圆柱电芯出入料运送机构的制作方法
【】本技术涉及电池加工,尤其涉及一种圆柱电芯出入料运送机构。
背景技术
0、
背景技术:
1、随着新能源行业的快速发展,作为核心的电池也得到了广泛的应用,例如圆柱电池、方形电池、软包电池等,在电动汽车、手机等设备上均得到了广泛的使用。因此,作为与人生活息息相关的电池产品的安全性便成了需要关注的重点。电池的安全性所涉及到的因素包括材料本身、组装工艺、测试设备等。其中,电池在组装、测试等加工工序时,都会涉及到电池的入料与出料等。然而,现有的加工设备的出料端与入料端通常位于加工机构的两端,导致整个设备呈现长条形结构,占用体积大,不利于整个生产线的布局。
2、鉴于此,实有必要提供一种圆柱电芯出入料运送机构以克服上述缺陷。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是提供一种圆柱电芯出入料运送机构,旨在改善现有的加工设备的出料端与入料端通常位于加工机构的两端,导致占用体积大的问题,使得整个机构的结构更为紧凑,有利于整个生产线的布局。
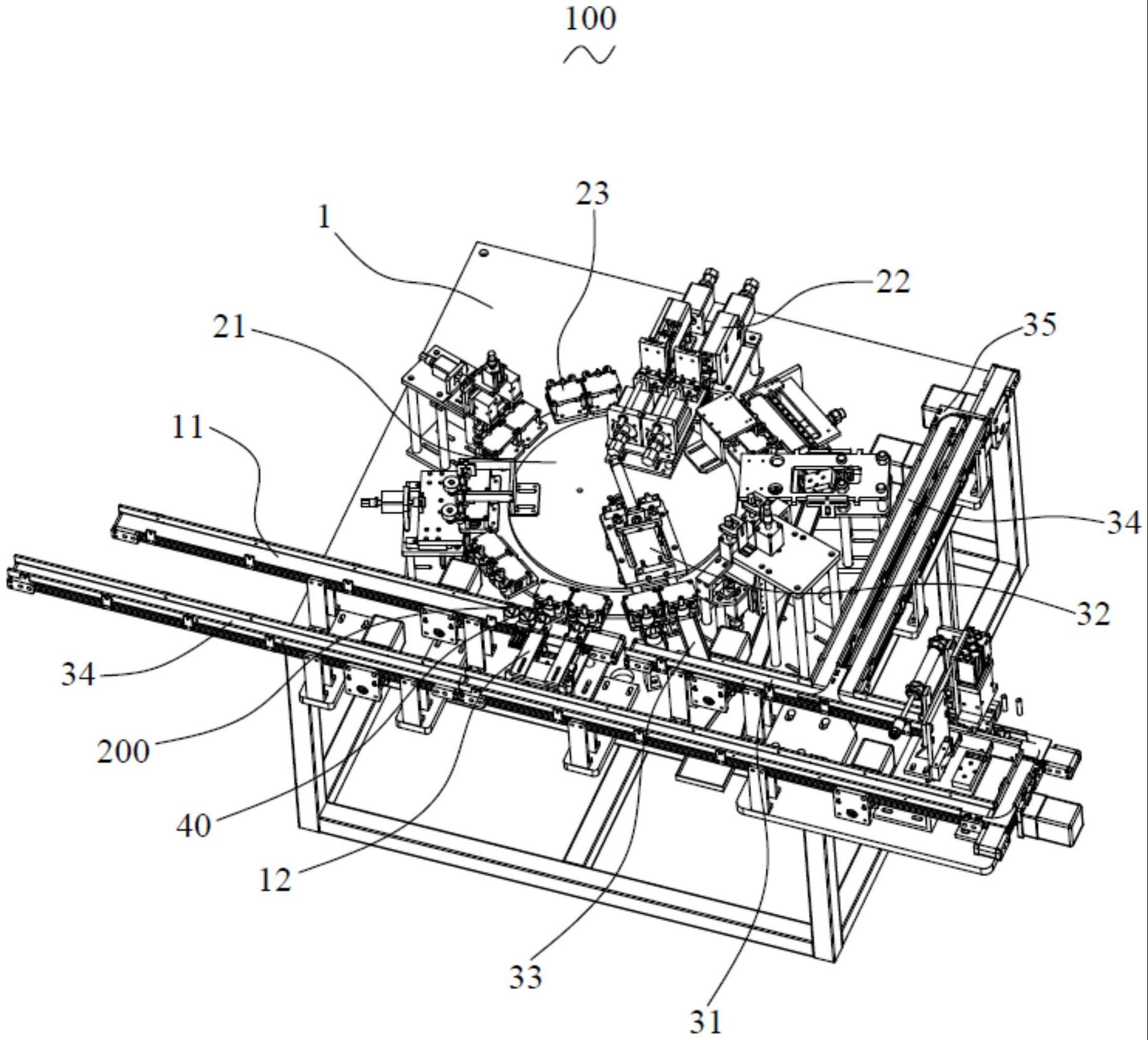
2、为了实现上述目的,本实用新型提供一种圆柱电芯出入料运送机构,包括工作台及均设于所述工作台上的入料组件、加工组件与出料组件;所述入料组件包括第一流道以及设于所述第一流道沿驱动方向末端的第一推料部;所述出料组件包括第二流道以及设于所述第二流道沿驱动方向前端的第二推料部;所述加工组件包括转盘及多个环绕所述转盘设置的加工部;所述第二推料部设于所述转盘内;所述转盘的边缘等间距的设有多个治具;所述第一推料部对应的所述治具与所述第二推料部对应的治具相邻设置;所述第一推料部用于将位于所述第一流道末端的圆柱电芯推入至所述转盘相对的所述治具内,所述治具内的圆柱电芯经所述加工部加工后移动至所述第二推料部相对的预设位置,然后所述第二推料部将加工后的圆柱电芯推入至所述第二流道的前端。
3、在一个优选实施方式中,所述第一流道的末端与所述第二流道的前端间隔设于同一水平面的同一直线上。
4、在一个优选实施方式中,所述第一推料部设于所述第一流道远离所述转盘的其中一个象限点的一侧;所述第二流道的前端设有导向流道;所述导向流道与所述第二流道连通,且远离所述第二流道的一端延伸至对应的所述治具远离所述第二推料部的一侧近旁。
5、在一个优选实施方式中,所述第一流道包括第一固定架以及均设于所述第一固定架上的第一皮带线与第一驱动电机;所述第一驱动电机用于驱动所述第一皮带线在所述第一固定架环绕运行。
6、在一个优选实施方式中,所述第一推料部包括固定于所述第一固定架上的第一推料气缸及设于所述第一推料气缸上的第一推料块;所述第一推料气缸用于沿垂直于所述第一皮带线的方向驱动所述第一推料块,以将所述第一皮带线上预设位置的圆柱电芯推动至所述治具内。
