一种汽车轮边加工中心上料装置的制作方法
本发明主要涉及轮边壳加工领域,具体是一种汽车轮边加工中心上料装置。
背景技术:
1、轮边减速器是汽车传动系中最后一级减速增扭装置,采用轮边减速器可满足在总传动比相同的条件下,使变速器、传动轴、主减速器、差速器、半轴等部件的载荷减少,尺寸变小以及使驱动桥获得较大的离地间隙等优点,它被广泛应用于载重货车、大型客车、越野汽车及其他一些大型工矿用车。
2、轮边减速器主要由轮边壳、输入轴与行星轮系统几部分组成,其中轮边壳作为各部件的防护、安装部件,其端面法兰以及底面具有若干安装孔、销孔以及螺纹油孔,在进行轮边外圆、内腔以及底面中心孔的粗车、精车之后,需要吊运固定在加工中心上进行各个孔位的加工。目前主要通过行车吊运加上手动调整的方式将轮边壳固定在工装上,在完成法兰面的孔位加工之后,需要将工件卸下转运到另一加工中心上,利用第二套模具对轮边壳进行翻转固定,完成轮边壳的底面孔位加工。这种加工工艺将孔位加工分隔为两道工序,利用两套工装进行两次上料完成。整体工艺需要对工件进行两次上料以及定位装夹,非加工时间较长,导致加工效率较低,且加工过程需要人工参与程度高,增加了人力成本。
技术实现思路
1、为解决现有技术的不足,本发明提供了一种汽车轮边加工中心上料装置,它合并了轮边壳的法兰端以及底面端孔位的加工工序,加工效率得到了极大提高,且提高了自动化程度,降低了人力成本。
2、本发明为实现上述目的,通过以下技术方案实现:
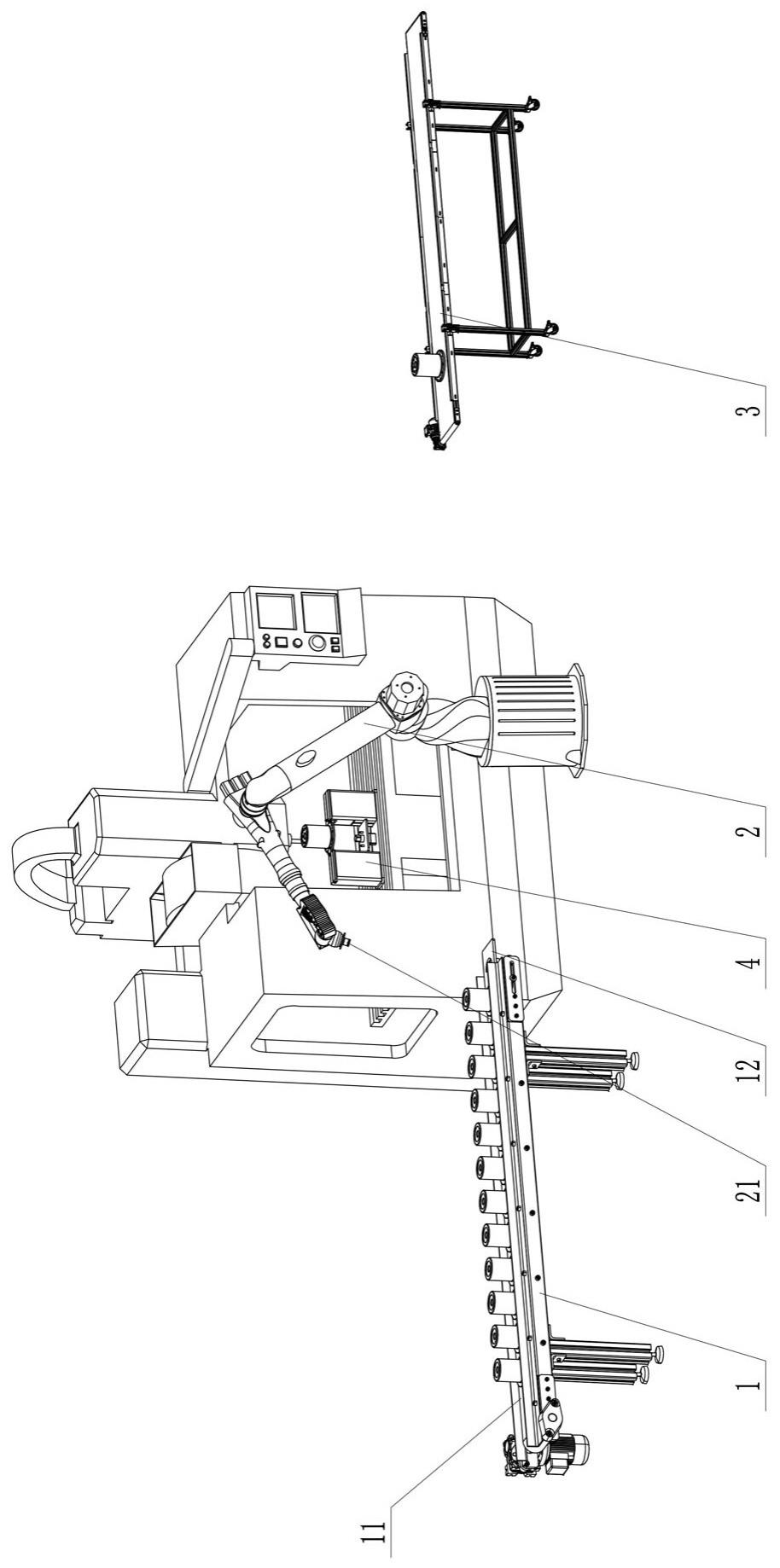
3、一种汽车轮边加工中心上料装置,包括承载架、机械手、承接架以及设置在加工中心工作台上的定位工装,所述承载架上具有送料输送带,所述送料输送带前端设置取料平台,所述取料平台底部设置可升降的定位弧板,所述定位弧板与轮边壳内壁相适应;所述机械手至少具有三自由度,所述机械手前端设置夹头,所述夹头底部铰接若干卡爪,所述卡爪末端的铰接位置为圆弧形且具有环齿,所述夹头中心设置夹头电机,所述夹头电机的电机轴上设置与环齿啮合的驱动齿轮;所述承接架设置在承载架相对一侧,所述定位工装包括工装底座,所述工装底座两侧具有工装台,所述工装台与工装底座组合成为“u”型结构,两个所述工装台上均设置内轨,所述内轨内滑动设置推动座,所述推动座末端设置推动气缸,两个所述推动座上转动设置翻转轴,所述翻转轴上设置翻转电机,所述翻转轴前端底部固定设置承载板,所述翻转轴前端顶部设置装夹座,所述装夹座上设置装夹气缸,所述装夹气缸的活塞杆上设置装夹片,所述工装底座上设置升降台,所述升降台上设置至少一个定位销,所述升降台中心设置中心柱,所述中心柱底部设置中心气缸,所述中心柱顶部铰接若干压片,所述中心柱内设置压片气缸,所述压片气缸的活塞杆顶端与压片铰接。
4、所述取料平台上具有凹槽,所述定位弧板滑动安装在凹槽内,所述定位弧板底部设置定位气缸,所述定位弧板顶部具有锥度。
