一种自动套条机的制作方法
本发明属于石膏板套条设备,特别涉及一种自动套条机。
背景技术:
1、目前,装饰石膏板是以建筑石膏为主要原料制成的一种材料,它是一种质量轻、强度较高、厚度较薄、加工方便、隔音绝热、防火等性能较好的建筑材料,是当前着重发展的新型轻质板材之一。生产完成后的石膏板,需要将其按照指定的规格进行打包堆放,往往是将多片石膏板叠放在一起,对其侧面通过压敏胶粘贴套设牛皮纸包装条,既能够对石膏板的侧部进行保护,又能够在石膏板的侧部注明石膏板的信息,以上对石膏板进行粘贴套设包装条的过程称为套条过程。
2、现有技术中往往是通过操作人员手动将叠放的多片石膏板的周边对齐,再将其侧面进行套条,这种对石膏板的套条方式需要操作人员人工投入较大,生产效率较低。
技术实现思路
1、本发明提出一种自动套条机,能将石膏板的对齐和套条集成为一体,减少人工操作的投入,提高了生产效率。
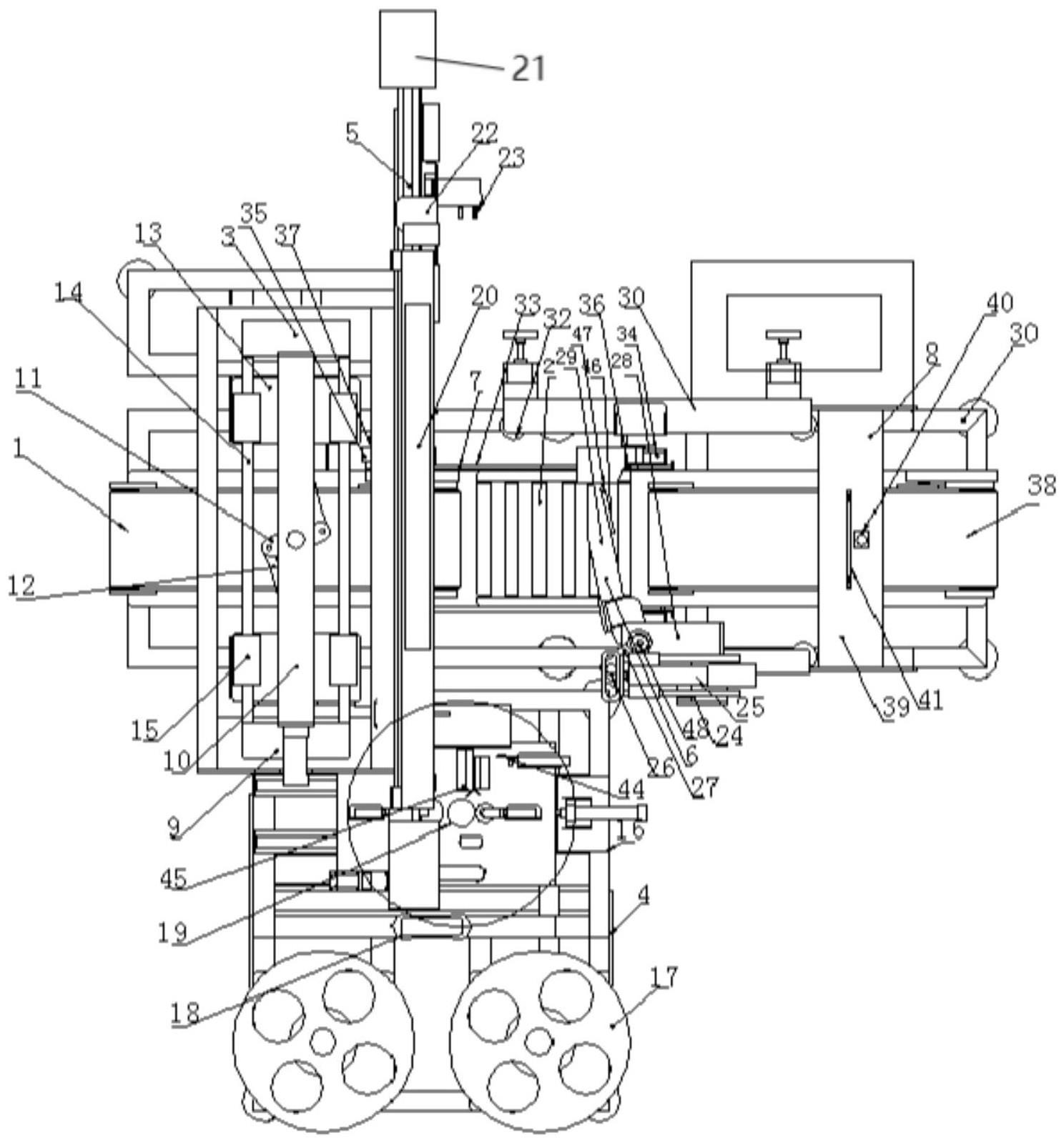
2、本发明的技术方案是这样实现的:一种自动套条机,包括:
3、输送装置,用于输送叠放的石膏板;
4、包装条传送装置,设置于输送装置的一侧,用于放置及传送包装条;
5、包装条夹持装置,设置于输送装置的上方,用于夹包装条的一端并从将其从输送装置的一侧拉动至另一侧;
6、推料装置,升降设置于输送装置的下方,推料时升起,用于对石膏板进行推动;
7、摆杆装置,转动设置在输送装置的侧部,可将从包装条传送装置传送出来的包装条转动压覆在石膏板的侧部;
8、包装条压紧装置,设置于输送装置的两侧,用于将包装条压紧在石膏板侧面;
9、喷胶装置,设置在包装条传送装置上或设置于包装条传送装置与包装条夹持装置之间,用于向包装条表面喷涂胶水。
10、作为一种优选的实施方式,所述摆杆装置的其中一端摆动设置在输送装置与包装条传送装置之间,所述摆杆装置与输送装置相对的一侧固定设置有吸盘,所述吸盘用于吸住包装条防止其下垂。
11、作为一种优选的实施方式,所述摆杆装置包括摆杆固定座和能够在摆杆固定座上摆动的摆杆,摆杆固定座上设有电机,电机用于驱动摆杆的摆动。
12、作为一种优选的实施方式,所述摆杆装置包括摆杆固定座,所述摆杆固定座上固定设置有推动气缸,所述推动气缸的活动端固定设置有活动框,所述活动框内活动设置有第二连杆,所述摆杆固定座固定设置有摆杆活动座,所述摆杆活动座处转动设置有摆杆,所述第二连杆背离活动框的一端垂直且固定设置有转动轴,所述转动轴穿出摆杆活动座与摆杆固定连接,所述摆杆绕转动轴转动。
13、作为一种优选的实施方式,所述包装条压紧装置包括设置在输送装置外侧的安装架,所述安装架上设置有压紧框,所述压紧框侧壁转动设置有若干均匀分布的压紧轮。
14、作为一种优选的实施方式,该自动套条机还包括同步对齐装置,所述同步对齐装置包括对称设置的两个安装座,两个所述安装座之间固定设置有安装板,所述安装板底部转动设置有摆臂,所述摆臂的两端分别转动设置有第一连杆,两个所述第一连杆背离摆臂的端部分别转动设置有滑座,两个所述安装座之间固定设置有导轨,所述导轨上滑动设置有与滑座相对应的滑块,所述滑块与滑座固定连接。
