对齐辊道控制方法与流程
本发明涉及轧钢,具体而言,涉及一种对齐辊道控制方法。
背景技术:
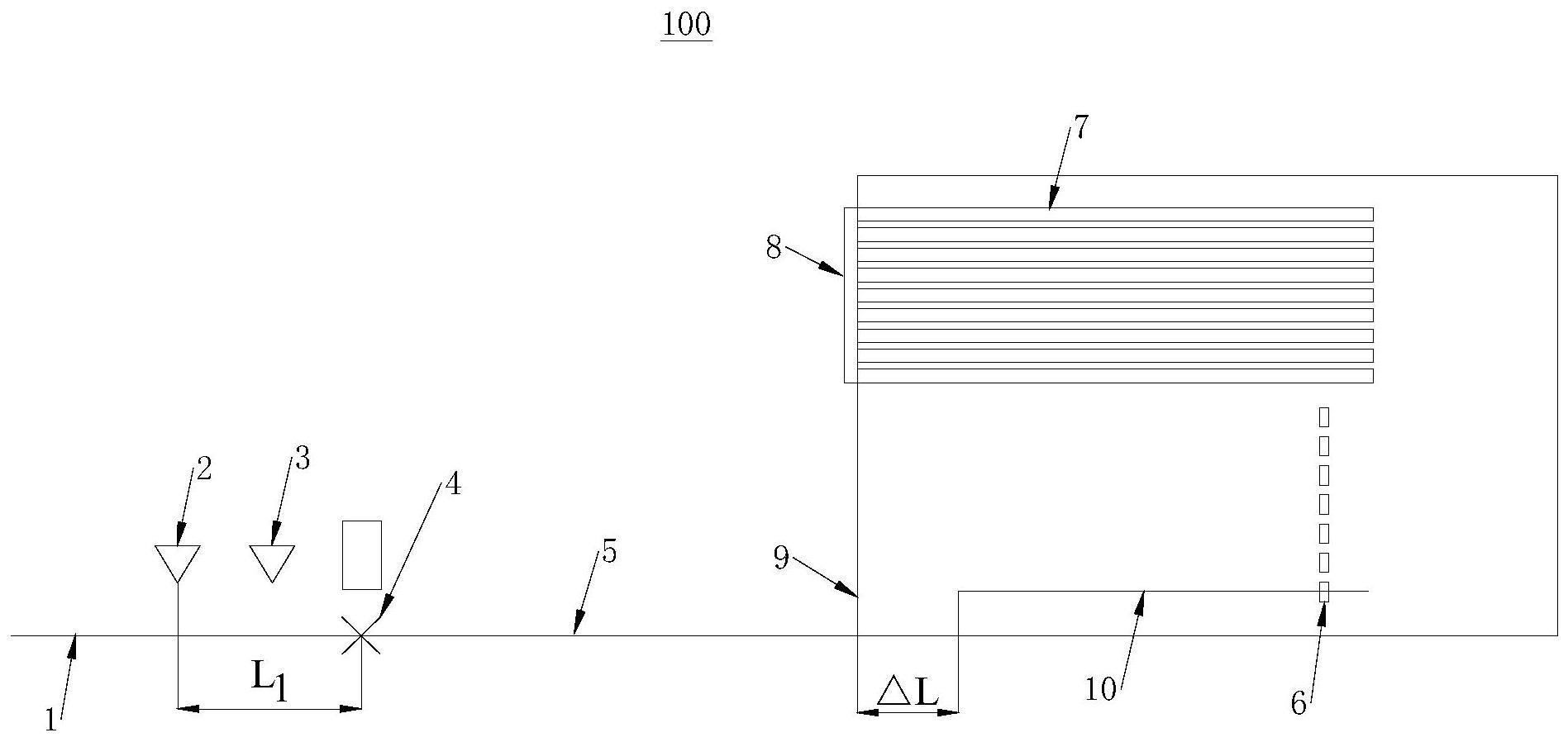
1、在生产圆钢的过程中,飞剪剪切后的倍尺经输入辊道输送至动齿,动齿步进将倍尺输送至对齐辊道上,对齐辊道将倍尺输送至对齐挡板使其端部对齐,对齐辊道是人工控制启停且频率设置最大、没有调节,通常生产时辊道电机长期运行,倍尺在对齐辊道第3槽到第4槽就对齐了,后面还有4到5槽倍尺头部抵着对齐挡板由动齿继续向后输送,不仅造成电能浪费、加快辊道磨损速度,在轧圆钢时还会造成圆钢表面磨损等质量问题。
技术实现思路
1、本发明实施例要解决的技术问题:对齐辊道是人工启停,且生产时是长期运行,会造成电能浪费,加快辊道磨损速度,产品表面磨损等问题。
2、本发明的目的包括提供了一种对齐辊道控制方法,其能够控制倍尺钢在对齐辊道最后1到2槽时对齐,减缓辊道磨损速度,避免圆钢表面磨损。
3、本发明的实施例可以这样实现:
4、本发明提供一种对齐辊道控制方法,对齐辊道控制方法包括:
5、s1:计算动齿动作的平均时间t平;
6、s2:根据平均时间t平,计算倍尺钢在对齐辊道槽内的可移动时间t平;
7、s3:根据可移动时间t平,计算在第n-1个槽时,实现倍尺钢在对齐辊道内对齐所需要的运行速度v,其中,n为对齐辊道的槽数;
8、s4:根据运行速度v,计算电机设定频率△f;
9、s5:基于摩擦力和电机设定频率△f,控制电机频率f,实现倍尺钢在对齐辊道内对齐。
10、在可选的实施方式中,s1包括:
11、获取钢坯倍尺总长度l总、终轧速度v末以及每根钢坯剪切的倍尺根数x,得到动齿动作的平均时间t平。
12、在可选的实施方式中,在s1中,动齿动作的平均时间t平=l总/(v末*x)。
13、在可选的实施方式中,s2包括:
14、获取动齿时间动齿动作后将倍尺钢举起脱离对齐辊道的时间t1、将倍尺钢落到下一个槽的时间t2,得到倍尺钢在对齐辊道槽内的可移动时间t平。
15、在可选的实施方式中,在s2中,倍尺钢在对齐辊道槽内的可移动时间t平=t平-x*(t2-t1)。
16、在可选的实施方式中,s3包括:
17、获取对齐辊道的槽数n、倍尺钢卸到动齿上时倍尺钢左端到冷床左端的距离△l,得到在第n-1个槽时,实现倍尺钢在对齐辊道内对齐所需要的运行速度v。
18、在可选的实施方式中,在s3中,运行速度v=△l/{(n-1)*t平}。
19、在可选的实施方式中,s4包括:
20、获取对齐辊道减速比i、电机极对数p、输出辊子直径d,并根据运行速度v,得到电机设定频率△f。
21、在可选的实施方式中,在s4中,电机设定频率△f=△lip/{7πd*(l总/(v末*x)-x*(t2-t1))},其中,i为对齐辊道减速比,p为电机极对数,d为输出辊子直径,π是常数3.14。
