一种焊装线悬挂式伺服往复输送系统的制作方法
本技术涉及机械制造,尤其涉及一种焊装线悬挂式伺服往复输送系统。
背景技术:
1、车身焊装输送装置是焊装生产线的重要组成部分。根据输送线与车身零件的相对位置,分为顶置输送线和底置输送线。底置输送线承载能力强、输送效率高、施工较容易应用的较多,但对厂房的空间需求更大,同时工作区需要挖地坑或搭建踏台,对空间的利用率较低;顶置输送线采用空中输送结构,不占用地面空间,能极大的提升生产线空间利用率,但顶置输送线建设施工难度相对较大,故应用较少。
2、对于厂房空间有限的焊装生产线,采用顶置输送线是常用的输送形式,根据输送线结构主要为葫芦吊具式和摩擦轮式。
3、葫芦吊具式是一种在焊接、组装生产线中应用较为广泛的通用设备,它可以通过与其他简易吊具进行组合,形成简单的搬运装置,其自身也可以作为自动搬运装置的起升设备使用,但自动化程度底、精度差,需要人工辅助抓取件,这种输送线效率较低定位不准,一般不用于自动焊装线;摩擦轮式输送线是利用摩擦轮驱动载运吊具,使得载运小车保持连续运行,进而完成整个输送过程的一种输送形式,曾是焊装线很常见的物流输送形式,具有空间利用率高、线路布置简单、噪声低、能耗低、方便进行维护的优点,但是此种类型输送速度慢,定位精度低,不足以满足目前的生产需求。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提供一种焊装线悬挂式伺服往复输送系统,由顶置轨道与有若干悬挂输送小车组成,输送小车有伺服电机驱动的齿轮行走机构和气缸驱动的升降驱动机构,每台悬挂输送小车上安装车身零部件的支撑夹具,可用于两个及以上工位间的车身零件输送作业或焊装线间的跨线输送作业,具有输送速度快,自动化程度高的特点。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种焊装线悬挂式伺服往复输送系统,包括小车升降驱动机构(01)、顶置轨道(02)、水平驱动机构(03)、车身吊装夹具组件(04)、水平滑动小车组件(05)、电气拖链组件(06);
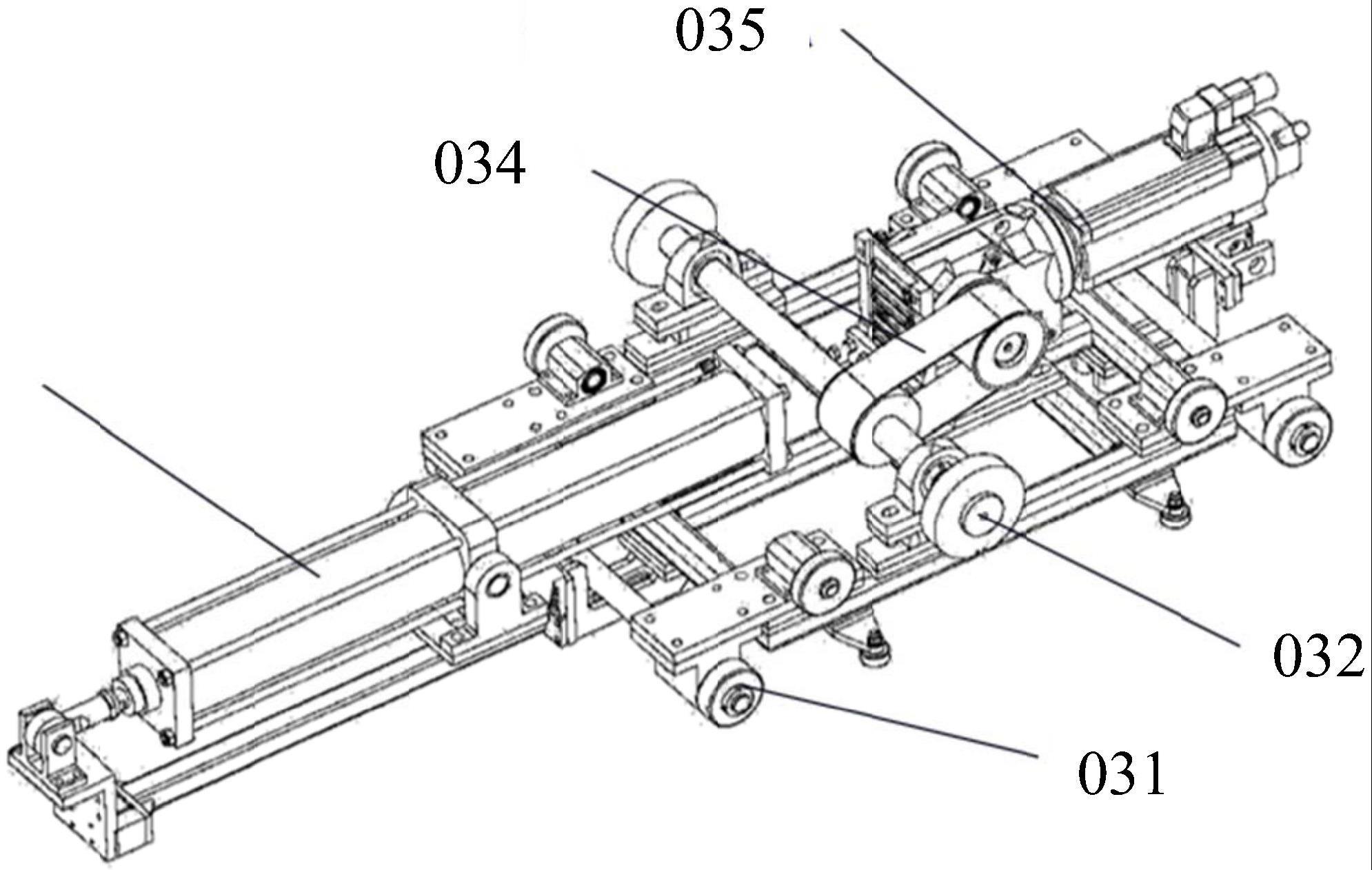