15、作为一种优选的实施方式,所述包装条传送装置包括底架,所述底架上转动设置有包装条放置转盘和包装条传送导向组件,所述包装条传送导向组件至少包含一个导向辊和/或相互配合的两个导向辊和/或相互配合的导向辊和导向板,所述包装条传送导向组件沿着包装条传送方向设置,所述包装条传送导向组件位于包装条放置转盘与输送装置之间,所述包装条传送导向组件靠近输送装置还设置有挡纸板,包装条从所述挡纸板处穿出,所述挡纸板处设置有切刀,所述切刀将从挡纸板处穿出的包装纸进行裁切。
16、作为一种优选的实施方式,所述底架上设置有至少两个包装条放置转盘和至少两组包装条传送导向组件,所述底架下部设置有滑动导轨,所述底架沿输送装置的输送方向移动。
17、作为一种优选的实施方式,所述包装条夹持装置包括桁架,所述桁架一端设置有驱动电机,所述桁架上活动设置有夹紧抓手底座,所述夹紧抓手底座上固定设置有夹紧抓手,所述驱动电机驱动夹紧抓手底座沿桁架的设置方向从移动,用于将包装条从输送装置的一侧拉送到另一侧。
18、作为一种优选的实施方式,所述推料底座的两端分别可升降设置有压紧块,推料时所述压紧块升起,所述推料底座带动压紧块在输送装置处平移推动石膏板;推料完成时,所述压紧块下降,所述推料底座带动压紧块在输送装置处进行与推料方向相反的平移。
19、作为一种优选的实施方式,所述摆杆装置活动端的端部设置过渡辊,用于在所述推料装置推动石膏板前进时,对包装条进行导向。
20、采用了上述技术方案后,本发明的有益效果是:
21、生产完成后的石膏板叠放进入到输送装置内,包装条放置在包装条传送装置处,通过输送装置将石膏板传送至同步对齐装置处,通过同步对齐装置对叠放的石膏板侧面进行对齐,对齐后的石膏板通过输送装置继续传送,当叠放石膏板到达包装条夹持装置处,包装条夹持装置移动至包装条传送装置处并拉动包装条移动,随着输送装置继续传送石膏板,石膏板的侧面与包装条接触,此时由于包装条压紧装置的设置,将包装条压紧在石膏板侧面,推料组件对石膏板进行推动且随着输送装置对其进行的传送,摆杆装置摆动带动包装条至与石膏板侧面平行的位置,至此实现石膏板包装过程,该设备能将石膏板的对齐与贴包装条过程集成为一体,减少人工投入,提高了生产效率。
技术特征:
1.一种自动套条机,其特征在于,包括:
2.根据权利要求1所述的一种自动套条机,其特征在于,所述摆杆装置的其中一端摆动设置在输送装置与包装条传送装置之间,所述摆杆装置与输送装置相对的一侧固定设置有吸盘,所述吸盘用于吸住包装条防止其下垂。
3.根据权利要求1所述的一种自动套条机,其特征在于,所述摆杆装置包括摆杆固定座和能够在摆杆固定座上摆动的摆杆,摆杆固定座上设有电机,电机用于驱动摆杆的摆动。。
4.根据权利要求1所述的一种自动套条机,其特征在于,所述摆杆装置包括摆杆固定座,所述摆杆固定座上固定设置有推动气缸,所述推动气缸的活动端固定设置有活动框,所述活动框内活动设置有第二连杆,所述摆杆固定座固定设置有摆杆活动座,所述摆杆活动座处转动设置有摆杆,所述第二连杆背离活动框的一端垂直且固定设置有转动轴,所述转动轴穿出摆杆活动座与摆杆固定连接,所述摆杆绕转动轴转动。
