线材自动化结尾线设备的制作方法
本技术涉及一种结尾线设备,尤其涉及一种线材自动化结尾线设备。
背景技术:
1、对于现有的挤出式3d打印耗材生产行业来看,实现全自动在线收卷的主要障碍是无法实现全自动结尾线,影响收卷效率。
2、本申请人先前申请的现有技术202123014331.5,提供了一种自动穿3d打印线盘结尾线的机构,其特征在于,包括设置3d打印机械设备上的工作台,所述工作台上设有x轴移裁模组,所述x轴移裁模组上设有y轴移裁模组,所述y轴移裁模组的一侧设有z轴移裁模组,所述z轴移裁模组的一侧设有旋转机组,所述旋转机组的一侧设有升降气缸一,所述升降气缸一的下方设有气动气缸四,所述气动气缸四上设有气动剪刀,所述旋转机组上设有升降气缸三和升降气缸二,所述升降气缸三的输出轴上设有夹爪机组一,所述升降气缸二上设有夹爪机组二,所述工作台的一侧设有绕线盘,所述绕线盘上设有线缆条,所述工作台的下方设有压线气缸。
3、但是,通过现有的使用来看,其占用空间较大,且结尾线方式在实施期间,在夹爪夹持线材,夹爪切换时,有出现结尾线失败的风险。
4、有鉴于上述的缺陷,本设计人,积极加以研究创新,以期创设一种线材自动化结尾线设备,使其更具有产业上的利用价值。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种线材自动化结尾线设备。
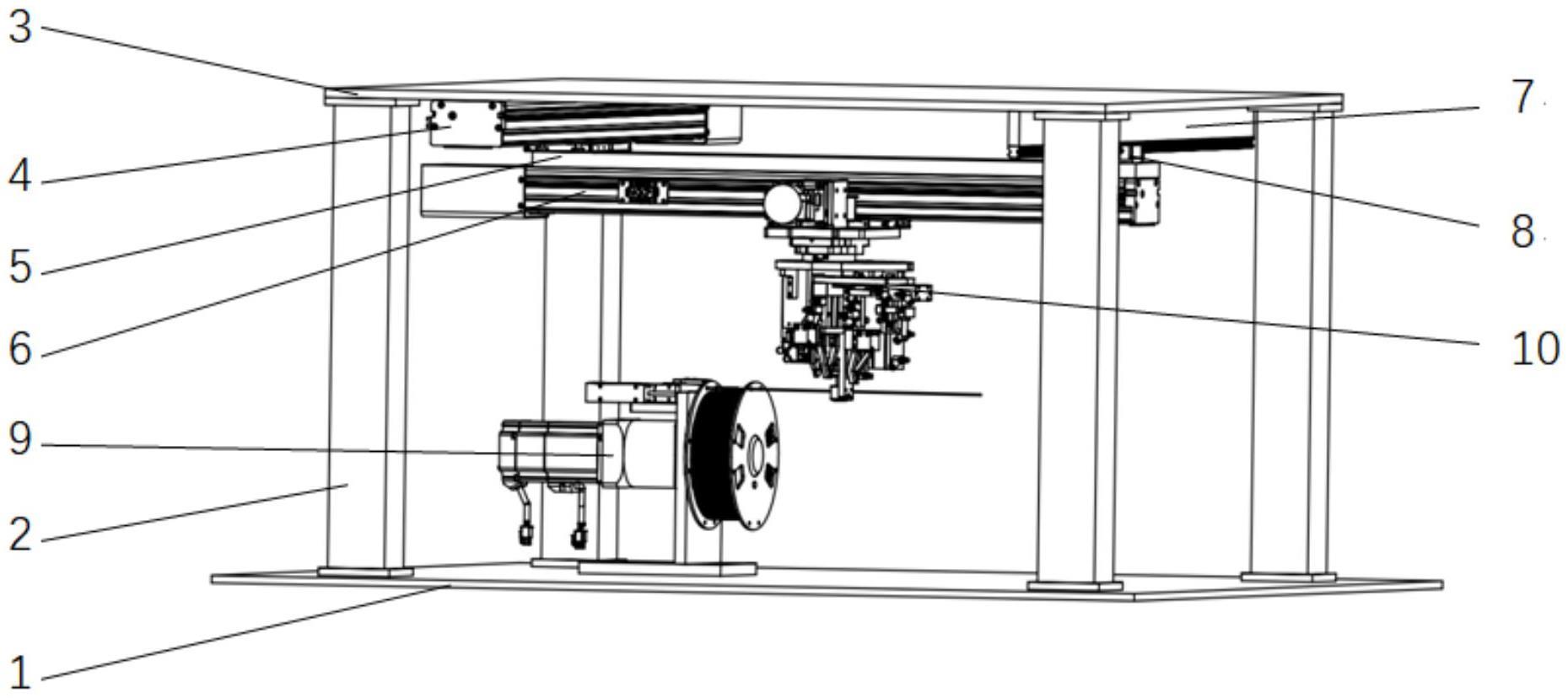
2、本实用新型的线材自动化结尾线设备,包括有设备底板,其中:所述设备底板上设置有若干复合运动模组支柱,所述复合运动模组支柱的顶部设置有安装顶板,所述安装顶板的下方设置有y轴直线运动模组,所述y轴直线运动模组下活动连接有模组安装板,所述模组安装板上设置有x轴直线运动模组,所述安装顶板的下方还设置有线轨滑块安装板,所述线轨滑块安装板通过重载线轨滑块与x轴直线运动模组相连,所述设备底板上设置有绕线模组,所述x轴直线运动模组上设置有穿线模组,所述穿线模组包括有中空旋转平台,所述中空旋转平台上连接有平台安装板,所述平台安装板下设置有主安装板,所述主安装板的下侧设置有剪线模块、送线模块、线材拉紧模块,所述线材拉紧模块包含第一夹线模块与第二夹线模块。
3、进一步地,上述的线材自动化结尾线设备,其中,所述绕线模组包括有与设备底板相连的绕线底板,所述绕线底板上设置有绕线轴安装板,所述绕线轴安装板上设置有传动轴,所述转动轴的一端连接有线盘,所述传动轴的另一端设置有伺服马达,所述绕线轴安装板的上端设置有导线机构。
4、更进一步地,上述的线材自动化结尾线设备,其中,所述线盘包括有夹紧托盘,所述夹紧托盘的圆心处设置有绕线主轴,所述导线机构包括有导线槽组件,所述导线槽组件的上端设置有盖板组件,所述盖板组件上端设置有盖板连接块,所述盖板连接块上设置有盖板升降气缸,所述盖板升降气缸通过气缸连接板连接有导线槽移位气缸。
5、更进一步地,上述的线材自动化结尾线设备,其中,所述伺服马达上设置有减速机。
