一种带式皮带机皮带快速更换方法与流程
本发明属于皮带机皮带更换,更具体地,涉及一种带式皮带机皮带快速更换方法。
背景技术:
1、带式皮带机是工业企业中常见的设备,在生产工艺中主要为生产用料运输的设备,在工业厂房,特别是原料场中,带式皮带机是必不可少的一环。皮带机在长期使用的过程中,难免会碰到损坏、老旧等情况,此事需要及时更换皮带。目前主流方法是利用吊车、卷扬等机械设备将旧皮带拉出来,将新皮带拉上去,不过此方法浪费人力,成本较高,施工速度较慢,且需求的空间比较大,不适用狭隘空间内皮带更换的条件,机械台班损耗大;而且在更换新皮带和缠绕旧皮带时均需要设置基础和牵引电源,使用起来不方便,而且多数新皮带的更换并不考虑旧皮带的回收问题,老皮带回收起来也特别麻烦。
2、因此,急需一种省时省力,成本低廉,更换效率高,且能够适用于狭小空间的皮带机皮带更换装置。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供一种带式皮带机皮带快速更换方法,整体上省时省力,成本低廉,更换效率高,且能够适用于狭小空间的皮带机皮带更换;能够解决现有技术的皮带机皮带更换利用吊车、卷扬等机械设备将旧皮带拉出来,将新皮带拉上去,整体浪费人力,成本较高,施工速度较慢,且需求的空间比较大,不适用狭隘空间内皮带更换的条件,老皮带回收麻烦的问题。
2、为了实现上述目的,本发明提供一种带式皮带机皮带快速更换方法,包括如下步骤:
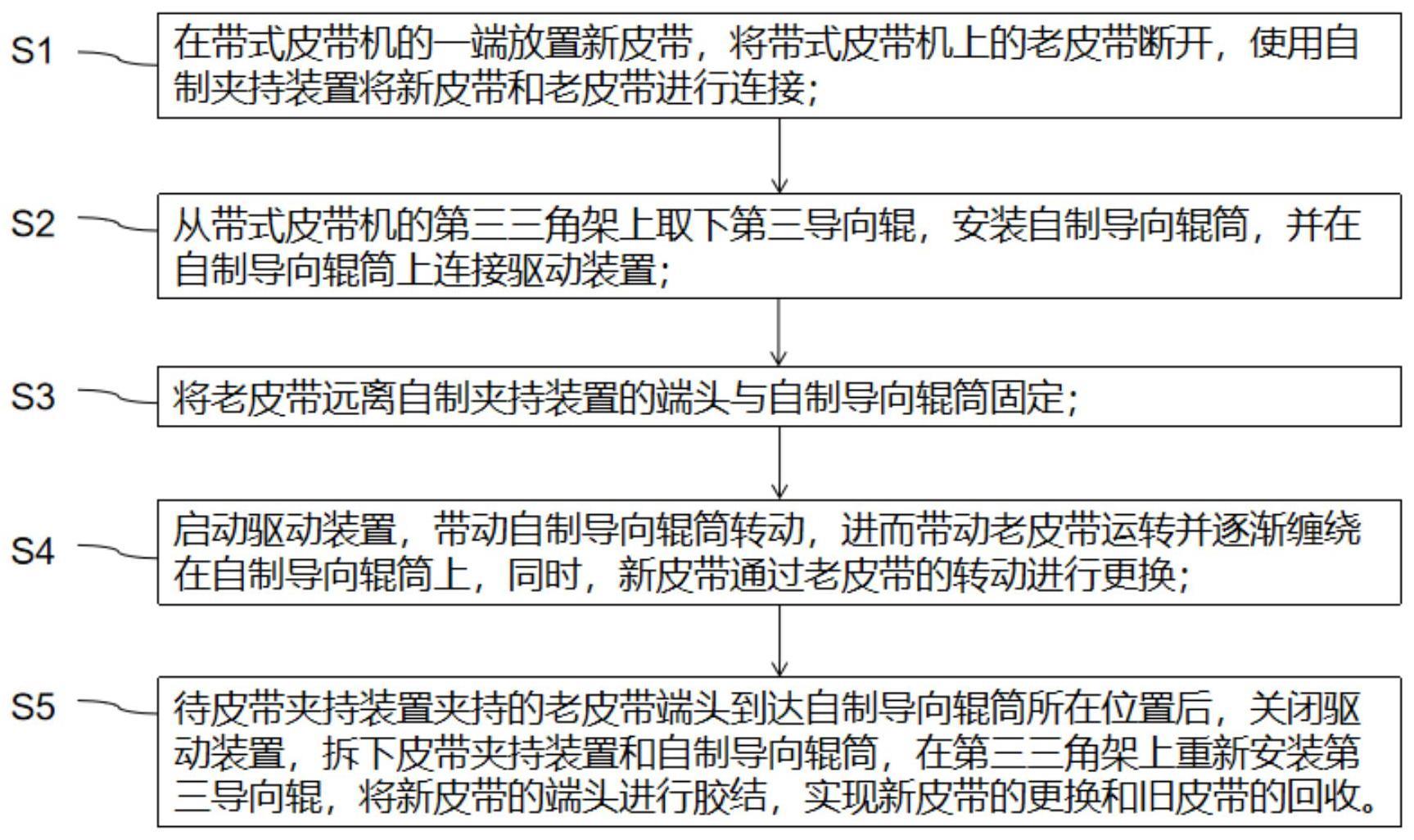
3、s1:在带式皮带机的一端放置新皮带,将带式皮带机上的老皮带断开,使用自制夹持装置将新皮带和老皮带进行连接;
4、s2:从带式皮带机的第三三角架上取下第三导向辊,安装自制导向辊筒,并在自制导向辊筒上连接驱动装置;
5、s3:将老皮带远离自制夹持装置的端头与自制导向辊筒固定;
6、s4:启动驱动装置,带动自制导向辊筒转动,进而带动老皮带运转并逐渐缠绕在自制导向辊筒上,同时,新皮带通过老皮带的转动进行更换;
7、s5:待皮带夹持装置夹持的老皮带端头到达自制导向辊筒所在位置后,关闭驱动装置,拆下皮带夹持装置和自制导向辊筒,在第三三角架上重新安装第三导向辊,将新皮带的端头进行胶结,实现新皮带的更换和旧皮带的回收。
8、进一步地,步骤s1中所述带式皮带机包括平行间隔设置的第一三角架和第二三角架,设于第一三角架上的第一导向辊,设于第二三角架上的第二导向辊,以及设于第一导向辊和第二导向辊上的老皮带;
9、第一三角架和第二三角架之间还设有第三三角架,第三三角架上设有第三导向辊。
10、进一步地,第二三角架远离第一三角架所在一侧间隔设置第四三角架,新皮带坐落在第四三角架上。
11、进一步地,步骤s1中所述自制夹持装置包括旋转轴承、设于所述旋转轴承上的双向夹板、设于所述双向夹板上的弹簧和三角齿。
12、进一步地,所述双向夹板包括相背设于所述旋转轴承两侧的第一夹板和第二夹板;
13、所述第一夹板和所述第二夹板均包括成角度设置的上夹板和下夹板;