5.根据权利要求1所述的一种自动套条机,其特征在于,所述包装条压紧装置包括设置在输送装置外侧的安装架,所述安装架上设置有压紧框,所述压紧框侧壁转动设置有若干压紧轮。
6.根据权利要求1所述的一种自动套条机,其特征在于,该自动套条机还包括同步对齐装置,所述同步对齐装置包括对称设置的两个安装座,两个所述安装座之间固定设置有安装板,所述安装板底部转动设置有摆臂,所述摆臂的两端分别转动设置有第一连杆,两个所述第一连杆背离摆臂的端部分别转动设置有滑座,两个所述安装座之间固定设置有导轨,所述导轨上滑动设置有与滑座相对应的滑块,所述滑块与滑座固定连接。
7.根据权利要求1所述的一种自动套条机,其特征在于,所述包装条传送装置包括底架,所述底架上转动设置有包装条放置转盘和包装条传送导向组件,所述包装条传送导向组件至少包含一个导向辊和/或相互配合的两个导向辊和/或相互配合的导向辊和导向板,所述包装条传送导向组件沿着包装条传送方向设置,所述包装条传送导向组件位于包装条放置转盘与输送装置之间,所述包装条传送导向组件靠近输送装置还设置有挡纸板,包装条从所述挡纸板处穿出,所述挡纸板处设置有切刀,所述切刀将从挡纸板处穿出的包装纸进行裁切。
8.根据权利要求7所述的一种自动套条机,其特征在于,所述底架上设置有至少两个包装条放置转盘和至少两组包装条传送导向组件,所述底架下部设置有滑动导轨,所述底架沿输送装置的输送方向移动。
9.根据权利要求1所述的一种自动套条机,其特征在于,所述包装条夹持装置包括桁架,所述桁架一端设置有驱动电机,所述桁架上活动设置有夹紧抓手底座,所述夹紧抓手底座上固定设置有夹紧抓手,所述驱动电机驱动夹紧抓手底座沿桁架的设置方向从移动,用于将包装条从输送装置的一侧拉送到另一侧。
10.根据权利要求1所述的一种自动套条机,其特征在于,所述推料装置包括推料底座,所述推料底座的两端分别可升降设置有压紧块,所述压紧块包括第一压紧块和第二压紧块,推料时所述第一压紧块和第二压紧块升起,所述第二压紧块相对于第一压紧块平移,实现石膏板的对齐压紧后,所述推料底座带动压紧块在输送装置处平移推动石膏板;推料完成时,所述压紧块下降,所述推料底座带动压紧块在输送装置处进行与推料方向相反的平移。
技术总结
本发明提出了一种自动套条机,包括输送装置,用于输送叠放的石膏板;包装条传送装置,用于放置及传送包装条;包装条夹持装置,用于夹包装条的一端并从将其从输送装置的一侧拉动至另一侧;推料装置,升降设置于输送装置的下方,推料时升起,用于对石膏板进行推动;摆杆装置,转动设置在输送装置的侧部,可将从包装条传送装置传送出来的包装条转动压覆在石膏板的侧部;包装条压紧装置,设置于输送装置的两侧,用于将包装条压紧在石膏板侧面;喷胶装置,设置在包装条传送装置上或设置于包装条传送装置与包装条夹持装置之间,用于向包装条喷涂胶水。借此,本发明具有能将石膏板的对齐和套条集成为一体,减少人工操作的投入,提高了生产效率的优点。
技术研发人员:盛东营,王永武,伯昊阳,赵月祥,董学博
受保护的技术使用者:山东瑞邦智能装备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!