一种进料阀门装置的制作方法
本技术涉及自动定量包装秤,尤其是一种进料阀门装置。
背景技术:
1、在自动定量包装秤领域,颗粒类和粗粉类物料多采用阀门给料方式,即阀门打开,物料依靠自己的重力下落到称重容器内,当称重容器内物料的重量达到设定目标值后,阀门关闭,停止给料。
2、现有技术中采用以下两种进料阀门系统:第一种是两个气缸通过两个阀门分别控制两个进料通道,两个进料通道分为大开口通道和小开口通道,大开口通道的大小是小开口通道大小的5倍-10倍,当需要快速进料时,大开口通道打开,小开口通道关闭,当需要慢速进料时,大开口通道关闭,小开口通道打开;第二种是两个气缸通过控制一个重叠式阀门共同控制一个进料通道,当需要快速进料时,两个重叠在一起的阀门作反向运动使进料通道完全打开,当需要慢速进料时,套阀中的内阀关闭,物料可以通过内阀中间的小孔继续从进料通道内流出,进入到称重容器内,内阀中间的小孔通道大小是阀门完全打开的1/10-1/5。
3、上述两种进料阀门系统都只能实现快速或慢速两种进料过程,在实际应用中,快速进料速度至少是慢速进料速度的5倍,当进行进料速度切换时,惯性作用会导致称重容器产生抖动,影响自动定量包装秤的称重精度和包装速度;同时,无法准确控制流淌性好的物料的进料速度切换节点,因此只能增加慢速进料的时间以保证称重精度,但是会降低包装速度,导致产能降低。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种结构合理的进料阀门装置,通过改变气缸的组合方式,使得进料阀门具备多种打开角度,从而在快速进料和慢速进料中间增加了中速进料过程,缩短了慢速进料时间,提高了进料速度,增加了产能;同时,对断崖式下降的进料速度进行了缓和,从而可以消除物料惯性作用导致称重容器产生的抖动,提高了称重精度。
2、本实用新型所采用的技术方案如下:
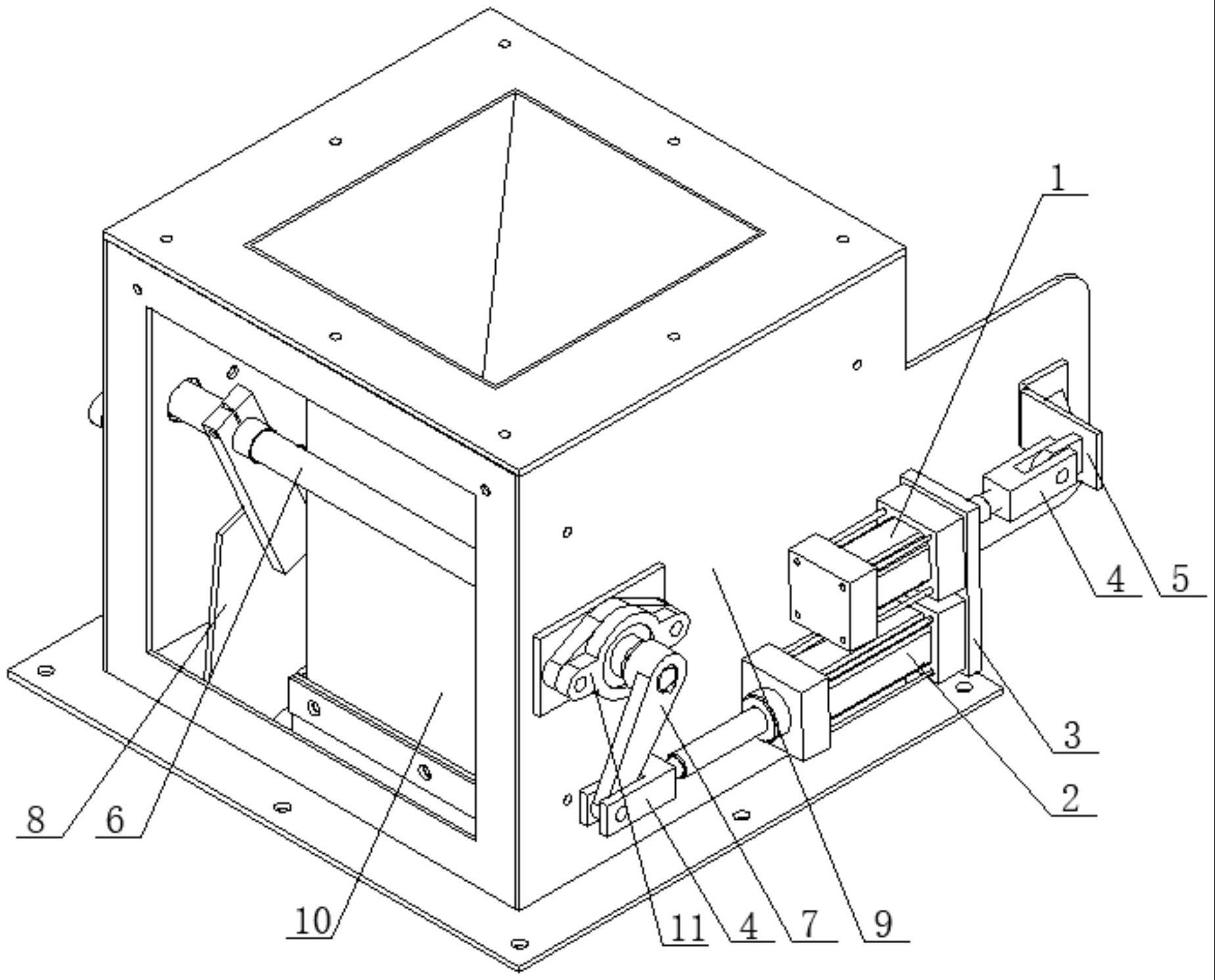
3、一种进料阀门装置,包括进料通道支架,所述进料通道支架的内部安装有进料通道,包括设置在进料通道支架外部的第一气缸和第二气缸,所述第一气缸和第二气缸通过组合安装板相对安装,第一气缸的输出端通过接头与定位支座连接,定位支座安装在进料通道支架的外侧面,第二气缸的输出端通过接头与驱动柄连接,驱动柄与转轴的一端配合安装,转轴贯穿进料通道支架,转轴通过两个安装座与进料通道支架转动连接,第一气缸和第二气缸通过驱动柄驱动转轴转动,转轴的轴端安装有阀门,所述阀门完全关闭时包围进料通道的出料口。
4、作为上述技术方案的进一步改进:
