料带传送控制系统的制作方法
本发明涉及低压空气开关的生产制造,特别是一种料带传送控制系统。
背景技术:
1、低压空气开关中有触头组件,该触头组件包括支架、动触头、脱扣栓以及其上设置的两根定位轴,其中动触头焊接在支架的一端,一根定位轴用于将支架铰接在脱扣栓上,另一根定位轴用来限制支架转动的范围。
2、目前触头组件的生产采用手工作业的方式,手持焊枪将动触头与支架进行焊接,再将支架放入脱扣栓内,通过定位轴将二者组装在一起,由于各工序均需要手工作业,使得触头组件的生产效率较低。
技术实现思路
1、有鉴于此,本发明提出了一种料带传送控制系统,用于实现触头组件的自动化生产过程中料带传送的自动化。
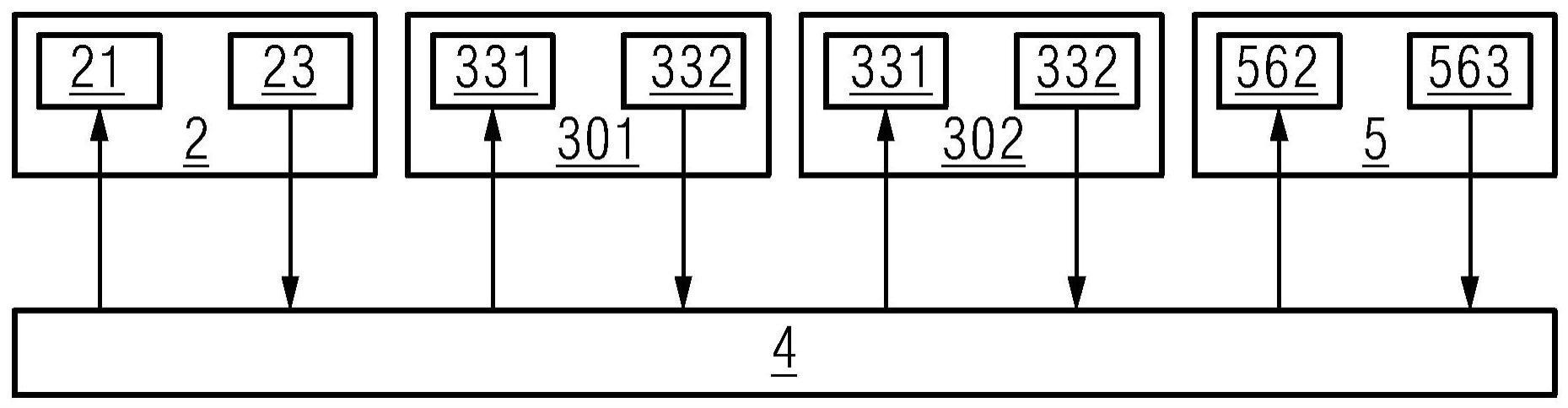
2、本申请提供的料带传送控制系统包括机台以及设置在机台上的多段走料轨道、第一夹料机构、第二夹料机构、一个拉料机构以及一个控制器。机台上设置有沿直线排列的多段走料轨道,所述走料轨道用于支承所述料带。第一夹料机构及第二夹料机构均与多段走料轨道排列在同一直线上,并分别用于夹紧及松开料带,且所述第一夹料机构设置在所述机台上。拉料机构用于驱动所述第二夹料机构沿着所述走料轨道移动。所述控制器与所述第一夹料机构、第二夹料机构及所述拉料机构信号连接。并且,所述控制器配置成:控制所述第一夹料机构松开料带、第二夹料机构夹紧料带;控制所述拉料机构动作以使所述第二夹料机构带动料带前移一个步距;当所述料带前移一个步距后,控制所述第一夹料机构夹紧料带、第二夹料机构松开料带;控制所述拉料机构动作以使所述第二夹料机构后退一个步距。
3、本申请提供的上述料带传送控制系统中,第一夹料机构、第二夹料机构以及一个拉料机构均可由控制器进行上述协同控制。在拉料机构动作以使所述第二夹料机构带动料带前移一个步距后,完成一个拉料工序;以及,当拉料机构动作以使所述第二夹料机构后退一个步距后,准备下一个拉料工序。同时,在料带完成一次传送后,其他加工机构即可对料带进行裁切、焊接、铆接及组装等加工过程。如此往复,该传送系统即可在触头组件的自动化生产过程中不断地对料带进行传送,并提高触头组件的生产效率。
4、在本申请提供的上述料带传送控制系统的优选的技术方案中,该料带传送控制系统还包括用于导正料带的至少一个定位机构,该定位机构设置在所述机台的进料侧的走料轨道上。其中,所述控制器还与所述定位机构信号连接,所述控制器还配置成:当控制所述第一夹料机构夹紧料带后,控制所述定位机构动作以导正料带。
5、在上述技术方案中,由于各加工机构对料带进行裁切、焊接、铆接及组装等加工过程时要求料带位置的准确性及稳定性有一定的要求。当所述第一夹料机构夹紧料带后,再由控制器控制所述定位机构动作以导正料带,可以使得料带始终保持在各加工机构要求的位置,从而有利于触头组件的自动化生产过程更稳定及可靠。
技术特征:
1.料带传送控制系统,其特征在于,包括:
2.根据权利要求1所述的料带传送控制系统,其特征在于,所述第一夹料机构(301)及第二夹料机构(302)均包括:
3.根据权利要求2所述的料带传送控制系统,其特征在于,所述第一驱动装置包括:
4.根据权利要求3所述的料带传送控制系统,其特征在于,所述控制器(4)还配置成:当控制器在设定时间段内未收到第一磁性开关(332)反馈的由断开转为导通的信号时,发出报警信号。
5.根据权利要求1所述的料带传送控制系统,其特征在于,所述拉料机构(2)包括:
6.根据权利要求5所述的料带传送控制系统,其特征在于,所述第二驱动装置包括:
7.根据权利要求1所述的料带传送控制系统,其特征在于,还包括:
8.根据权利要求7所述的料带传送控制系统,其特征在于,所述定位机构(5)包括:
9.根据权利要求8所述的料带传送控制系统,其特征在于,所述控制器(4)还配置成:
10.根据权利要求8所述的料带传送控制系统,其特征在于,所述控制器(4)还配置成:
技术总结
本发明涉及低压空气开关的生产制造技术领域,特别是一种料带传送控制系统。在该料带传送控制系统中,第一夹料机构(301)、第二夹料机构(302)以及一个拉料机构(2)均可由一个控制器(4)进行协同控制。在拉料机构(2)动作以使第二夹料机构(302)带动料带(b)前移一个步距后,完成一个拉料工序;以及,当拉料机构(2)动作以使第二夹料机构(302)后退一个步距后,准备下一个拉料工序。同时,在料带(b)完成一次传送后,其他加工机构即可对料带(b)进行裁切、焊接、铆接及组装等加工过程。如此往复,该料带传送控制系统即可在触头组件的自动化生产过程中不断地对料带(b)进行传送,并提高触头组件的生产效率。
技术研发人员:胡金利,欧定斌,刘俊强,马丹
受保护的技术使用者:上海西门子线路保护系统有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!