一种变压器排列打包工装机的制作方法
本技术涉及变压器装盘设备,具体的说,尤其是一种变压器排列打包工装机。
背景技术:
1、电子变压器骨架通常在卷绕完线圈并封胶带后,将电子变压器进行装盘以便于打包,但现有的设备中,通常是通过流水线式的设备将电子变压器骨架进行自动卷绕封胶带,然后将电子变压器收集起来后,采用人工的方式将电子变压器一个个进行排列在盘中,在将排列好电子变压器的装盘输送到下一个工位进行打包。
2、但由于人工进行排列,需要人工一个个电子变压器从收集箱内拿取出来,然后一个个的放置到装盘内,整个过程都需要人工操作,所需要的人工相对较多,而且装盘效率低下,增加生产成本。
技术实现思路
1、为了克服现有技术存在的缺陷,本实用新型提供一种变压器排列打包工装机,旨在解决上述现有技术中的因需要人工装盘而导致装盘效率低、生产成本增加的问题。
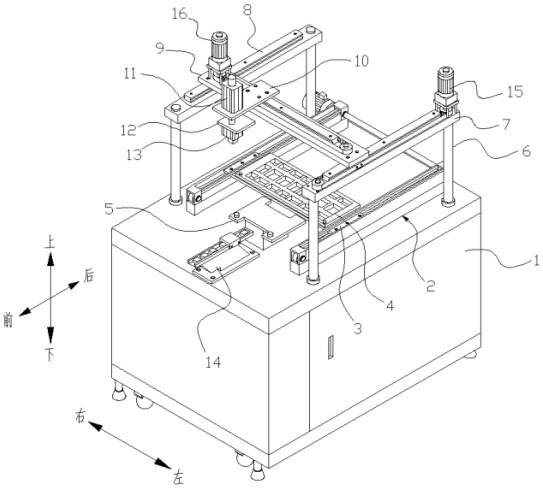
2、本实用新型解决其技术问题所采用的技术方案是:一种变压器排列打包工装机,其具有机体,该变压器排列打包工装机包括:
3、装盘输送单元,其设置有两个,两个所述装盘输送单元安装在机体上,两个所述装盘输送单元之间设置有可移动的滑动板,所述滑动板上定位安装有装盘;
4、振动输送器,其位于两个所述装盘输送单元之间的一侧,用于排列输送变压器,所述振动输送器靠近装盘输送单元的一端外侧设置有安装在机体上的滑板限位座;
5、负压吸盘单元,其位于两个所述装盘输送单元之间的上方,所述负压吸盘单元包括吸盘气缸,所述吸盘气缸上端安装有吸盘气缸板,所述吸盘气缸板上端连接有竖向下安装的伸缩气缸,所述伸缩气缸在两个所述装盘输送单元之间的上方可前后左右移动。
6、本实用新型的有益效果在于,在滑动板定位安装装盘,使得装盘通过滑动板在两个装盘输送单元之间进行移动,同时振动输送器可将变压器通过振动输送盘进行输送至两个装盘输送单元之间的一侧,便于通过可前后左右移动的伸缩气缸带动吸盘气缸板进行上下伸缩,以吸附抓取振动输送器上的变压器,然后放置到装盘上,当装盘装满后,还可通过滑动板向后输送,便于人工拿取装盘,然后更换新的装盘即可,过程中不需要人工进行一个个变压器装盘,提高装盘效率,不需要太多人工而降低生产成本。
7、进一步的,两个所述装盘输送单元均包括底座,该底座一端安装有第一输送皮带轮,另一端安装有第二输送皮带轮,该第一输送皮带轮和第二输送皮带轮通过输送皮带相连接,该两个底座互相对于的一侧面开设有滑板槽,所述滑动板的两侧分别贯穿设置在滑板槽内,并且与输送皮带固定连接。
8、采用上述进一步的结构后,滑动板穿过滑板槽并连接在输送皮带上,通过输送皮带带动滑动板移动,从而带动装盘移动,同时滑板槽可用于导向作用,防止滑动板在输送皮带上晃动。
9、进一步的,两个所述第二输送皮带轮通过同步轴互相连接,其中一个所述第二输送皮带与输送电机相连接。
10、采用上述进一步的结构后,通过同步轴使得两个装盘输送单元同步输送,输送更稳定。
11、进一步的,所述滑动板上设置有凸起的定位柱,所述装盘上设置有与定位柱相对应的定位孔,所述滑板限位座上设置有凸起的限位柱,该限位柱与滑动板的端面相对应。
12、采用上述进一步的结构后,装盘放置在滑动板上,通过定位柱和定位孔的配合,使得装盘在滑动板上更稳定,同时使得每次放置的装盘位置相同,便于负压吸盘单元进行吸取变压器到装盘内,滑动板的端面与限位柱相对应,可保证装盘每次输送准确位置。
13、进一步的,所述机体上端两侧均安装有两根支撑杆,两根支撑杆上端安装有第一导轨座,该第一导轨座上通过第一滑块安装有第一直线导轨,两侧的第一直线导轨之间滑动安装有滑动座,该滑动座上安装有第二直线导轨,该第二直线导轨上通过第二滑块滑动安装有气缸座,所述伸缩气缸安装在气缸座上。
14、采用上述进一步的结构后,伸缩气缸在第一直线导轨和第二直线导轨的配合下,可以前后左右移动,以便于吸盘气缸吸附抓取变压器后,灵活放置到装盘内。
15、进一步的,所述第一直线导轨的长度方向与滑动板移动的方向相同,所述第一直线导轨与第二直线导轨的俯视投影呈垂直状态。
16、进一步的,至少一侧所述第一导轨座的一端安装有第一伺服电机,另一端安装有第一从动轮,该第一伺服电机竖向下安装,并且电机轴上安装有第一主动轮,该第一主动轮和第一从动轮通过第一同步带相连接,所述第一直线导轨位于第一同步带围绕的空间内,并且所述第一滑块的一侧与第一同步带固定连接。
