一种自动上料机构及自动化光纤准直器组装设备的制作方法
本技术涉及准直器组装,特别涉及一种自动上料机构以及自动化光纤准直器组装设备。
背景技术:
1、现有激光准直器为实现自动化组装,一般需将准直器安装在准直器治具上以便于在自动化安装时的定位,提高安装精度,为实现自动化生产需使用自动上料机构将准直器治具移送到组装工位。
2、现有的上料机构中,为便于准直器治具的叠放料仓高度较高,从上侧通过机械臂直接取料导致工装占用空间大,且料仓内的准直器治具用完后需要暂停上料机构再补充治具,影响生产效率。
技术实现思路
1、本实用新型的主要目的是提出一种自动上料机构及自动化光纤准直器组装设备,旨在解决现有上料机构占用空间大,且料仓补充困难的技术问题。
2、为实现上述目的,本实用新型提出的一种自动上料机构,用于自动化光纤准直器组装设备上,用以将多个治具传输至所述自动化光纤准直器组装设备的上料工位,所述自动上料机构包括:
3、底座;
4、料仓,固定安装所述底座的上侧,所述料仓内形成有沿上下方向延伸的上料通道,所述上料通道内设有沿上下向叠放的多个料盘;
5、止挡机构,设于所述料仓的下端,所述止挡机构包括止挡部,所述止挡部具有伸入所述上料通道以抵接所述料盘下端的第一状态、以及脱离所述上料通道的第二状态;以及,
6、顶推机构,可活动设置于所述底座上,在其活动行程上具有活动至所述料仓下侧的取料位置和位于所述上料工位的上料位置,所述顶推机构上设有沿上下方向可活动设置的顶推部,所述顶推部用以向上运动与多个所述料盘的下端抵接,以带动多个所述料盘沿上下方向运动。
7、可选地,所述止挡部设有多个,多个所述止挡部分别设置在所述料仓的前后两侧,所述料盘的前后两侧对应多个所述止挡部设有多个抵接槽;
8、各所述止挡部处于所述第一状态时,以伸入对应的所述抵接槽内,以抵接所述抵接槽的上侧壁。
9、可选地,所述止挡机构包括多个第一驱动机构,多个所述第一驱动机构分别安装在所述安装板的前后两侧,并分别驱动连接多个所述止挡部,以驱动所述止挡部在所述第一状态和所述第二状态之间切换。
10、可选地,所述料仓包括安装板和多个限位挡板,多个所述限位挡板设置在所述安装板上并沿上下方向延伸,多个所述限位挡板沿所述料仓的周向布置,以限定出沿上下方向延伸的所述上料通道;
11、所述安装板上设有下料口,所述下料口对应设置在所述上料通道的下端。
12、可选地,所述安装板和所述底座之间设有多个间隔连接件,以使得所述安装板与所述底座间隔设置;
13、在所述顶推部活动至所述取料位置时,所述顶推部位于所述安装板和所述底座之间。
14、可选地,所述料盘的下端设有定位孔,所述顶推部的上端设有定位销;
15、所述定位销用以与所述定位孔配合定位。
16、可选地,所述顶推机构还包括:
17、滑移板,在所述底座上可活动设置;以及,
