一种全自动上料撕膜检测装置的制作方法
本发明涉及一种无线充电线圈加工技术,尤其涉及一种全自动上料撕膜检测装置。
背景技术:
1、由于无线充电提供了一种轻松、安全、迅速的充电技术,其具有空间需求少、充电手续简化等特点。故随着通信技术的发展,普通消费者中的手机充电需求愈发朝向无线化发展。其中无线充电线圈作为无线充电中最关键的元件,对线圈的质量要求也越来越高,同时对线圈的生产效率要求也越来越高,在线圈生产装配过程中,需要将线圈表面覆盖的保护膜撕去,再装配到对应位置。
2、现有线圈保护膜撕去装置一般为半机械化作业,人工上料后,借助抓手撕膜,工作效率较低。
技术实现思路
1、为解决上述技术问题,本发明提供了全自动上料撕膜检测装置,可高效、精准的完成全自动上料、撕膜以及检测,节省了大量人力摆盘工序,降低了人工劳动强度,提高了上料料撕膜检测工作效率。
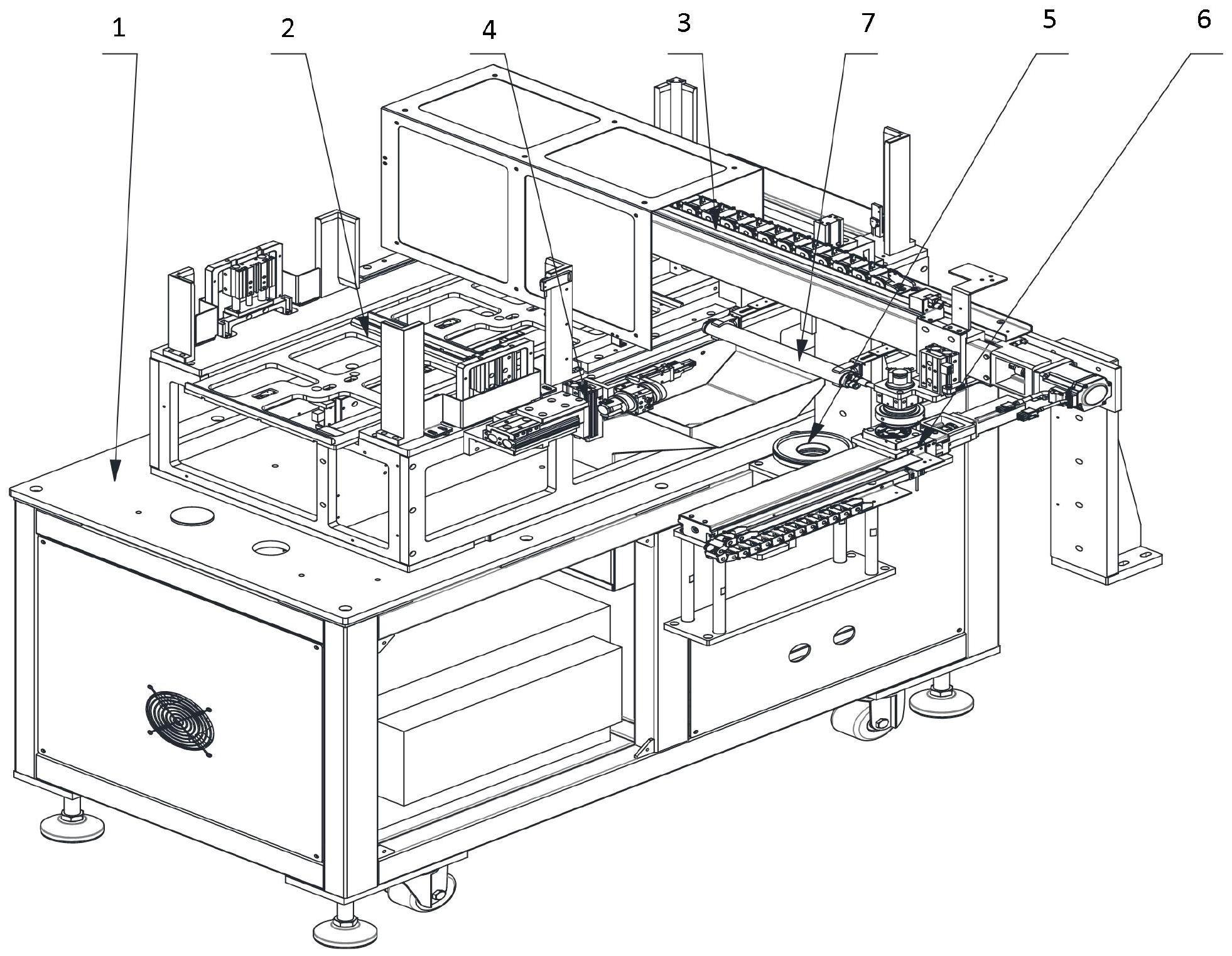
2、为实现上述目的,本发明提供了全自动上料撕膜检测装置,包括机架以及沿生产线依次布置于所述机架的上料机构、转运机构、撕膜机构、检测机构和中装机构;
3、所述上料机构包括上料架以及依次布置于所述上料架上的收盘单元、料盘移动单元和分盘单元。
4、优选的,所述料盘移动单元包括布置于所述上料架内的第一直线模组、设置于所述第一直线模组动力输入端的第一驱动电机、设置于所述第一直线模组动力输出端的第一上下气缸,所述第一上下气缸经气缸连接板与料盘移动拖台连接。
5、优选的,所述收盘单元和所述分盘单元均包括关于所述第一直线模组分别对称布置于所述上料架两侧的左侧上下气缸和右侧上下气缸,所述左侧上下气缸和所述右侧上下气缸的输出端均连接有挂钩。
6、优选的,所述转运机构包括与所述第一直线模组垂直布置的第二直线模组和设置于所述第二直线模组动力输入端的第二驱动电机,所述第二直线模组的动力输出端固定有第二上下气缸,所述第二上下气缸的输出端固定有第一旋转气缸,所述第一旋转气缸的输出端固定有防静电吸嘴,所述防静电吸嘴经真空压力表与真空设备连通。
7、优选的,所述撕膜机构包括对应所述防静电吸嘴设置的前进气缸、与所述前进气缸输出端连接的第三上下气缸和与所述第三上下气缸输出端连接的第二旋转气缸,所述第二旋转气缸的输出端固定有气爪。
8、优选的,所述气爪与所述防静电吸嘴之间还设置有除静电机构,所述除静电机构包括除静电棒。
9、优选的,所述检测机构为图像检测结构,所述检测机构包括用于检测撕膜后的线圈上psa胶层以及同心度的dd相机,所述dd相机上依次设置有定焦镜头和环形光源;
10、所述dd相机垂直布置。
11、优选的,所述中装机构包括与所述第二直线模组垂直布置的第三直线模组、与所述第三直线模组的动力输入端连接的第三驱动电机和设置于所述第三直线模组动力输出端的过渡治具,所述过渡治具上设有用于检测产品的有无和是否放到位的光纤传感器。
12、优选的,所述料盘移动拖台上设置有用于采集所述料盘移动拖台上是否放置有料盘的称重传感器,所述称重传感器与控制器相连,所述控制器与所述第一直线模组相连。
13、因此,本发明采用上述结构的全自动上料撕膜检测装置,可高效、精准的完成全自动上料、撕膜以及检测,节省了大量人力摆盘工序,降低了人工劳动强度,提高了上料料撕膜检测工作效率。