5、所述进料通道支架的结构为:包括底座,所述底座的顶端对称安装有两个支撑架,两个支撑架之间对称安装有防护板和支座安装板,所述防护板和支座安装板的端面对称开有轴孔,两个支撑架的顶端安装有顶盖,顶盖的中部设置有进料口。
6、所述转轴的两端通过轴孔从进料通道支架的内部伸出到进料通道支架的外部。
7、所述支座安装板通过焊接或铆接方式与两支撑架安装在一起。
8、所述支撑架的端面配合安装有门板。
9、物料从顶盖中部设置的进料口进入进料通道,物料从进料通道底端的出料口流出进料通道。
10、所述安装座设置有轴承座和轴承,轴承与轴承座配合安装,转轴的一端穿过轴承的内圈与驱动柄配合安装。
11、所述转轴和驱动柄键连接。
12、所述阀门的结构为:包括对称设置在转轴轴端的连接柄,转轴通过两个连接柄分别与两个扇形阀门体连接,两个扇形阀门体之间设置有弧形阀门体。
13、本实用新型的有益效果如下:
14、本实用新型结构紧凑、合理,操作方便,通过相对组合两个气缸,使得进料阀门具备多种打开角度,从而在快、慢两种进料方式中插入中速进料方式,大幅降低了称量容器由于受力变化而导致的抖动,保证了自动定量包装秤的称重精度;同时,可以通过将一部分慢速进料的物料转移到中速进料方式,可以有效减少慢速进料时间,从而可以加快包装速度,提高产能。
15、本实用新型还包括如下优点:
16、(1)本实用新型通过控制气缸的通气状态实现快速进料、中速进料和慢速进料的速度切换,方便可靠。
17、(2)本实用新型可以通过改变两个气缸行程的比例来调整阀门的打开角度,可以根据不同物料类型选择不同型号的气缸,从而可以精准控制不同类型物料的进料速度,使得本装置可以适应多种工况。
18、(3)本实用新型通过两个气缸控制一个进料通道,通过改变阀门的打开角度控制进料速度,结构简单、可靠,且降低了生产成本。
技术特征:
1.一种进料阀门装置,包括进料通道支架(9),所述进料通道支架(9)的内部安装有进料通道(10),其特征在于:包括设置在进料通道支架(9)外部的第一气缸(1)和第二气缸(2),所述第一气缸(1)和第二气缸(2)通过组合安装板(3)相对安装,第一气缸(1)的输出端通过接头(4)与定位支座(5)连接,定位支座(5)安装在进料通道支架(9)的外侧面,第二气缸(2)的输出端通过接头(4)与驱动柄(7)连接,驱动柄(7)与转轴(6)的一端配合安装,转轴(6)贯穿进料通道支架(9),转轴(6)通过两个安装座(11)与进料通道支架(9)转动连接,第一气缸(1)和第二气缸(2)通过驱动柄(7)驱动转轴(6)转动,转轴(6)的轴端安装有阀门(8),所述阀门(8)完全关闭时包围进料通道(10)的出料口。