18、第二驱动机构,固定安装在所述滑移板上,所述第二驱动机构驱动连接所述顶推部,以驱动所述顶推部沿上下方向运动。
19、可选地,所述第二驱动机构包括:
20、驱动电机,固定安装在所述滑移板上;以及,
21、传动组件,包括齿轮和齿条,所述驱动电机驱动连接所述齿轮,所述齿轮与所述齿条啮合,所述齿条的上端固定连接所述顶推部,所述齿条沿上下方向延伸设置。
22、可选地,所述底座上设有第三驱动机构,所述第三驱动机构驱动连接所述滑移板,以驱动所述滑移板在所述取料位置和所述上料位置之间往复运动。
23、本实用新型还提出一种自动化光纤准直器组装设备,所述自动化光纤准直器组装设备包括如上所述的自动上料机构,该自动上料机构包括:
24、底座;
25、料仓,固定安装所述底座的上侧,所述料仓内形成有沿上下方向延伸的上料通道,所述上料通道内设有沿上下向叠放的多个料盘;
26、止挡机构,设于所述料仓的下端,所述止挡机构包括止挡部,所述止挡部具有伸入所述上料通道以抵接所述料盘下端的第一状态、以及脱离所述上料通道的第二状态;以及,
27、顶推机构,可活动设置于所述底座上,在其活动行程上具有活动至所述料仓下侧的取料位置和位于所述上料工位的上料位置,所述顶推机构上设有沿上下方向可活动设置的顶推部,所述顶推部用以向上运动与多个所述料盘的下端抵接,以带动多个所述料盘沿上下方向运动。
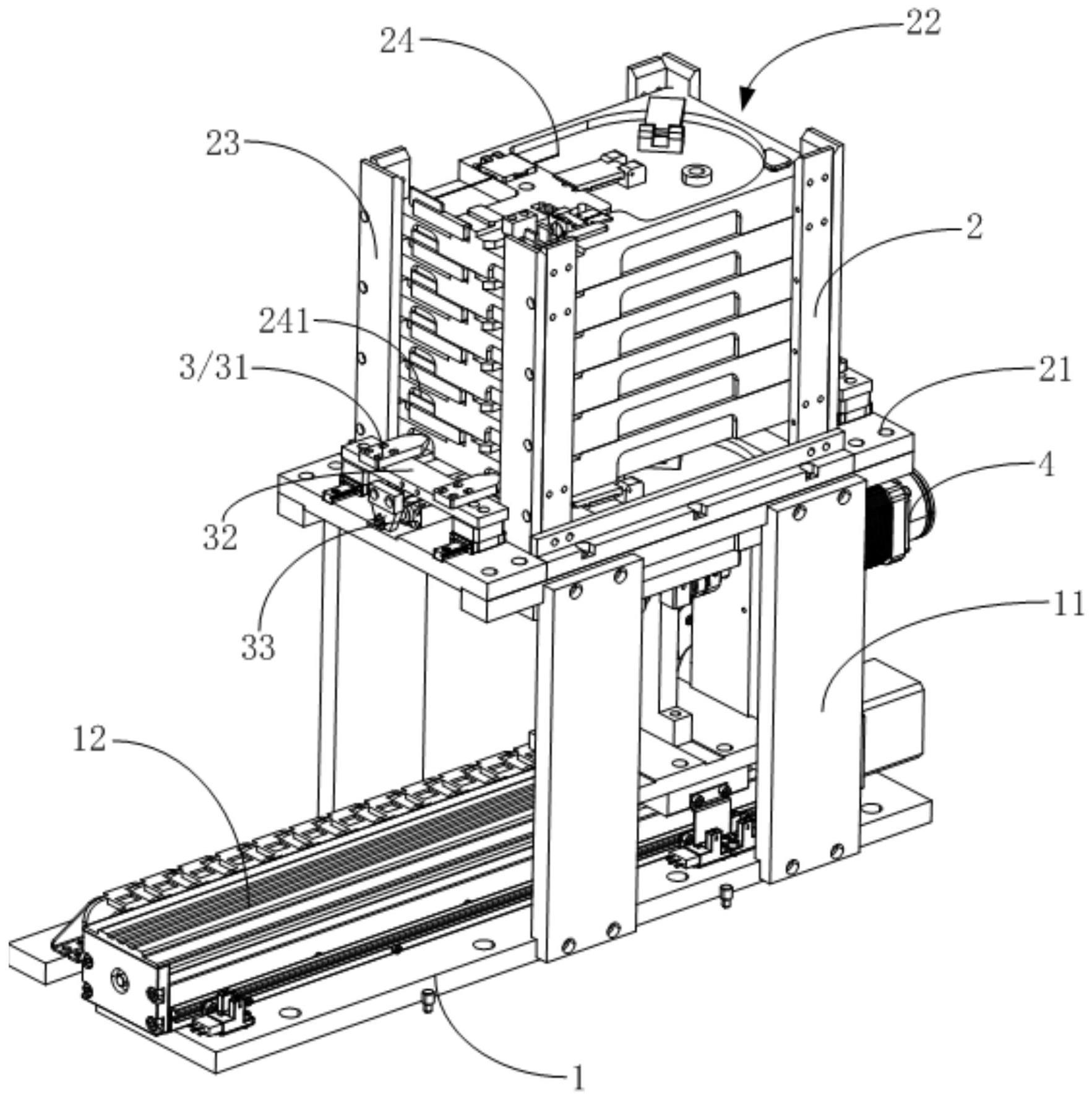
28、本实用新型技术方案中,自动上料机构包括底座、料仓、止挡机构和顶推机构,所述料仓固定安装所述底座的上侧,所述料仓内形成有沿上下方向延伸的上料通道,所述上料通道内设有沿上下向叠放的多个料盘;所述止挡机构设于所述料仓的下端,所述止挡机构包括止挡部,所述止挡部具有伸入所述上料通道以抵接所述料盘下端的第一状态、以及脱离所述上料通道的第二状态;所述顶推机构可活动设置于所述底座上,在其活动行程上具有活动至所述料仓下侧的取料位置和位于所述上料工位的上料位置,所述顶推机构上设有沿上下方向可活动设置的顶推部,所述顶推部用以向上运动与多个所述料盘的下端抵接,以带动多个所述料盘沿上下方向运动。本实用新型通过设置所述顶推机构在所述取料位置和所述上料位置往复移动实现上料动作,所述顶推机构活动至所述取料位置时,通过所述顶推部向上运动以与多个所述料盘的下端抵接,以带动多个所述料盘向上运动,待多个所述料盘与所述止挡部脱离时,控制所述止挡部活动至所述第二状态以脱离所述上料通道,此时控制所述顶推部向下运动,使位于最下侧的所述料盘向下脱离所述上料通道,控制所述止挡部运动至所述第一状态以与多个所述料盘中自下向上数第二个所述料盘的下端抵接,实现通过所述顶推部将多个所述料盘中位于最下端的所述料盘从所述上料通道的下端取出,然后通过所述顶推机构将所述料盘运输至所述上料位置,再通过机械手将所述料盘抓取至组装工位即可。所述顶推机构从下侧取料,以降低所述顶推机构和机械手的占用高度,并且料仓的上端随时可以补充所述料盘,无需将所述料仓的高度设计的较高,以容纳较多的所述料盘,避免因为料仓和所述上料机构的体积大占用较多使用空间,并且料仓高度较低,便于补充所述料盘,提高生产效率。
