放到所有托盘凹槽中,整个装盘动作才算完成。该过程需要操作工反复挑选零件和寻找托盘阶梯槽,给操作工造成一定眼神疲劳,工作效率低;而且在镊子夹起过程中,零件表面容易存在夹伤问题。
技术实现思路
1、本实用新型公开了一种,结构简单,操作便利,旨在改善手工装盘工作效率低且容易夹伤零件的问题。
2、本实用新型采用了如下方案:
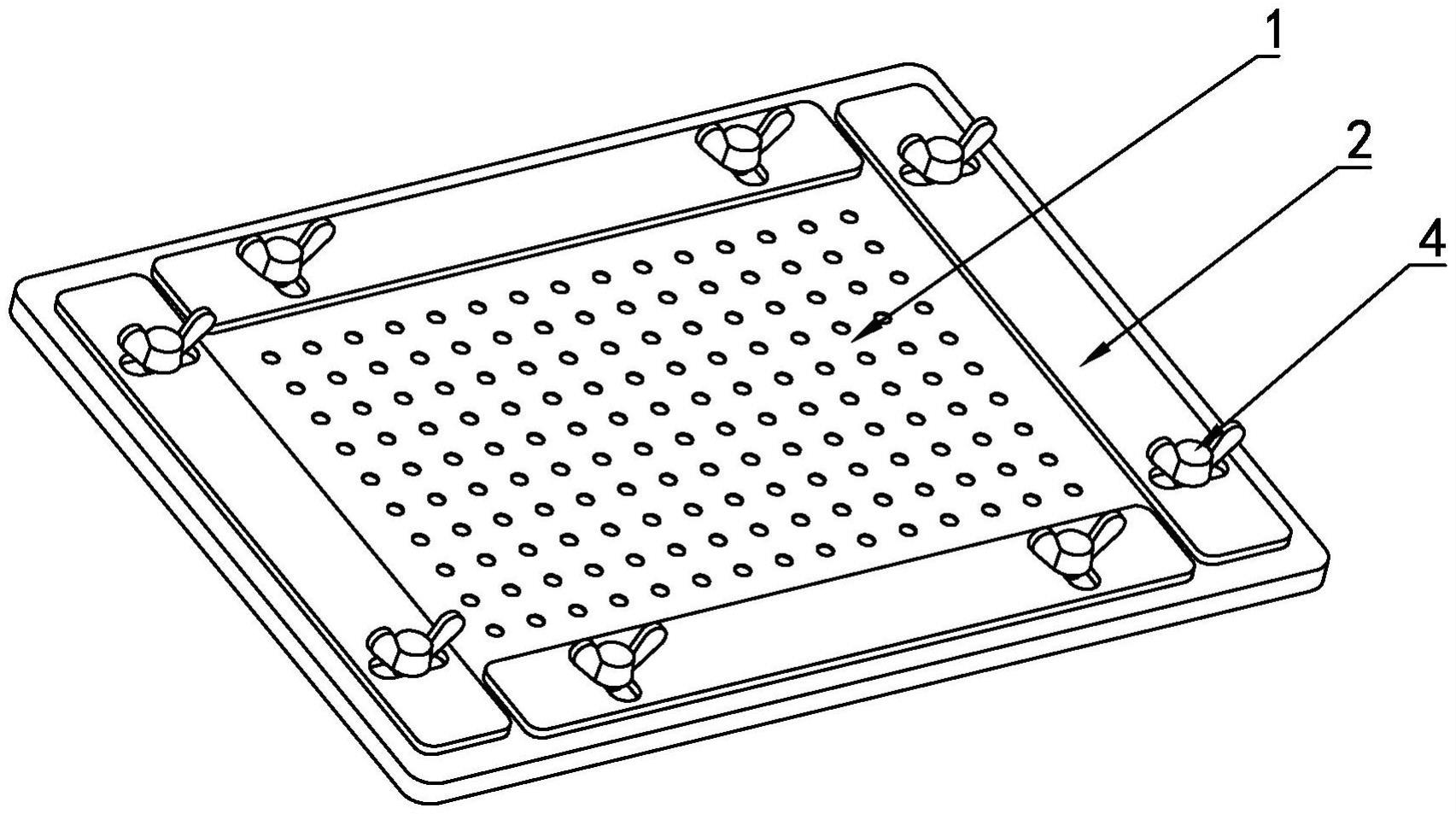
3、一种用以快速校正零件定位的装盘工装,适用于呈蘑菇状的零件,包括翻板以及用以与所述翻板适配的活动压板,所述翻板上设置有多个与待定位零件的大端相适配的凹槽,所述活动压板沿所述翻板的周向设置以围合形成供待定位零件活动的容纳空间,通过可操作的方式驱使所述翻板往复移动,使得待定位零件落入所述凹槽内,所述凹槽被构造成与托盘上的阶梯槽一一对应,当所述翻板倒置在所述托盘上时,各所述凹槽内的零件落入对应的阶梯槽内定位。
4、作为进一步改进,所述翻板上设有安装孔,所述活动压板对应所述安装孔设有调节孔,所述安装孔与所述调节孔经由紧固件连接。
5、作为进一步改进,所述调节孔呈跑道形,通过调节所述紧固件可推动所述活动压板沿所述调节孔的长度方向移动,从而贴紧所述托盘的边缘。
6、作为进一步改进,所述紧固件为蝶形螺栓。
7、作为进一步改进,所述翻板呈长方形,所述活动压板包括用以适配所述翻板长度方向的长条压板和用以适配所述翻板宽度方向的宽条压板。
8、通过采用上述技术方案,本实用新型可以取得以下技术效果:
9、本申请的用以快速校正零件定位的装盘工装,在翻板上设置与托盘的阶梯槽对应的凹槽,通过往复推动翻板使得待定位零件在重心和摩擦力的作用下落入凹槽内,再将翻板倒置在托盘上,使得各凹槽内的零件在重力作用下落入阶梯槽内定位。从而实现零件的快速装盘,无需人工逐个摆盘,同时还能避免夹伤工件表面。
技术特征:
1.一种用以快速校正零件定位的装盘工装,其特征在于,适用于呈蘑菇状的零件,包括翻板以及用以与所述翻板适配的活动压板,所述翻板上设置有多个与待定位零件的大端相适配的凹槽,所述活动压板沿所述翻板的周向设置以围合形成供待定位零件活动的容纳空间,通过可操作的方式驱使所述翻板往复移动,使得待定位零件落入所述凹槽内,所述凹槽被构造成与托盘上的阶梯槽一一对应,当所述翻板倒置在所述托盘上时,各所述凹槽内的零件落入对应的阶梯槽内定位。
2.根据权利要求1所述的用以快速校正零件定位的装盘工装,其特征在于,所述翻板上设有安装孔,所述活动压板对应所述安装孔设有调节孔,所述安装孔与所述调节孔经由紧固件连接。
3.根据权利要求2所述的用以快速校正零件定位的装盘工装,其特征在于,所述调节孔呈跑道形,通过调节所述紧固件可推动所述活动压板沿所述调节孔的长度方向移动,从而贴紧所述托盘的边缘。
4.根据权利要求2或3所述的用以快速校正零件定位的装盘工装,其特征在于,所述紧固件为蝶形螺栓。
5.根据权利要求4所述的用以快速校正零件定位的装盘工装,其特征在于,所述翻板呈长方形,所述活动压板包括用以适配所述翻板长度方向的长条压板和用以适配所述翻板宽度方向的宽条压板。
技术总结
本技术提供了一种用以快速校正零件定位的装盘工装,涉及金属件装盘技术领域,适用于呈蘑菇状的零件,包括翻板以及用以与所述翻板适配的活动压板,所述翻板上设置有多个与待定位零件的大端相适配的凹槽,所述活动压板沿所述翻板的周向设置以围合形成供待定位零件活动的容纳空间,通过可操作的方式驱使所述翻板往复移动,使得待定位零件落入所述凹槽内,所述凹槽被构造成与托盘上的阶梯槽一一对应,当所述翻板倒置在所述托盘上时,各所述凹槽内的零件落入对应的阶梯槽内定位。从而实现零件的快速装盘,无需人工逐个摆盘,提升工作效率的同时还能避免夹伤工件表面。
技术研发人员:洪志新,陈家成,林智杰
受保护的技术使用者:厦门金波贵金属制品有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!