6、更进一步地,上述的线材自动化结尾线设备,其中,所述剪线模块包括有与主安装板相连的剪线安装板,所述剪线安装板的一侧设置有气剪升降气缸,所述气剪升降气缸上设置有气动剪刀,所述剪线安装板的另一侧设置有主加强块。
7、更进一步地,上述的线材自动化结尾线设备,其中,所述送线模块包括有与主安装板相连的主连接板,所述主连接板的上端设置有夹线安装板,所述夹线安装板上连接有第二夹线模块与夹线模块升降连接板,所述主连接板的一侧设置有夹线升降气缸,所述夹线升降气缸通过连接头与主连接板相连,所述主连接板上设置有若干辅助加强块,所述主连接板通过辅助安装块设置有缓冲器。
8、更进一步地,上述的线材自动化结尾线设备,其中,所述第一夹线模块包括有与夹线安装板相连的第一安装块,所述第一安装块上设置有第一夹线气缸,所述第一夹线气缸的下端设置有第一夹爪主爪,所述第一夹线气缸上设置有第一限位安装块,所述第一限位安装块的底部设有与第一夹爪主爪相配合的第一夹爪副爪,所述第一限位安装上设置有第一限位气缸,所述第一限位气缸的限位杆穿过第一限位安装块后设置有限位连接块。
9、再进一步地,上述的线材自动化结尾线设备,其中,所述第二夹线模块包括有与夹线安装板相连的滑轨,所述滑轨通过滑块连接有第二夹线安装块,所述第二夹线安装块上连接有第二夹线位移气缸,所述第二夹线安装块上设置有第二夹线移位气缸,所述第二夹线安装块下方设置有第二夹线安装板,所述第二夹线安装板上设置有第二夹线气缸,所述第二夹线气缸上设置有主夹爪与副夹爪。
10、借由上述方案,本实用新型至少具有以下优点:
11、1、可实现无人化的线材收卷及自动结尾线,大幅提高效率,减少人工,并且避免了人工误操作造成的品质风险。
12、2、配置线盘后可以实现线材的穿孔绕线。
13、3、整体构造简单,可匹配各种材质的线材和各种规格的线盘。
14、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.线材自动化结尾线设备,包括有设备底板,其特征在于:所述设备底板上设置有若干复合运动模组支柱,所述复合运动模组支柱的顶部设置有安装顶板,所述安装顶板的下方设置有y轴直线运动模组,所述y轴直线运动模组下活动连接有模组安装板,所述模组安装板上设置有x轴直线运动模组,所述安装顶板的下方还设置有线轨滑块安装板,所述线轨滑块安装板通过重载线轨滑块与x轴直线运动模组相连,所述设备底板上设置有绕线模组,所述x轴直线运动模组上设置有穿线模组,所述穿线模组包括有中空旋转平台,所述中空旋转平台上连接有平台安装板,所述平台安装板下设置有主安装板,所述主安装板的下侧设置有剪线模块、送线模块、线材拉紧模块,所述线材拉紧模块包含第一夹线模块与第二夹线模块。
2.根据权利要求1所述的线材自动化结尾线设备,其特征在于:所述绕线模组包括有与设备底板相连的绕线底板,所述绕线底板上设置有绕线轴安装板,所述绕线轴安装板上设置有传动轴,所述传动轴的一端连接有线盘,所述传动轴的另一端设置有伺服马达,所述绕线轴安装板的上端设置有导线机构。