7、在一个优选实施方式中,所述第二流道包括第二固定架以及均设于所述第二固定架上的第二皮带线与第二驱动电机;所述第二驱动电机用于驱动所述第二皮带线在所述第二固定架环绕运行;所述导向流道设于所述第二固定架上。
8、在一个优选实施方式中,所述第二推料部包括固定于所述转盘上的第三固定架以及均设于所述第三固定架上的第二推料气缸与第二推料块;所述第二推料块设于所述第二推料气缸上;所述第二推料气缸用于驱动所述第二推料块,已将设于所述转盘预设位置的所述治具上的圆柱电芯推动至所述导向流道内。
9、在一个优选实施方式中,所述出料组件还包括至少一个延长流道;所述延长流道的前端与所述第二流道的末端首尾相接。
10、在一个优选实施方式中,所述延长流道与所述第二流道之间以及相邻的所述延长流道之间呈预设的夹角设置,并且在首尾相接处设有呈圆弧的导向块。
11、在一个优选实施方式中,还包括若干个承托座,所述承托座开设有容置槽,所述圆柱电芯一一对应的容置于所述容置槽内。
12、本实用新型提供的圆柱电芯出入料运送机构,通过将第一流道与第二流道相邻设置,并且将加工部都设于转盘周侧,使得通过第一流道进入到转盘中治具的圆柱电芯在经过加工部进行相应加工后,绕几乎一圈后到达第二流道的前端,使得第二推料部推料后的空治具能够直接转动到第一推料部对应的位置,实现了多工位的加工效果,保证治具都不会处于闲置状态,有利于提升加工效率;且入料组件与出料组件相邻设置,从而使得整个机构的结构更为紧凑,占用空间小,有利于整合至整个生产线上。
技术特征:
1.一种圆柱电芯出入料运送机构,其特征在于,包括工作台及均设于所述工作台上的入料组件、加工组件与出料组件;所述入料组件包括第一流道以及设于所述第一流道沿驱动方向末端的第一推料部;所述出料组件包括第二流道以及设于所述第二流道沿驱动方向前端的第二推料部;所述加工组件包括转盘及多个环绕所述转盘设置的加工部;所述第二推料部设于所述转盘内;所述转盘的边缘等间距的设有多个治具;所述第一推料部对应的所述治具与所述第二推料部对应的治具相邻设置;所述第一推料部用于将位于所述第一流道末端的圆柱电芯推入至所述转盘相对的所述治具内,所述治具内的圆柱电芯经所述加工部加工后移动至所述第二推料部相对的预设位置,然后所述第二推料部将加工后的圆柱电芯推入至所述第二流道的前端。
2.如权利要求1所述的圆柱电芯出入料运送机构,其特征在于,所述第一流道的末端与所述第二流道的前端间隔设于同一水平面的同一直线上。
3.如权利要求2所述的圆柱电芯出入料运送机构,其特征在于,所述第一推料部设于所述第一流道远离所述转盘的其中一个象限点的一侧;所述第二流道的前端设有导向流道;所述导向流道与所述第二流道连通,且远离所述第二流道的一端延伸至对应的所述治具远离所述第二推料部的一侧近旁。