22、在可选的实施方式中,在s5中,电机频率f=△f+f调,其中,f调为手动加减频率值。
23、本实施例提供的对齐辊道控制方法包括以下有益效果:
24、1.通过控制逻辑优化,使实现对齐辊道自动启停控制,并结合倍尺钢上床距离等参数,自动调节对齐辊运行时的速度,使倍尺钢在对齐辊道最后1到2槽对齐;
25、2.可以有效的节约电能损耗,降低生产成本,提高经济效益;
26、3.减小倍尺钢对齐后对对齐辊的磨损;
27、4.减小对齐辊道在倍尺钢对齐后对倍尺钢的表面磨损,提高产品表面质量。
技术特征:
1.一种对齐辊道控制方法,其特征在于,所述对齐辊道控制方法包括:
2.根据权利要求1所述的对齐辊道控制方法,其特征在于,s1包括:
3.根据权利要求2所述的对齐辊道控制方法,其特征在于,在s1中,动齿(6)动作的平均时间t平=l总/(v末*x)。
4.根据权利要求2所述的对齐辊道控制方法,其特征在于,s2包括:
5.根据权利要求4所述的对齐辊道控制方法,其特征在于,在s2中,倍尺钢(10)在对齐辊道(7)槽内的可移动时间t平=t平-x*(t2-t1)。
6.根据权利要求4所述的对齐辊道控制方法,其特征在于,s3包括:
7.根据权利要求6所述的对齐辊道控制方法,其特征在于,在s3中,运行速度v=△l/{(n-1)*t平}。
8.根据权利要求4所述的对齐辊道控制方法,其特征在于,s4包括:
9.根据权利要求8所述的对齐辊道控制方法,其特征在于,在s4中,电机设定频率△f=△lip/{7πd*(l总/(v末*x)-x*(t2-t1))},其中,i为对齐辊道(7)减速比,p为电机极对数,d为输出辊子直径,π是常数3.14。
10.根据权利要求1所述的对齐辊道控制方法,其特征在于,在s5中,电机频率f=△f+f调,其中,f调为手动加减频率值。
技术总结
本发明的实施例提供了一种对齐辊道控制方法,涉及轧钢技术领域。对齐辊道控制方法包括:S1:计算动齿动作的平均时间t<subgt;平</subgt;;S2:根据平均时间t<subgt;平</subgt;,计算倍尺钢在对齐辊道槽内的可移动时间T<subgt;平</subgt;;S3:根据可移动时间T<subgt;平</subgt;,计算在第N‑1个槽时,实现倍尺钢在对齐辊道内对齐所需要的运行速度V,其中,N为对齐辊道的槽数;S4:根据运行速度V,计算电机设定频率△f;S5:基于摩擦力和电机设定频率△f,控制电机频率f,实现倍尺钢在对齐辊道内对齐。对齐辊道控制方法能够控制倍尺钢在对齐辊道最后1到2槽时对齐,减缓辊道磨损速度,避免圆钢表面磨损。
技术研发人员:殷园,易清,徐文华,高峰,王娟
受保护的技术使用者:宝武集团鄂城钢铁有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!