3.根据权利要求2所述的线材自动化结尾线设备,其特征在于:所述线盘包括有夹紧托盘,所述夹紧托盘的圆心处设置有绕线主轴,所述导线机构包括有导线槽组件,所述导线槽组件的上端设置有盖板组件,所述盖板组件上端设置有盖板连接块,所述盖板连接块上设置有盖板升降气缸,所述盖板升降气缸通过气缸连接板连接有导线槽移位气缸。
4.根据权利要求2所述的线材自动化结尾线设备,其特征在于:所述伺服马达上设置有减速机。
5.根据权利要求1所述的线材自动化结尾线设备,其特征在于:所述剪线模块包括有与主安装板相连的剪线安装板,所述剪线安装板的一侧设置有气剪升降气缸,所述气剪升降气缸上设置有气动剪刀,所述剪线安装板的另一侧设置有主加强块。
6.根据权利要求1所述的线材自动化结尾线设备,其特征在于:所述送线模块包括有与主安装板相连的主连接板,所述主连接板的上端设置有夹线安装板,所述夹线安装板上连接有第二夹线模块与夹线模块升降连接板,所述主连接板的一侧设置有夹线升降气缸,所述夹线升降气缸通过连接头与主连接板相连,所述主连接板上设置有若干辅助加强块,所述主连接板通过辅助安装块设置有缓冲器。
7.根据权利要求1所述的线材自动化结尾线设备,其特征在于:所述第一夹线模块包括有与夹线安装板相连的第一安装块,所述第一安装块上设置有第一夹线气缸,所述第一夹线气缸的下端设置有第一夹爪主爪,所述第一夹线气缸上设置有第一限位安装块,所述第一限位安装块的底部设有与第一夹爪主爪相配合的第一夹爪副爪,所述第一限位安装上设置有第一限位气缸,所述第一限位气缸的限位杆穿过第一限位安装块后设置有限位连接块。
8.根据权利要求1所述的线材自动化结尾线设备,其特征在于:所述第二夹线模块包括有与夹线安装板相连的滑轨,所述滑轨通过滑块连接有第二夹线安装块,所述第二夹线安装块上连接有第二夹线位移气缸,所述第二夹线安装块上设置有第二夹线移位气缸,所述第二夹线安装块下方设置有第二夹线安装板,所述第二夹线安装板上设置有第二夹线气缸,所述第二夹线气缸上设置有主夹爪与副夹爪。
技术总结
本技术涉及一种线材自动化结尾线设备,包括有设备底板,设备底板上设置有若干复合运动模组支柱,复合运动模组支柱的顶部设置有安装顶板,安装顶板的下方设置有Y轴直线运动模组,Y轴直线运动模组下活动连接有模组安装板,模组安装板上设置有X轴直线运动模组,设备底板上设置有绕线模组,X轴直线运动模组上设置有穿线模组,穿线模组包括有中空旋转平台,中空旋转平台上连接有平台安装板,平台安装板下设置有主安装板,主安装板的下侧设置有剪线模块、送线模块、线材拉紧模块。由此,可实现无人化的线材收卷及自动结尾线,大幅提高效率,减少人工,并且避免了人工误操作造成的品质风险。
技术研发人员:李关
受保护的技术使用者:苏州聚复科技股份有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!