14、第一夹板和第二夹板上的上夹板和下夹板可绕旋转轴承进行旋转。
15、进一步地,所述三角齿在上夹板和下夹板上远离二者交汇的一端均匀间隔设有多个。
16、进一步地,所述弹簧设于上夹板和下夹板的夹角处,其两个游离端卡设在三角齿内面。
17、进一步地,步骤s2中所述自制导向辊筒包括托辊和设于所述托辊上的夹紧组件;
18、所述夹紧组件的数量根据实际需要而定;所述夹紧组件为两个或两个以上时,分别在所述托辊的外表面上沿其中心轴线设置。
19、进一步地,所述夹紧组件包括设于所述托辊上的旋转轴、锁扣,和设于所述旋转轴上的弧形夹片;
20、所述弧形夹片上设有与所述锁扣相配套的锁扣孔;
21、所述锁扣在所述托辊表面的设置位置和所述锁扣孔的位置相对应;
22、所述锁扣上设有插销孔;
23、所述弧形夹片上所述锁扣孔的数量和位置均与所述托辊上锁扣的数量和位置对应。
24、进一步地,所述旋转轴在所述托辊的外表面上沿其中心轴线设置;
25、所述弧形夹片的弧度和所述托辊的表面弧度一致。
26、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
27、(1)本发明的一种带式皮带机皮带快速更换方法,通过设计自制的皮带夹持装置和皮带收集用导向辊筒,工作时,将老皮带断开,一端通过一种自制夹持装置连接新皮带,另一端与皮带收集用导向辊筒连接固定,在自制的皮带收集用导向辊筒上连接驱动装置,利用驱动带动导向辊筒运转,从而使得自制导向辊筒连接的老皮带不断回收,新皮带逐渐替换老皮带,从而实现带式皮带机新皮带的快速更换和老皮带的收集;本发明的皮带更换方法省时省力,成本低廉,更换效率高,且能够适用于狭小空间的皮带机皮带更换;能够解决现有技术的皮带机皮带更换利用吊车、卷扬等机械设备将旧皮带拉出来,将新皮带拉上去,整体浪费人力,成本较高,施工速度较慢,且需求的空间比较大,不适用狭隘空间内皮带更换的条件,老皮带回收麻烦的问题。
28、(2)本发明的一种带式皮带机皮带快速更换方法,利用原有皮带机的三角架提供自制导向辊筒的支撑和原有驱动装置提供自制导向辊筒的动力,使得皮带翻新更换更便捷,有效减少了施工用电接线工作和机械台班的损耗。
29、(3)本发明的一种带式皮带机皮带快速更换方法,采用的自制皮带夹持装置为两个端部带三角齿的弹簧夹板,弹簧夹板可绕中间轴承进行旋转,连接稳固平稳,在夹持装置过端侧辊筒时可自行调整夹板角度,有效避免了皮带在头尾轮处因夹具不平稳导致的脱落和断裂。
30、(4)本发明的一种带式皮带机皮带快速更换方法,采用的自制导向辊筒上带有弧形夹片,弧形夹片与自制导向辊筒上托辊的外表弧度一致,在弧形夹片夹住皮带后,通过驱动装置带动导向辊运转,使得在更换新皮带的同时完成老皮带的收集,有效减少了老皮带的清理工作。
31、(5)本发明的一种带式皮带机皮带快速更换方法,采用的自制皮带夹持装置和自制导向辊筒均可重复使用,在提升皮带更换效率的同时,能够大大的节约施工成本。
技术特征:
