方形钢网运输堆叠装置及控制方法与流程
本发明涉及钢网加工领域,特别涉及一种方形钢网运输堆叠装置及控制方法。
背景技术:
1、现有技术中,通过设置于运输轨道的上方第一抓取手和第二抓取手实现钢网的自动堆叠。第一抓取手在水平和竖直两个方向上实现运动;第二抓取手除了在水平和竖直两个方向上实现运动外,还需要具有翻转功能。为了叠放的稳定性以及空间收纳效率,相邻的钢网是正反相对方式的,在一个典型的过程中,第二抓取手向下伸出抓取轨道上的钢网后上升并完成钢网的翻转,此时钢网朝上;第一抓取手运转到第二抓取手的上方,抓取钢网后,放置钢网到特定区域;在下一个钢网的放置过程中,则直接采用第一抓取手抓取管道上的钢网,并放置到特定区域。以上现有技术中存在若干问题,当钢网加工速度过快时,翻转堆叠速度难以适配;钢网存在转运和翻转过程,对于空间占用较大,且容易产生安全隐患。而目前市场上较多钢网产品的形状需求为方形。
技术实现思路
1、本发明的主要目的为提供一种方形钢网运输堆叠装置及控制方法,旨在解决方形钢网堆叠效率较低,且存在转运和翻转过程,对于空间占用较大,且容易产生安全隐患的问题。
2、为了实现上述目的,本发明提供一种方形钢网运输堆叠装置,与方形钢网加工装置匹配设置,其特征在于,包括:
3、运输组件,用于转运所述方形钢网到预设位置,其中,所述预设位置为与所述方形钢网对应的方形,所述预设位置的中心为位置中心,所述方形钢网的钢筋直径为a;
4、旋转组件,包括第一驱动部、第二驱动部和转轴,所述第一驱动部用于驱动所述转轴在竖直方向运动,所述第二驱动部用于驱动所述转轴在水平方向上转动,所述转轴的下端连接有取放部;
5、转运组件,用于驱动所述旋转组件在水平面上至少进行一个维度的运动,5所述转运组件的上设置有对应所述预设位置的初始位置以及设置有对应所述方形钢网的叠放位置,其中,当所述旋转组件位于所述初始位置时,所述转轴在所述预设位置上的投影位置为旋转中心,所述旋转中心与所述位置中心之间具有偏移距离,所述偏移距离尺寸为a,且所述偏移距离垂直于所述预设位置的边;
6、0控制器,用于控制所述转运组件和所述旋转组件的工作。
7、进一步地,所述运输组件长度方向的末端设置有匹配所述预设位置的挡板结构,所述旋转组件对应所述挡板结构设置。
8、进一步地,对应所述挡板结构设置有的磁性固定装置,所述磁性固定装置用于吸引固定位于所述挡板结构处的所述方形钢网。
