一种多通道包装机的补盒方法与流程
本发明属于包装机包装领域,更具体的说涉及一种多通道包装机的补盒方法。
背景技术:
1、为了提升包装效率,现有技术中已提出了多通道计数包装机,现有技术中的多通道计数包装机,其是通过多个并设的送料通道和计数储料仓实现对物料输送和计数,最后这些被计数的物料均进入一总的落料斗,实现出料和分包。上述多通道计数包装机虽然有效的提高了一定的包装效率,然而因多输送通道物料都汇集在一个总的落料通道和一个总的落料斗,发现其在包装过程中,进入上仓内物料会出现等待和物料暂停输送的问题,不能实现不停机或不停止输送物料的连续计数,会在一定程度上影响包装效率。为解决这一问题,本申请人研发出多通道独立包装的包装机,即每一个通道分别对接一个包装盒,实现多盒同时并行包装,有效的解决了物料输送长时间等待的问题,有效的提高了包装效率。然而,这种包装机与包装方法在供盒补盒时,按照常规的依序补盒,发现会出现部分或某些通道内补盒不及时或长时间得不到补盒问题,导致本通道内物料会一直堆积而无法装盒,导致落料系统故障,影响正常装盒工作。
技术实现思路
1、本发明的目的在于提供一种多通道包装机的补盒方法,解决背景技术中提出的问题,使得每个落料通道均能实现及时补盒,避免通道内物料因一直堆积无法装盒导致的落料系统故障问题。
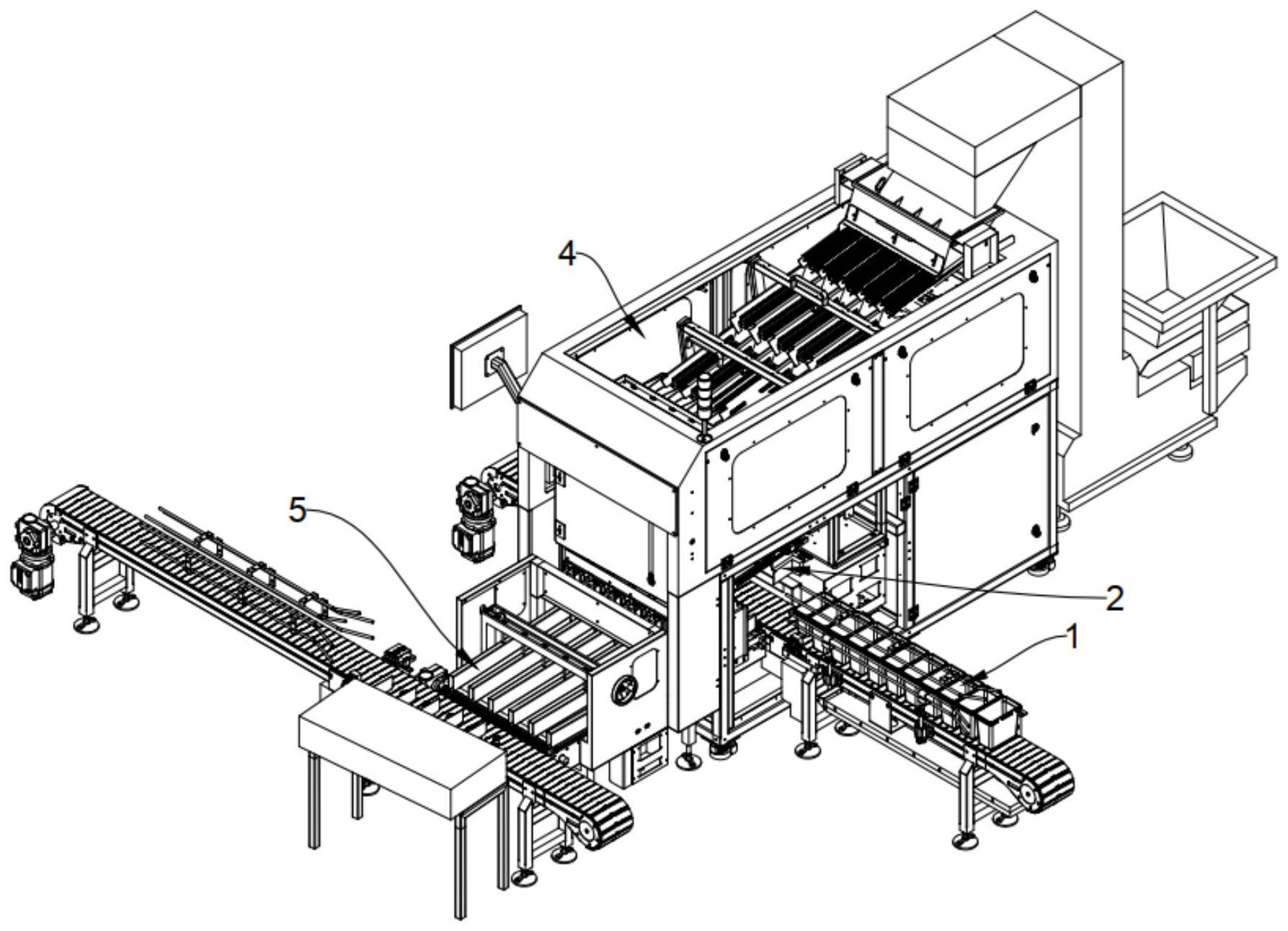
2、本发明技术方案一种多通道包装机的补盒方法,所述多通道包装机包括供料送料装置和补盒装置,所述供料送料装置包括5组独立的落料通道,所述补盒装置包括一补盒输送链和分别与5组落料通道一一对应的5组补盒机构,5组补盒机构将补盒输送链上输送的包装盒分别向5组落料通道补盒,补盒方法为:
3、第一步,分别对5组落料通道进行标记:沿补盒输送链的输送方向,由补盒输送链前端至后端将5组落料通道标记为e、d、c、b、a;
4、第二步,设置5组落料通道的补盒优先级别:第一优先级:连续两次补盒操作时,需间隔1个及1个以上落料通道进行补盒;第二优先级:落料通道的补盒排列优先级为e>d>c>b>a;且在补盒时,优先满足第一优先级;
5、第三步,补盒:包装盒沿所述补盒输送链输送至待补盒的落料通道对应位置,然后补盒机构将补盒输送链上的包装盒推出至待补盒的落料通道内。
6、优选地,所述供料送料装置还包括5组独立的供料通道,所述供料通道为横向通道,包括呈向下倾斜状并串设的一级送料组件、二级送料组件和三级送料组件;所述一级送料组件、所述二级送料组件和所述三级送料组件均独立设置,并均包括倾斜送料槽和连接于所述倾斜送料槽底部的振动机;所述三级送料组件的倾斜送料槽末端与落料通道前段对接。