4.如权利要求1所述的圆柱电芯出入料运送机构,其特征在于,所述第一流道包括第一固定架以及均设于所述第一固定架上的第一皮带线与第一驱动电机;所述第一驱动电机用于驱动所述第一皮带线在所述第一固定架环绕运行。
5.如权利要求4所述的圆柱电芯出入料运送机构,其特征在于,所述第一推料部包括固定于所述第一固定架上的第一推料气缸及设于所述第一推料气缸上的第一推料块;所述第一推料气缸用于沿垂直于所述第一皮带线的方向驱动所述第一推料块,以将所述第一皮带线上预设位置的圆柱电芯推动至所述治具内。
6.如权利要求3所述的圆柱电芯出入料运送机构,其特征在于,所述第二流道包括第二固定架以及均设于所述第二固定架上的第二皮带线与第二驱动电机;所述第二驱动电机用于驱动所述第二皮带线在所述第二固定架环绕运行;所述导向流道设于所述第二固定架上。
7.如权利要求6所述的圆柱电芯出入料运送机构,其特征在于,所述第二推料部包括固定于所述转盘上的第三固定架以及均设于所述第三固定架上的第二推料气缸与第二推料块;所述第二推料块设于所述第二推料气缸上;所述第二推料气缸用于驱动所述第二推料块,已将设于所述转盘预设位置的所述治具上的圆柱电芯推动至所述导向流道内。
8.如权利要求1所述的圆柱电芯出入料运送机构,其特征在于,所述出料组件还包括至少一个延长流道;所述延长流道的前端与所述第二流道的末端首尾相接。
9.如权利要求8所述的圆柱电芯出入料运送机构,其特征在于,所述延长流道与所述第二流道之间以及相邻的所述延长流道之间呈预设的夹角设置,并且在首尾相接处设有呈圆弧的导向块。
10.如权利要求1所述的圆柱电芯出入料运送机构,其特征在于,还包括若干个承托座,所述承托座开设有容置槽,所述圆柱电芯一一对应的容置于所述容置槽内。
技术总结
本技术公开一种圆柱电芯出入料运送机构,包括工作台及入料组件、加工组件与出料组件;入料组件包括第一流道及第一推料部;出料组件包括第二流道及第二推料部;加工组件包括转盘及加工部;第二推料部设于转盘内;转盘的边缘等间距的设有多个治具;第一推料部对应的治具与第二推料部对应的治具相邻设置;第一推料部用于将圆柱电芯推入至治具内,治具内的圆柱电芯经加工部加工后移动至第二推料部相对的预设位置,然后推入至第二流道的前端。本技术实现了多工位的加工效果,有利于提升加工效率;且入料组件与出料组件相邻设置,从而使得整个机构的结构更为紧凑,占用空间小,有利于整合至整个生产线上。
技术研发人员:常朝晋,周培荣
受保护的技术使用者:航天锂电科技(江苏)有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!