17、采用上述进一步的结构后,通过第一伺服电机带动第一同步带运行,以使第一滑块在第一直线导轨移动,同时由于两侧的第一滑块是通过滑动座连接,从而使得滑动座在两侧的第一直线导轨上移动。
18、进一步的,至少一侧滑动座的一端安装有第二伺服电机,另一端安装有第二从动轮,该第二伺服电机竖向下安装,并且电机轴上安装有第二主动轮,该第二主动轮和第二从动轮通过第二同步带相连接,所述第二直线导轨位于第二同步带围绕的空间内,并且所述第二滑块的一侧与第二同步带固定连接。
19、采用上述进一步的结构后,通过带动第二同步带运行,从而带动第二滑块在第二直线导轨上移动。
技术特征:
1.一种变压器排列打包工装机,其具有机体(1),其特征在于,该变压器排列打包工装机包括:
2.根据权利要求1所述的一种变压器排列打包工装机,其特征在于,两个所述装盘输送单元(2)均包括底座(24),该底座(24)一端安装有第一输送皮带轮(25),另一端安装有第二输送皮带轮,该第一输送皮带轮(25)和第二输送皮带轮通过输送皮带(26)相连接,该两个底座(24)互相对于的一侧面开设有滑板槽(27),所述滑动板(3)的两侧分别贯穿设置在滑板槽(27)内,并且与输送皮带(26)固定连接。
3.根据权利要求2所述的一种变压器排列打包工装机,其特征在于,两个所述第二输送皮带轮通过同步轴(17)互相连接,其中一个所述第二输送皮带与输送电机(18)相连接。
4.根据权利要求3所述的一种变压器排列打包工装机,其特征在于,所述滑动板(3)上设置有凸起的定位柱(28),所述装盘(4)上设置有与定位柱(28)相对应的定位孔,所述滑板限位座(5)上设置有凸起的限位柱(23),该限位柱(23)与滑动板(3)的端面相对应。
5.根据权利要求1所述的一种变压器排列打包工装机,其特征在于,所述机体(1)上端两侧均安装有两根支撑杆(6),两根支撑杆(6)上端安装有第一导轨座(7),该第一导轨座(7)上通过第一滑块安装有第一直线导轨(8),两侧的第一直线导轨(8)之间滑动安装有滑动座(9),该滑动座(9)上安装有第二直线导轨,该第二直线导轨上通过第二滑块滑动安装有气缸座(10),所述伸缩气缸(11)安装在气缸座(10)上。
6.根据权利要求5所述的一种变压器排列打包工装机,其特征在于,所述第一直线导轨(8)的长度方向与滑动板(3)移动的方向相同,所述第一直线导轨(8)与第二直线导轨的俯视投影呈垂直状态。
7.根据权利要求5所述的一种变压器排列打包工装机,其特征在于,至少一侧所述第一导轨座(7)的一端安装有第一伺服电机(15),另一端安装有第一从动轮(20),该第一伺服电机(15)竖向下安装,并且电机轴上安装有第一主动轮(19),该第一主动轮(19)和第一从动轮(20)通过第一同步带相连接,所述第一直线导轨(8)位于第一同步带围绕的空间内,并且所述第一滑块的一侧与第一同步带固定连接。
8.根据权利要求5所述的一种变压器排列打包工装机,其特征在于,至少一侧滑动座(9)的一端安装有第二伺服电机(16),另一端安装有第二从动轮(22),该第二伺服电机(16)竖向下安装,并且电机轴上安装有第二主动轮(21),该第二主动轮(21)和第二从动轮(22)通过第二同步带相连接,所述第二直线导轨位于第二同步带围绕的空间内,并且所述第二滑块的一侧与第二同步带固定连接。
技术总结
本技术涉及变压器装盘设备的技术领域,具体公开了一种变压器排列打包工装机,其具有机体,该变压器排列打包工装机包括:装盘输送单元,其设置有两个,两个所述装盘输送单元安装在机体上,两个所述装盘输送单元之间设置有可移动的滑动板,所述滑动板上定位安装有装盘;振动输送器,其位于两个所述装盘输送单元之间的一侧,用于排列输送变压器;负压吸盘单元,其位于两个所述装盘输送单元之间的上方;该变压器排列打包工装机不需要人工进行一个个变压器装盘,提高装盘效率,不需要太多人工而降低生产成本。
技术研发人员:江小亮
受保护的技术使用者:佛山市德富通电子有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!