5、所述卡爪处于初始状态时,所述卡爪收起在夹头内部。
6、所述工装台侧面具有限位槽,所述承载板与限位槽滑动连接。
7、所述推动气缸为两级气缸,所述推动气缸的一级伸展使得所述承载板前端滑出限位槽但后端仍在限位槽内,所述推动气缸的二级伸展使得所述承载板完全滑出限位槽。
8、所述升降台与工装台滑动连接,所述升降台与工装底座之间设置升降气缸。
9、所述工装台中部设置限位台,所述限位台与升降台顶面相适应。
10、当所述压片处于初始状态时,所述压片位于中心柱内。
11、所述装夹座上转动设置摆动座,所述摆动座上设置摆动电机,所述装夹气缸设置在摆动座上。
12、所述工装台侧面呈倾斜状态设置高压喷嘴。
13、对比现有技术,本发明的有益效果是:
14、本发明完成了轮边壳底面孔位以及法兰端孔位的合并加工,通过一次的上料可以完成两端孔位的加工,减少了一次工件的上下料操作,且通过合并工序,减少了一次工件的转运过程,提高了加工效率。
15、本装置通过机械手完成了轮边壳的自动上下料,提高了轮边壳孔位加工的自动化程度,减少了人工的参与程度,使得一名操作人员能够照看更多的加工中心,从而降低了人力成本。
16、本装置提高了加工工装的电气化程度,通过加工工装的自动化驱动,可带动轮边壳进行翻转,从而完成轮边壳加工位置的转换,极大的提高了加工效率。
技术特征:
1.一种汽车轮边加工中心上料装置,包括承载架(1)、机械手(2)、承接架(3)以及设置在加工中心工作台上的定位工装(4),其特征在于:所述承载架(1)上具有送料输送带(11),所述送料输送带(11)前端设置取料平台(12),所述取料平台(12)底部设置可升降的定位弧板(13),所述定位弧板(13)与轮边壳内壁相适应;所述机械手(2)至少具有三自由度,所述机械手(2)前端设置夹头(21),所述夹头(21)底部铰接若干卡爪(22),所述卡爪(22)末端的铰接位置为圆弧形且具有环齿,所述夹头(21)中心设置夹头电机(23),所述夹头电机(23)的电机轴上设置与环齿啮合的驱动齿轮;所述承接架(3)设置在承载架(1)相对一侧,所述定位工装(4)包括工装底座(41),所述工装底座(41)两侧具有工装台(42),所述工装台(42)与工装底座(41)组合成为“u”型结构,两个所述工装台(42)上均设置内轨(43),所述内轨(43)内滑动设置推动座(44),所述推动座(44)末端设置推动气缸(45),两个所述推动座(44)上转动设置翻转轴(46),所述翻转轴(46)上设置翻转电机(47),所述翻转轴(46)前端底部固定设置承载板(48),所述翻转轴(46)前端顶部设置装夹座(49),所述装夹座(49)上设置装夹气缸(50),所述装夹气缸(50)的活塞杆上设置装夹片(51),所述工装底座(41)上设置升降台(5),所述升降台(5)上设置至少一个定位销(52),所述升降台(5)中心设置中心柱(53),所述中心柱(53)底部设置中心气缸(54),所述中心柱(53)顶部铰接若干压片(55),所述中心柱(53)内设置压片气缸(56),所述压片气缸(56)的活塞杆顶端与压片(55)铰接。