2.如权利要求1所述的一种进料阀门装置,其特征在于:所述进料通道支架(9)的结构为:包括底座(901),所述底座(901)的顶端对称安装有两个支撑架(902),两个支撑架(902)之间对称安装有防护板(903)和支座安装板(906),所述防护板(903)和支座安装板(906)的端面对称开有轴孔(905),两个支撑架(902)的顶端安装有顶盖(904),顶盖(904)的中部设置有进料口。
3.如权利要求2所述的一种进料阀门装置,其特征在于:所述转轴(6)的两端通过轴孔(905)从进料通道支架(9)的内部伸出到进料通道支架(9)的外部。
4.如权利要求2所述的一种进料阀门装置,其特征在于:所述支座安装板(906)通过焊接或铆接方式与两支撑架(902)安装在一起。
5.如权利要求2所述的一种进料阀门装置,其特征在于:所述支撑架(902)的端面配合安装有门板。
6.如权利要求2所述的一种进料阀门装置,其特征在于:物料从顶盖(904)中部设置的进料口进入进料通道(10),物料从进料通道(10)底端的出料口流出进料通道(10)。
7.如权利要求1所述的一种进料阀门装置,其特征在于:所述安装座(11)设置有轴承座和轴承,轴承与轴承座配合安装,转轴(6)的一端穿过轴承的内圈与驱动柄(7)配合安装。
8.如权利要求1所述的一种进料阀门装置,其特征在于:所述转轴(6)和驱动柄(7)键连接。
9.如权利要求1所述的一种进料阀门装置,其特征在于:所述阀门(8)的结构为:包括对称设置在转轴(6)轴端的连接柄(801),转轴(6)通过两个连接柄(801)分别与两个扇形阀门体(802)连接,两个扇形阀门体(802)之间设置有弧形阀门体(803)。
技术总结
本技术涉及一种进料阀门装置,包括设置在进料通道支架外部的第一气缸和第二气缸,所述第一气缸和第二气缸通过组合安装板相对安装,第一气缸的输出端通过接头与定位支座连接,定位支座安装在进料通道支架的外侧面,第二气缸的输出端通过接头与驱动柄连接,驱动柄与转轴的一端配合安装,转轴贯穿进料通道支架,转轴通过两个安装座与进料通道支架转动连接,第一气缸和第二气缸通过驱动柄驱动转轴转动,转轴的轴端安装有阀门,所述阀门完全关闭时包围进料通道的出料口。通过相对组合两个气缸,使得进料阀门具备多种打开角度,保证了自动定量包装秤的称重精度;同时,可以有效减少慢速进料时间,从而可以加快包装速度,提高产能。
技术研发人员:陈优
受保护的技术使用者:无锡市瑞利技术开发有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!