9、5进一步地,所述运输组件包括阵列设置的多个动力运输辊。
10、进一步地,所述方形钢网运输堆叠装置还包括与所述运输组件匹配的导向装置,所述导向装置包括两个侧方导向结构,所述侧方导向结构自所述运输组件的下方穿上到所述运输组件的下方。
11、进一步地,两个所述侧方导向结构在所述运输组件宽度方向的尺寸可调。0进一步地,所述取放部为板状的电磁铁件。
12、进一步地,所述偏移距离平行于所述运输组件的长度方向。
13、本发明还提供了一种用于上述方形钢网运输堆叠装置的控制方法,包括以下步骤:
14、判断所述方形钢网是否到达所述预设位置;
15、5若是,则控制所述第一驱动部将所述转轴驱动向所述方形钢网,并控制所述取放部抓取所述方形钢网;
16、控制所述转运组件将所述旋转组件从所述初始位置驱动到所述叠放位置,并按照预设规律选择是否控制所述第二驱动部对所述方形钢网进行90度旋转操作,其中,所述预设规律为间隔一个进行90度旋转操作;0控制所述第一驱动部驱动所述转轴完成叠放操作;
17、控制所述转运组件将所述旋转组件从所述叠放位置驱动到所述初始位置。
18、进一步地,所述运输组件长度方向的末端设置有匹配所述预设位置的挡板结构,所述控制器包括图像传感系统,所述图像传感系统用于判断所述方形钢网是否处于运动状态,所述判断所述方形钢网是否到达所述预设位置的步骤包括:
19、获取所述图像传感系统的传感信息;
20、通过所述传感信息判断所述方形钢网是否到达所述预设位置。
21、本发明提供的方形钢网运输堆叠装置及控制方法,通过旋转特性实现了方形钢网运输堆叠装置的简单化以及高效化,且对于竖直方向空间的占用较少;整体方形钢网运输堆叠装置的使用过程中,需要将方形钢网加工装置处产出的方形钢网自动转移到叠放位置处,并实现堆叠效果。
技术特征:
1.一种方形钢网运输堆叠装置,与方形钢网加工装置匹配设置,其特征在于,包括:
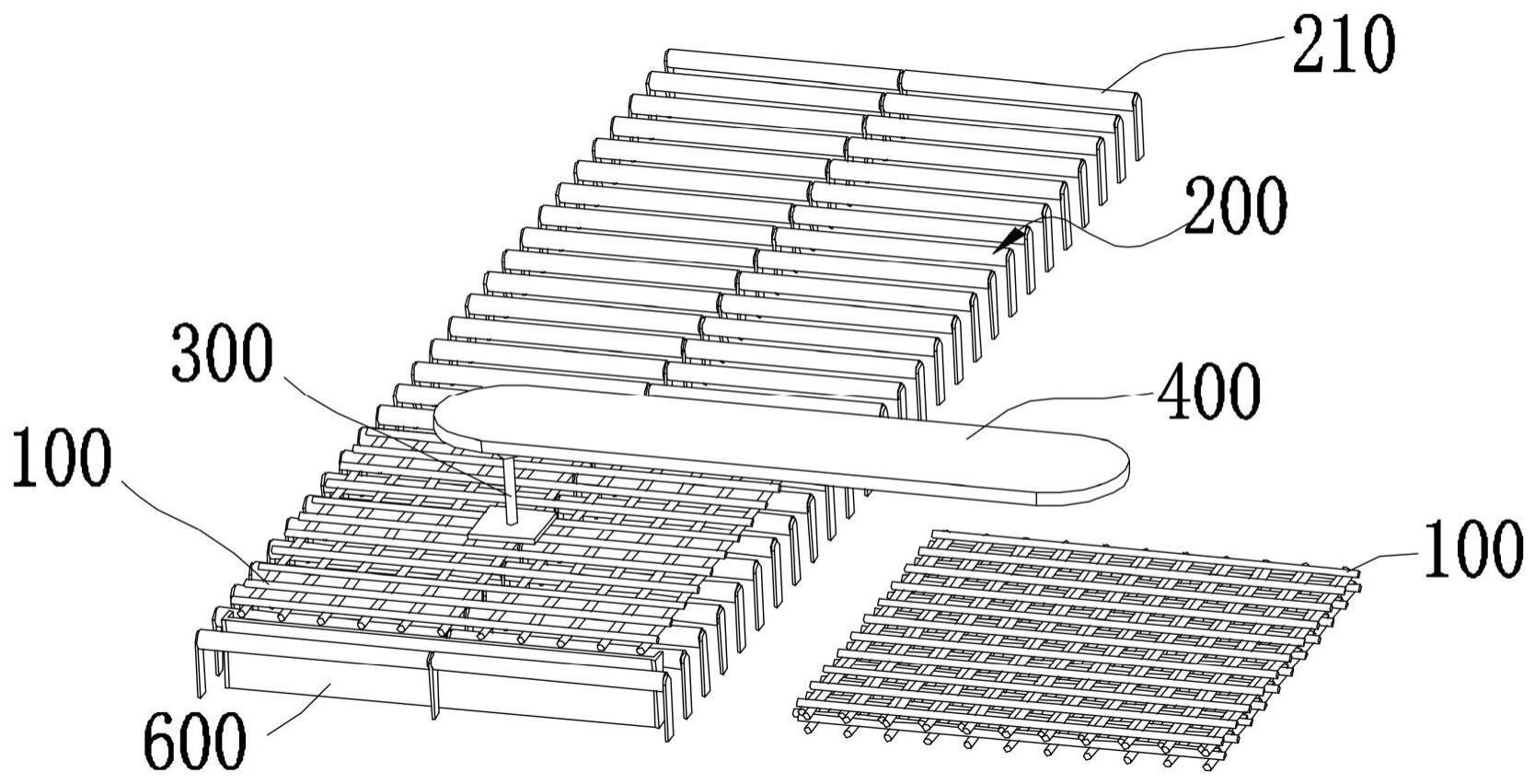
2.根据权利要求1所述的方形钢网运输堆叠装置,其特征在于,所述运输组件(200)长度方向的末端设置有匹配所述预设位置的挡板结构(600),所述旋转组件(300)对应所述挡板结构(600)设置。
3.根据权利要求2所述的方形钢网运输堆叠装置,其特征在于,对应所述挡板结构(600)设置有的磁性固定装置,所述磁性固定装置用于吸引固定位于所述挡板结构(600)处的所述方形钢网(100)。