3、顶置轨道(02),设计为顶置平行双轨结构,安装板与车间钢构支架下部连接;水平驱动机构(03)上设有导向轮(031)、驱动轮(032)、伸缩气缸(033)、同步带(034)、伺服减速器(035)、水平滑动小车(036);
4、水平滑动小车(036)通过动力传动轴与水平驱动机构(03)连接;导向轮(031)安装于轨道导向内,驱动轮(032)与顶置轨道(02)的齿条(021)部分相啮合;同步带(034)套设在驱动轮(032)和伺服减速器(035)的滚轮上,伺服减速器(035)与伸缩气缸(033)连接;
5、小车升降驱动机构(01)的机架上部安装板连接在水平驱动机构(03)的机架上;车身吊装夹具组件(04)设置有夹具机架(041)和定位支撑夹具(042),定位支撑夹具(042)固定于夹具机架(041)上,夹具机架(041)与升降工作台(011)连接,升降工作台(011)上设有导柱导套(012)和升降气缸(013);水平滑动小车组件(05)的导向轮系安装于轨道导向内;电气拖链组件(06)设置有电气拖链(061)与导槽(062),电气拖链(061)活动端与水平驱动机构(03)连接。
6、本实用新型的有益效果:设计一种悬挂往复式输送系统,解决现有顶置焊装输送线精度差、速度慢、自动化程度低的问题,将电机水平同步驱动、自动抓放件、工作台升降等动作动作柔性结合,促进生产线焊装或其它作业智能化;结构设计采用装配件和焊接件组合,以保证结构的刚性,满足焊装或其它作业的位置精度要求。
技术特征:
1.一种焊装线悬挂式伺服往复输送系统,其特征在于,包括小车升降驱动机构(01)、顶置轨道(02)、水平驱动机构(03)、车身吊装夹具组件(04)、水平滑动小车组件(05)、电气拖链组件(06);
技术总结
本技术公开了一种焊装线悬挂式伺服往复输送系统,由顶置轨道与有若干悬挂输送小车组成,输送小车有伺服电机驱动的齿轮行走机构和气缸驱动的升降驱动机构,每台悬挂输送小车上安装车身零部件的支撑夹具,可用于两个及以上工位间的车身零件输送作业或焊装线间的跨线输送作业,具有输送速度快,自动化程度高的特点。
技术研发人员:唐嘉强
受保护的技术使用者:圣基恒信(十堰)工业装备技术有限公司
技术研发日:20221231
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!