一种自动送砂车的制作方法
本技术涉及砂型铸造,具体是一种自动送砂车。
背景技术:
1、制芯机是铸造工厂用于制造砂芯的机器,一个铸造工厂内一般会配置多台制芯机。目前往制芯机上加砂的方式一般有两种:一种是在每台制芯机位置搭建较高的加砂平台,先将砂通过吊装设备吊到加砂平台上,在制芯机的储砂斗砂位处于低位报警后,作业人员爬到加砂平台上手动将砂倒入制芯机的储砂斗,该加砂方式需要作业人员在不同的制芯机之间不断爬升加砂,劳动强度大;另一种是在每台制芯机位置配置一台斗提机,将砂运放到每台制芯机斗提机的加砂口旁,在制芯机的储砂斗砂位处于低位报警后,作业人员将砂倒入斗提机的加砂斗内,通过斗提机往制芯机的储砂斗内进行加砂,避免了作业人员攀爬,但是作业人员仍需要在多台制芯机之间来回加砂,劳动强度仍较重,而且每台制芯机都配置斗提机,占地面积大,大大增加工厂机器配置成本。
技术实现思路
1、为了克服上述现有技术的不足,本实用新型的目的是提供了一种自动送砂车。
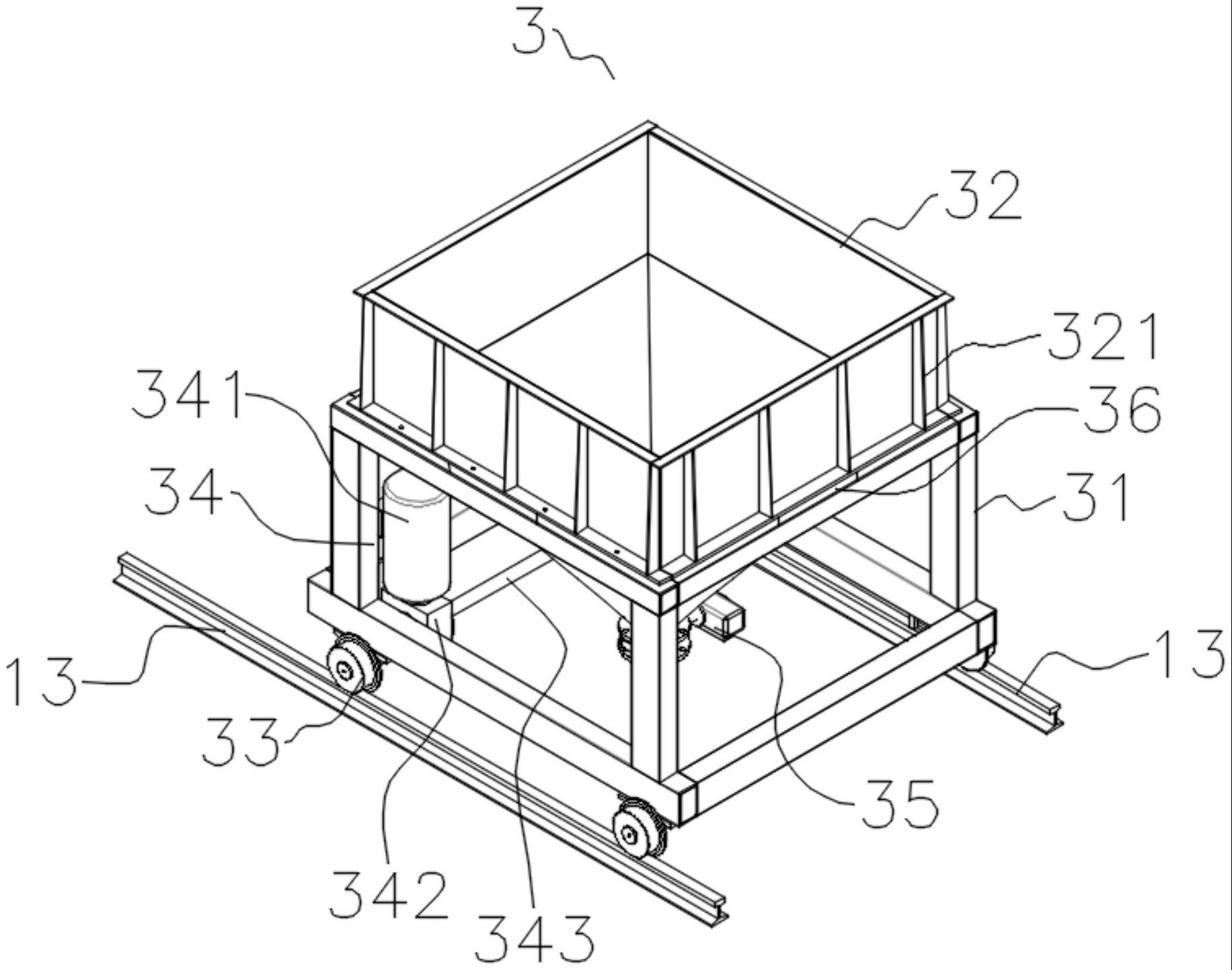
2、为达到上述目的,本实用新型解决其技术问题所采用的技术方案是:一种自动送砂车,包括车架、称量传感器、储砂斗、移动轮、平移驱动机构和控制器,所述称量传感器安装于所述车架上,所述储砂斗安装于所述称量传感器上,所述储砂斗的下放砂口安装有放料阀门,所述移动轮安装于所述车架底部,所述平移驱动机构驱动所述移动轮沿着所述导轨移动;所述控制器与所述称量传感器和放料阀门信号连接,所述控制器接收所述称量传感器检测的储砂斗重量数据信号,处理后发出控制所述放料阀门动作的指令信号。
3、采用本实用新型技术方案,通过称量传感器实时测定储砂斗及其所装载砂的重量,既方便了解储砂斗中砂的剩余量,以便及时补充砂量,又能精准控制单次放砂量。通过在多台制芯机上方设置平台,即可通过自动送砂车完成对每台制芯机的精准加砂,提高了加砂效率。
4、进一步地,所述平移驱动机构包括驱动电机、减速机构和传动轴,所述驱动电机与所述减速机构的输入端连接,所述传动轴与所述减速机构的输出端连接,所述传动轴的两端分别于一个所述移动轮。
5、进一步地,所述减速机构为蜗轮蜗杆减速机构。
6、采用上述优选的方案,为自动送砂车提供稳定的动力输出。
7、进一步地,所述放料阀门为蝶阀。
8、采用上述优选的方案,蝶阀结构简单、体积小、启闭速度快、关闭密封性好。
9、进一步地,所述储砂斗上部外壁设有多条竖向设置的加强筋。
10、采用上述优选的方案,提高储砂斗的结构强度。
11、一种多工位自动送砂设备,用于为多个制芯机加砂,包括平台结构架、多个子砂斗、自动送砂车、地面储砂斗和斗提机;
12、所述平台结构架设置于多个制芯机的上方,所述平台结构架包括支柱、上平台和导轨,所述上平台上设有多个加砂口,每个加砂口下方安装有子砂斗,每个子砂斗连接至制芯机的一个砂仓;