4.根据权利要求1至3中任意一项所述的方形钢网运输堆叠装置,其特征在于,所述运输组件(200)包括阵列设置的多个动力运输辊(210)。
5.根据权利要求4所述的方形钢网运输堆叠装置,其特征在于,所述方形钢网运输堆叠装置还包括与所述运输组件(200)匹配的导向装置(500),所述导向装置(500)包括两个侧方导向结构(510),所述侧方导向结构(510)自所述运输组件(200)的下方穿上到所述运输组件(200)的下方。
6.根据权利要求5所述的方形钢网运输堆叠装置,其特征在于,两个所述侧方导向结构(510)在所述运输组件(200)宽度方向的尺寸可调。
7.根据权利要求1至3中任意一项所述的方形钢网运输堆叠装置,其特征在于,所述取放部(340)为板状的电磁铁件。
8.根据权利要求1至3中任意一项所述的方形钢网运输堆叠装置,其特征在于,所述偏移距离平行于所述运输组件(200)的长度方向。
9.一种用于权利要求1中方形钢网运输堆叠装置的控制方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的控制方法,其特征在于,所述运输组件(200)长度方向的末端设置有匹配所述预设位置的挡板结构(600),所述控制器包括图像传感系统,所述图像传感系统用于判断所述方形钢网(100)是否处于运动状态,所述判断所述方形钢网(100)是否到达所述预设位置的步骤包括:
技术总结
本申请揭示了一种方形钢网运输堆叠装置及控制方法,第一驱动部用于驱动转轴在竖直方向运动,第二驱动部用于驱动转轴在水平方向上转动;转运组件用于驱动旋转组件在水平面上至少进行一个维度的运动,当旋转组件位于初始位置时,转轴在预设位置上的投影位置为旋转中心,旋转中心与位置中心之间具有偏移距离,偏移距离尺寸为A,且偏移距离垂直于预设位置的边;本发明提供的方形钢网运输堆叠装置及控制方法,通过旋转特性实现了方形钢网运输堆叠装置的简单化以及高效化,且对于竖直方向空间的占用较少;整体方形钢网运输堆叠装置的使用过程中,需要将方形钢网加工装置处产出的方形钢网自动转移到叠放位置处,并实现堆叠效果。
技术研发人员:宁英杰,叶林杰,谢纯辉,吴迪高,杨湘刚,孔庆鹏,戴顺福
受保护的技术使用者:浙江交工新材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!