7、优选地,所述落料通道为竖向通道,所述落料通道内呈上下位置依次设置有上缓存仓组件、下缓存仓组件和出料仓组件;所述上缓存仓组件包括上缓存仓和上缓存仓门,所述下缓存仓组件包括下缓存仓和下缓存仓门,所述出料仓组件包括设置在所述下缓存仓下方的出料斗;所述上缓存仓的上端前部设置有计数组件,所述计数组件与控制系统信号连接并对进入所述上缓存仓内物料进行实时计数;
8、包装计数时,上缓存仓门打开而下缓存仓门关闭,物料直接进入下缓存仓内,在下缓存仓内物料数量达到分包包装数量后,上缓存仓门关闭,计数组件同步获得进入上缓存仓内物料数量,同时下缓存仓门打开,下缓存仓内物料全部经过出料斗并进入第二挡盒气缸阻挡的包装盒内;在下缓存仓内物料全部落出后,下缓存仓门关闭,上缓存仓门打开,上缓存仓内物料一次性进入下缓存仓。
9、优选地,各落料通道的下部均设置有导盒输送链;沿导盒输送链的输送方向,所述导盒输送链上方设置有第一挡盒气缸和第二挡盒气缸;所述第一挡盒气缸靠近补盒输送链设置,第一挡盒气缸和第二挡盒气缸之间距离大于一包装盒长度,所述第一挡盒气缸与补盒输送链之间距离大于一包装盒长度;所述第二挡盒气缸设置在落料通道后方,沿落料通道落下的物料,进入被第二挡盒气缸阻挡的包装盒内。
10、优选地,所述导盒输送链和所述补盒机构分设在所述补盒输送链的两侧;所述补盒机构包括呈l型的推板和连接在所述推板上且与所述补盒输送链的输送方向垂直的水平推盒气缸,所述推板包括与补盒输送链的输送方向垂直的第一竖板和与补盒输送链的输送方向平行的第二竖板,所述第二竖板固接在第一竖板远离补盒输送链的端部。
11、本发明技术方案的一种多通道包装机的补盒方法有益效果是:通过改变常规的补盒顺序,设置合理的补盒优先级,确保各个落料通道能够及时的补盒,避免通道内物料因一直堆积无法装盒导致的落料系统故障问题。
技术特征:
1.一种多通道包装机的补盒方法,其特征在于,所述多通道包装机包括供料送料装置和补盒装置,所述供料送料装置包括5组独立的落料通道,所述补盒装置包括一补盒输送链和分别与5组落料通道一一对应的5组补盒机构,5组补盒机构将补盒输送链上输送的包装盒分别向5组落料通道补盒,补盒方法为:
2.根据权利要求1所述的多通道包装机的补盒方法,其特征在于,所述供料送料装置还包括5组独立的供料通道,所述供料通道为横向通道,包括呈向下倾斜状并串设的一级送料组件、二级送料组件和三级送料组件;所述一级送料组件、所述二级送料组件和所述三级送料组件均独立设置,并均包括倾斜送料槽和连接于所述倾斜送料槽底部的振动机;所述三级送料组件的倾斜送料槽末端与落料通道前段对接。
3.根据权利要求1所述的多通道包装机的补盒方法,其特征在于,所述落料通道为竖向通道,所述落料通道内呈上下位置依次设置有上缓存仓组件、下缓存仓组件和出料仓组件;所述上缓存仓组件包括上缓存仓和上缓存仓门,所述下缓存仓组件包括下缓存仓和下缓存仓门,所述出料仓组件包括设置在所述下缓存仓下方的出料斗;所述上缓存仓的上端前部设置有计数组件,所述计数组件与控制系统信号连接并对进入所述上缓存仓内物料进行实时计数;
4.根据权利要求1所述的多通道包装机的补盒方法,其特征在于,各落料通道的下部均设置有导盒输送链;沿导盒输送链的输送方向,所述导盒输送链上方设置有第一挡盒气缸和第二挡盒气缸;所述第一挡盒气缸靠近补盒输送链设置,第一挡盒气缸和第二挡盒气缸之间距离大于一包装盒长度,所述第一挡盒气缸与补盒输送链之间距离大于一包装盒长度;所述第二挡盒气缸设置在落料通道后方,沿落料通道落下的物料,进入被第二挡盒气缸阻挡的包装盒内。
5.根据权利要求4所述的多通道包装机的补盒方法,其特征在于,所述导盒输送链和所述补盒机构分设在所述补盒输送链的两侧;所述补盒机构包括呈l型的推板和连接在所述推板上且与所述补盒输送链的输送方向垂直的水平推盒气缸,所述推板包括与补盒输送链的输送方向垂直的第一竖板和与补盒输送链的输送方向平行的第二竖板,所述第二竖板固接在第一竖板远离补盒输送链的端部。
技术总结
本发明公开了一种多通道包装机的补盒方法,首选分别对5组落料通道进行标记:沿补盒输送链的输送方向,由补盒输送链前端至后端将5组落料通道标记为E、D、C、B、A;然后设置5组落料通道的补盒优先级别:第一优先级:连续两次补盒操作时,需间隔1个及1个以上落料通道进行补盒;第二优先级:落料通道的补盒排列优先级为E>D>C>B>A;且在补盒时,优先满足第一优先级;最后补盒机构将补盒输送链上的包装盒推出至待补盒的落料通道内;本发明的多通道包装机的补盒方法,使得每个落料通道均能实现及时补盒,避免通道内物料因一直堆积无法装盒导致的落料系统故障问题。
技术研发人员:蒋晓魁
受保护的技术使用者:合肥智皖电子科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!