14、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种全自动上料撕膜检测装置,其特征在于:包括机架以及沿生产线依次布置于所述机架的上料机构、转运机构、撕膜机构、检测机构和中装机构;
2.根据权利要求1所述的一种全自动上料撕膜检测装置,其特征在于:所述料盘移动单元包括布置于所述上料架内的第一直线模组、设置于所述第一直线模组动力输入端的第一驱动电机、设置于所述第一直线模组动力输出端的第一上下气缸,所述第一上下气缸经气缸连接板与料盘移动拖台连接。
3.根据权利要求2所述的一种全自动上料撕膜检测装置,其特征在于:所述收盘单元和所述分盘单元均包括关于所述第一直线模组分别对称布置于所述上料架两侧的左侧上下气缸和右侧上下气缸,所述左侧上下气缸和所述右侧上下气缸的输出端均连接有挂钩。
4.根据权利要求3所述的一种全自动上料撕膜检测装置,其特征在于:所述转运机构包括与所述第一直线模组垂直布置的第二直线模组和设置于所述第二直线模组动力输入端的第二驱动电机,所述第二直线模组的动力输出端固定有第二上下气缸,所述第二上下气缸的输出端固定有第一旋转气缸,所述第一旋转气缸的输出端固定有防静电吸嘴,所述防静电吸嘴经真空压力表与真空设备连通。
5.根据权利要求4所述的一种全自动上料撕膜检测装置,其特征在于:所述撕膜机构包括对应所述防静电吸嘴设置的前进气缸、与所述前进气缸输出端连接的第三上下气缸和与所述第三上下气缸输出端连接的第二旋转气缸,所述第二旋转气缸的输出端固定有气爪。
6.根据权利要求5所述的一种全自动上料撕膜检测装置,其特征在于:所述气爪与所述防静电吸嘴之间还设置有除静电机构,所述除静电机构包括除静电棒。
7.根据权利要求6所述的一种全自动上料撕膜检测装置,其特征在于:所述检测机构为图像检测结构,所述检测机构包括用于检测撕膜后的线圈上psa胶层以及同心度的dd相机,所述dd相机上依次设置有定焦镜头和环形光源;
8.根据权利要求7所述的一种全自动上料撕膜检测装置,其特征在于:所述中装机构包括与所述第二直线模组垂直布置的第三直线模组、与所述第三直线模组的动力输入端连接的第三驱动电机和设置于所述第三直线模组动力输出端的过渡治具,所述过渡治具上设有用于检测产品的有无和是否放到位的光纤传感器。
9.根据权利要求2所述的一种全自动上料撕膜检测装置,其特征在于:所述料盘移动拖台上设置有用于采集所述料盘移动拖台上是否放置有料盘的称重传感器,所述称重传感器与控制器相连,所述控制器与所述第一直线模组相连。
技术总结
本发明公开了一种全自动上料撕膜检测装置,包括机架以及沿生产线依次布置于所述机架的上料机构、转运机构、撕膜机构、检测机构和中装机构;所述上料机构包括上料架以及依次布置于所述上料架上的收盘单元、料盘移动单元和分盘单元。本发明采用上述结构的全自动上料撕膜检测装置,可高效、精准的完成全自动上料、撕膜以及检测,节省了大量人力摆盘工序,降低了人工劳动强度,提高了上料料撕膜检测工作效率。
技术研发人员:邓德俊,刘涛,刘杰
受保护的技术使用者:深圳市星特科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!