2.根据权利要求1所述的一种汽车轮边加工中心上料装置,其特征在于:所述取料平台(12)上具有凹槽,所述定位弧板(13)滑动安装在凹槽内,所述定位弧板(13)底部设置定位气缸(14),所述定位弧板(13)顶部具有锥度。
3.根据权利要求1所述的一种汽车轮边加工中心上料装置,其特征在于:所述卡爪(22)处于初始状态时,所述卡爪(22)收起在夹头(21)内部。
4.根据权利要求1所述的一种汽车轮边加工中心上料装置,其特征在于:所述工装台(42)侧面具有限位槽(57),所述承载板(48)与限位槽(57)滑动连接。
5.根据权利要求4所述的一种汽车轮边加工中心上料装置,其特征在于:所述推动气缸(45)为两级气缸,所述推动气缸(45)的一级伸展使得所述承载板(48)前端滑出限位槽(57)但后端仍在限位槽(57)内,所述推动气缸(45)的二级伸展使得所述承载板(48)完全滑出限位槽(57)。
6.根据权利要求1所述的一种汽车轮边加工中心上料装置,其特征在于:所述升降台(5)与工装台(42)滑动连接,所述升降台(5)与工装底座(41)之间设置升降气缸(58)。
7.根据权利要求6所述的一种汽车轮边加工中心上料装置,其特征在于:所述工装台(42)中部设置限位台(59),所述限位台(59)与升降台(5)顶面相适应。
8.根据权利要求1所述的一种汽车轮边加工中心上料装置,其特征在于:当所述压片(55)处于初始状态时,所述压片(55)位于中心柱(53)内。
9.根据权利要求1-8任一项所述的一种汽车轮边加工中心上料装置,其特征在于:所述装夹座(49)上转动设置摆动座(491),所述摆动座(491)上设置摆动电机(492),所述装夹气缸(50)设置在摆动座(491)上。
10.根据权利要求1-8任一项所述的一种汽车轮边加工中心上料装置,其特征在于:所述工装台(42)侧面呈倾斜状态设置高压喷嘴。
技术总结
本发明提供一种汽车轮边加工中心上料装置,主要涉及轮边壳加工领域。一种汽车轮边加工中心上料装置,包括承载架、机械手、承接架以及设置在加工中心工作台上的定位工装,所述承载架上具有送料输送带,所述送料输送带前端设置取料平台,所述机械手至少具有三自由度,所述机械手前端设置夹头,所述定位工装包括工装底座,所述工装底座两侧具有工装台,所述工装底座上设置升降台,所述升降台中心设置中心柱,所述中心柱底部设置中心气缸,所述中心柱顶部铰接若干压片,所述中心柱内设置压片气缸。本发明的有益效果在于:本发明合并了轮边壳的法兰端以及底面端孔位的加工工序,加工效率得到了极大提高,且提高了自动化程度,降低了人力成本。
技术研发人员:熊凯申,罗守江,景年飞,高璐璐,姜超
受保护的技术使用者:山东祥瑞工贸有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!