1.一种带式皮带机皮带快速更换方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种带式皮带机皮带快速更换方法,其特征在于,步骤s1中所述带式皮带机包括平行间隔设置的第一三角架(1)和第二三角架(2),设于第一三角架(1)上的第一导向辊(11),设于第二三角架(2)上的第二导向辊(21),以及设于第一导向辊(11)和第二导向辊(21)上的老皮带(5);
3.根据权利要求2所述的一种带式皮带机皮带快速更换方法,其特征在于,第二三角架(2)远离第一三角架(1)所在一侧间隔设置第四三角架(81),新皮带(8)坐落在第四三角架(81)上。
4.根据权利要求13中任一项所述的一种带式皮带机皮带快速更换方法,其特征在于,步骤s1中所述自制夹持装置(4)包括旋转轴承(41)、设于所述旋转轴承(41)上的双向夹板(42)、设于所述双向夹板(42)上的弹簧(43)和三角齿(44)。
5.根据权利要求4所述的一种带式皮带机皮带快速更换方法,其特征在于,所述双向夹板(42)包括相背设于所述旋转轴承(41)两侧的第一夹板(421)和第二夹板(422);
6.根据权利要求5所述的一种带式皮带机皮带快速更换方法,其特征在于,所述三角齿(44)在上夹板和下夹板上远离二者交汇的一端均匀间隔设有多个。
7.根据权利要求6所述的一种带式皮带机皮带快速更换方法,其特征在于,所述弹簧(43)设于上夹板和下夹板的夹角处,其两个游离端卡设在三角齿(44)内面。
8.根据权利要求13中任一项或57中任一项所述的一种带式皮带机皮带快速更换方法,其特征在于,步骤s2中所述自制导向辊筒(6)包括托辊(61)和设于所述托辊(61)上的夹紧组件(62);
9.根据权利要求8所述的一种带式皮带机皮带快速更换方法,其特征在于,所述夹紧组件(62)包括设于所述托辊(61)上的旋转轴(621)、锁扣(622),和设于所述旋转轴(621)上的弧形夹片(623);
10.根据权利要求9所述的一种带式皮带机皮带快速更换方法,其特征在于,所述旋转轴(621)在所述托辊(61)的外表面上沿其中心轴线设置;
技术总结
本发明公开了一种带式皮带机皮带快速更换方法,包括:将带式皮带机上的老皮带断开,使用自制夹持装置将新皮带和老皮带进行连接;在带式皮带机上安装自制导向辊筒,并在自制导向辊筒上连接驱动装置;将老皮带的另一端头与自制导向辊筒固定;启动驱动装置带动自制导向辊筒转动进而带动老皮带运转并逐渐缠绕在自制导向辊筒上,同时,新皮带通过老皮带的转动进行更换;待皮带夹持装置夹持的老皮带端头到达自制导向辊筒所在位置后,关闭驱动装置,拆下皮带夹持装置和自制导向辊筒,在第三三角架上重新安装原有导向辊,将新皮带的端头进行胶结,实现新皮带的更换和旧皮带的回收;整体省时省力,更换效率高,且能够适用于狭小空间的皮带机皮带更换。
技术研发人员:徐俊,李星,胡刚毅
受保护的技术使用者:中国一冶集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!