13、所述自动送砂车沿着所述导轨依次移动至各个加砂口的正上方;
14、所述斗提机用于将所述地面储砂斗的砂料提升搬送至所述自动送砂车的储砂斗内。
15、采用上述技术方案,地面储砂斗内一次储备一定的砂量,在自动送砂车的储砂斗缺料时,通过斗提机将地面储砂斗的砂料连续向自动送砂车的储砂斗加砂,直至加满,当某一台制芯机发出缺料信号后,自动送砂车移动至这台制芯机上方往子砂斗放料,自动送砂车可不间断地为多台制芯机提供砂料。作业人员只需要在地面储砂斗位置进行加料,由一台斗提机和一台自动送砂车自动完成对多台制芯机的自动加砂,大大降低了作业人员劳动强度,提升了加砂效率。多台制芯机共用一台斗提机和一台自动送砂车,降低了工厂综合配置成本。
技术特征:
1.一种自动送砂车,其特征在于,包括车架、称量传感器、储砂斗、移动轮、平移驱动机构和控制器,所述称量传感器安装于所述车架上,所述储砂斗安装于所述称量传感器上,所述储砂斗的下放砂口安装有放料阀门,所述移动轮安装于所述车架底部,所述平移驱动机构驱动所述移动轮沿着导轨移动;所述控制器与所述称量传感器和放料阀门信号连接,所述控制器接收所述称量传感器检测的储砂斗重量数据信号,处理后发出控制所述放料阀门动作的指令信号。
2.根据权利要求1所述的自动送砂车,其特征在于,所述平移驱动机构包括驱动电机、减速机构和传动轴,所述驱动电机与所述减速机构的输入端连接,所述传动轴与所述减速机构的输出端连接,所述传动轴的两端分别于一个所述移动轮。
3.根据权利要求2所述的自动送砂车,其特征在于,所述减速机构为蜗轮蜗杆减速机构。
4.根据权利要求1所述的自动送砂车,其特征在于,所述放料阀门为蝶阀。
5.根据权利要求1所述的自动送砂车,其特征在于,所述储砂斗上部外壁设有多条竖向设置的加强筋。
技术总结
本技术提供一种自动送砂车,包括车架、称量传感器、储砂斗、移动轮、平移驱动机构和控制器,所述称量传感器安装于所述车架上,所述储砂斗安装于所述称量传感器上,所述储砂斗的下放砂口安装有放料阀门;所述控制器与所述称量传感器和放料阀门信号连接,所述控制器接收所述称量传感器检测的储砂斗重量数据信号,处理后发出控制所述放料阀门动作的指令信号。采用本技术技术方案,通过称量传感器实时测定储砂斗及其所装载砂的重量,既方便了解储砂斗中砂的剩余量,以便及时补充砂量,又能精准控制单次放砂量。通过在多台制芯机上方设置平台,即可通过自动送砂车完成对每台制芯机的精准加砂,提高了加砂效率。
技术研发人员:仇哲瀚
受保护的技术使用者:昌坚华新机器人部件南通有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!