一种汽车纵梁多层板结构镶合工装的制作方法
本技术涉及汽车纵梁加工领域,尤其是一种汽车纵梁多层板结构镶合工装。
背景技术:
1、车架左右纵梁合件分别由主梁、加强板及上下 l 板组成,传统的制造工艺路线是:主梁三面数控冲孔机冲孔(加强板随机钻出塞焊孔)→主梁、加强板手工镶合后塞焊→上、下 l 板镶制并塞焊→以主梁为模板套钻加强板及 l 板孔。传统的上、下 l 板塞焊镶制时,采用手工作业:先利用限位器确定 l 板在长度方向上的位置,然后利用多个弓形夹对腹面预紧,再利用保证开档尺寸的撑杆,镶入上下 l 板的根部,最后夹紧弓形夹,用卷尺测量开档尺寸合格后,将 l 板与纵梁塞焊成一体。其不足之处在于:一是人工投入多、劳动强度大,导致效率低,人均每班生产 1.5 根(左或右)纵梁合件;二是加强板要预先随机钻出塞焊孔,没有工装保证,全凭工人的经验操作,这些塞焊孔有可能与主梁上的孔重合和部分重合,失去了塞焊孔的意义,导致返修难度大;三是场地占用面积大,需要投入多个工位阵地才能满足生产需要。
技术实现思路
1、本实用新型的目的是提供一种汽车纵梁多层板结构镶合工装,能够将工件进行定位,易于保证工件在加工时的正确位置,有利于保证工件的加工质量。
2、为了解决上述技术问题,本实用新型的技术方案如下:
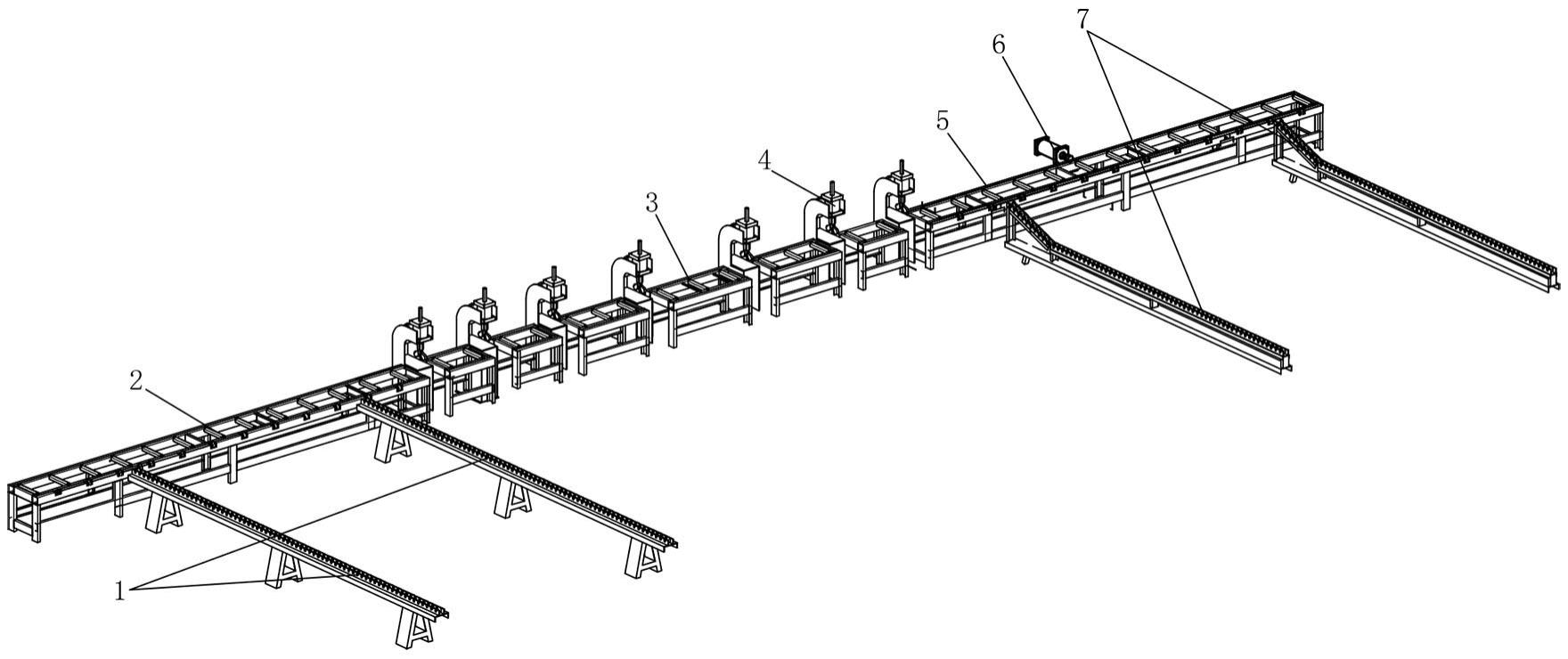
3、一种汽车纵梁多层板结构镶合工装,其特征在于:包括上料轨道、预镶平台、镶合平台、纵向气缸、成品平台、横向气缸、卸料轨道,所述预镶平台与镶合平台连接,上料轨道设置在预镶平台的一侧,纵向气缸设置在镶合平台中部的一侧,成品平台设置在镶合平台后部的一侧,卸料轨道设置在镶合平台后部的另一侧,所述上料轨道与卸料轨道处于同一方向的侧边,纵向气缸与成品平台处于同一方向的侧边。
4、对上述技术方案的改进:所述上料轨道上设有滚轮,用于推动工料平行滑行至预镶平台。
5、对上述技术方案的进一步改进:所述镶合平台的外侧设置有四组纵向气缸。
6、对上述技术方案的更进一步改进:所述镶合平台外侧设有两组横向气缸,用于推动成品进入卸料轨道。