技术特征:
1.一种自动上料机构,用于自动化光纤准直器组装设备上,用以将多个治具传输至所述自动化光纤准直器组装设备的上料工位,其特征在于,所述自动上料机构包括:
2.如权利要求1所述的自动上料机构,其特征在于,所述止挡部设有多个,多个所述止挡部分别设置在所述料仓的前后两侧,所述料盘的前后两侧对应多个所述止挡部设有多个抵接槽;
3.如权利要求2所述的自动上料机构,其特征在于,所述止挡机构包括多个第一驱动机构,多个所述第一驱动机构分别安装在所述料仓的前后两侧,并分别驱动连接多个所述止挡部,以驱动所述止挡部在所述第一状态和所述第二状态之间切换。
4.如权利要求1所述的自动上料机构,其特征在于,所述料仓包括安装板和多个限位挡板,多个所述限位挡板设置在所述安装板上并沿上下方向延伸,多个所述限位挡板沿所述料仓的周向布置,以限定出沿上下方向延伸的所述上料通道;
5.如权利要求4所述的自动上料机构,其特征在于,所述安装板和所述底座之间设有多个间隔连接件,以使得所述安装板与所述底座间隔设置;
6.如权利要求1所述的自动上料机构,其特征在于,所述料盘的下端设有定位孔,所述顶推部的上端设有定位销;
7.如权利要求1所述的自动上料机构,其特征在于,所述顶推机构还包括:
8.如权利要求7所述的自动上料机构,其特征在于,所述第二驱动机构包括:
9.如权利要求7所述的自动上料机构,其特征在于,所述底座上设有第三驱动机构,所述第三驱动机构驱动连接所述滑移板,以驱动所述滑移板在所述取料位置和所述上料位置之间往复运动。
10.一种自动化光纤准直器组装设备,其特征在于,包括如权利要求1-9中任一项所述的自动上料机构。
技术总结
本技术公开一种自动上料机构及自动化光纤准直器组装设备,涉及准直器组装技术领域。自动上料机构包括底座、料仓、止挡机构和顶推机构,料仓固定安装底座的上侧,形成有沿上下方向延伸的上料通道,上料通道内设有沿上下向叠放的多个料盘;止挡机构设于料仓下端,包括止挡部,止挡部具有伸入上料通道以阻挡料盘的第一状态、以及脱离上料通道的第二状态;顶推机构可活动设置于底座上,顶推机构上设有沿上下方向可活动设置的顶推部,顶推部用以向上运动与多个料盘的下端抵接,以带动多个料盘沿上下方向运动。通过设置顶推机构与止挡机构配合,从料仓的下侧自动取料,自动化上料效率高,而且可以随时向料仓内补充,节省了补料时间提高生产效率。
技术研发人员:汪韧,余享,王尧
受保护的技术使用者:武汉锐科光纤激光技术股份有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!