7、对上述技术方案的更进一步改进:所述卸料轨道上设有滚轮,用于输送成品。
8、有益效果:
9、使用本实用新型所述的一种汽车纵梁多层板结构镶合工装,将各工装与上下工序连接,在保证大梁镶合质量与效率的同时降低工人劳动强度、提升自动化水平。
技术特征:
1.一种汽车纵梁多层板结构镶合工装,其特征在于:包括上料轨道、预镶平台、镶合平台、纵向气缸、成品平台、横向气缸、卸料轨道,所述预镶平台与镶合平台连接,上料轨道设置在预镶平台的一侧,纵向气缸设置在镶合平台中部的一侧,成品平台设置在镶合平台后部的一侧,卸料轨道设置在镶合平台后部的另一侧,所述上料轨道与卸料轨道处于同一方向的侧边,纵向气缸与成品平台处于同一方向的侧边。
2.根据权利要求1所述的一种汽车纵梁多层板结构镶合工装,其特征在于:所述上料轨道上设有滚轮,用于推动工料平行滑行至预镶平台。
3.根据权利要求1所述的一种汽车纵梁多层板结构镶合工装,其特征在于:所述镶合平台的外侧设置有四组纵向气缸。
4.根据权利要求1所述的一种汽车纵梁多层板结构镶合工装,其特征在于:所述镶合平台外侧设有两组横向气缸,用于推动成品进入卸料轨道。
5.根据权利要求1或2或3或4所述的一种汽车纵梁多层板结构镶合工装,其特征在于:所述卸料轨道上设有滚轮,用于输送成品。
技术总结
本技术提供了一种汽车纵梁多层板结构镶合工装,包括上料轨道、预镶平台、镶合平台、纵向气缸、成品平台、横向气缸、卸料轨道,所述预镶平台与镶合平台连接,上料轨道设置在预镶平台的一侧,纵向气缸设置在镶合平台中部的一侧,成品平台设置在镶合平台后部的一侧,卸料轨道设置在镶合平台后部的另一侧,所述上料轨道与卸料轨道处于同一方向的侧边,纵向气缸与成品平台处于同一方向的侧边。使用本技术所述的一种汽车纵梁多层板结构镶合工装,将各工装与上下工序连接,在保证大梁镶合质量与效率的同时降低工人劳动强度、提升自动化水平。
技术研发人员:章春云,严高明
受保护的技术使用者:湖北世学科技股份有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!