一种门窗装配自动上下料打胶流水线及工作方法与流程
本发明涉及铝合金门窗设备,具体涉及一种门窗装配自动上下料打胶流水线及工作方法。
背景技术:
1、目前,我国的门窗装配码垛打胶方面主要采用人工装配、码垛、搬运,打胶采用人工上下料,无法达到流水线生产。人工码垛、搬运耗费人力、码垛不规整,生产效率低,安全系数低。因此,迫切需要设计开发的一种门窗装配自动上下料打胶流水线及工作方法,能自动码垛,每个装配环节都可实现自动流转,实现物料装配工序中间不落地,大幅度提高生产效率,降低人工成本,既解决了国内市场的需求,也填补了国内市场的空白。
技术实现思路
1、针对现有技术中存在的问题,本发明的目的在于提供一种门窗装配自动上下料打胶流水线及工作方法。
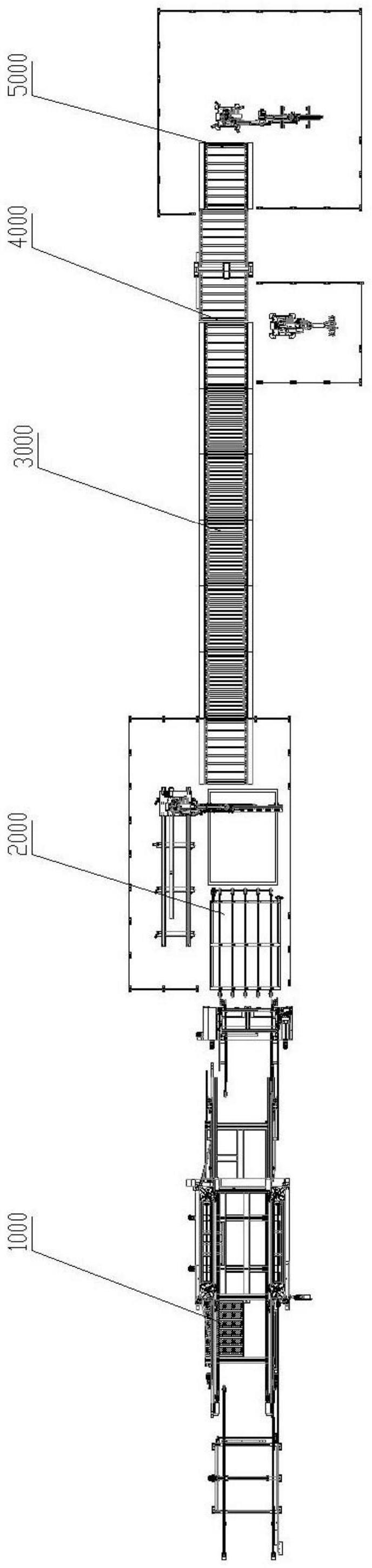
2、本发明解决其技术问题所采用的技术方案是:一种门窗装配自动上下料打胶流水线,包括数控四头自动组角生产流水线、门窗自动下料码垛机、自动输送升降工作台、自动打胶上料翻转台、下料码垛机,所述数控四头自动组角生产流水线、门窗自动下料码垛机、自动输送升降工作台、自动打胶上料翻转台、下料码垛机沿门窗传输方向依次摆放组装成线,自动输送升降工作台可根据生产要求多台顺次摆放。
3、具体的是,所述数控四头自动组角生产流水线包括上料台、组角机、铰链打孔机,上料台沿门窗传输方向布置于生产流水线最前面,上料台将需要组角的门窗传输进入组角机,组角机沿门窗传输方向位于上料台后部,组角机将上料台输入的门窗进行组角,组角机在门窗组角完成后通过自身将成型的门窗传送至铰链打孔机,铰链打孔机沿门窗传输方向位于组角机后部,组角机将组角完毕的门窗传送至铰链打孔机后,铰链打孔机在组角完毕的门窗的打孔位置进行打孔,门窗打孔完毕后由铰链打孔机传送至下道工序。
4、具体的是,所述门窗自动下料码垛机包括下料台、机械手码垛机、窗扇缓存台、码垛位,下料台沿门窗传输方向布置于铰链打孔机后部,下料台将组角及打孔完毕的门窗传送至机械手码垛机可抓取范围处等待抓取,机械手码垛机沿门窗传输方向布置于下料台的左侧,机械手码垛机将根据门窗的类型进行码垛和传送,机械手码垛机将窗框码放在码垛位,窗扇缓存台沿门窗传输方向位于码垛位后侧,机械手码垛机将窗扇抓取放置于窗扇缓存台上传送至下道工序。
5、具体的是,所述自动输送升降工作台沿门窗传输方向依次包括窗扇密封胶条安装工作台、窗扇五金件安装工作台、窗扇压条安装工作台、窗扇玻璃安装工作台、窗扇玻璃垫块安装工作台,窗扇密封胶条安装工作台沿门窗传输方向位于窗扇缓存台后部,窗扇由窗扇缓存台传送至窗扇密封胶条安装工作台上,用于人工对窗扇进行窗扇密封胶条安装;窗扇五金件安装工作台沿门窗传输方向位于窗扇密封胶条安装工作台后部,窗扇密封胶条安装完成后由窗扇密封胶条安装工作台将窗扇传送至窗扇五金件安装工作台,用于人工对窗扇进行窗扇五金件安装;窗扇压条安装工作台沿门窗传输方向位于窗扇五金件安装工作台后部,窗扇五金件安装完成后由窗扇五金件安装工作台将窗扇传送至窗扇压条安装工作台,用于人工对窗扇进行压条的配装;窗扇玻璃安装工作台沿门窗传输方向位于窗扇压条安装工作台后部,窗扇压条配装完成后由窗扇压条安装工作台将窗扇传送至窗扇玻璃安装工作台,用于人工对窗扇进行玻璃的安装;窗扇玻璃垫块安装工作台沿门窗传输方向位于窗扇玻璃安装工作台后部,窗扇玻璃安装完成后由窗扇玻璃安装工作台将窗扇传送至窗扇玻璃垫块安装工作台,用于人工对窗扇进行玻璃垫块的安装,窗扇玻璃垫块安装完成后由窗扇玻璃垫块安装工作台将窗扇传送至下道工序。
6、具体的是,所述自动打胶上料翻转台包括窗扇翻转上料机械手、打胶缓存台、自动打胶机,打胶缓存台沿门窗传输方向位于窗扇玻璃垫块安装工作台后部,窗扇由窗扇玻璃垫块安装工作台传送至打胶缓存台;自动打胶机沿门窗传输方向位于打胶缓存台后部,窗扇由打胶缓存台传送至自动打胶机进行第一面打胶,窗扇打胶完成后由自动打胶机将窗扇传送至下道工序;窗扇翻转上料机械手沿门窗传输方向位于打胶缓存台右侧,窗扇由窗扇翻转上料机械手进行抓取并通过窗扇翻转上料机械手进行180°翻转后由人工将玻璃垫块去除并放置于打胶缓存台上,二次打胶窗扇由打胶缓存台传送至自动打胶机进行窗扇的第二面打胶,窗扇第二面打胶完毕后由自动打胶机传送至下道工序。
7、具体的是,所述下料码垛机包括下料缓存台、码垛机械手、一面胶码垛区、二面胶码垛区,下料缓存台沿门窗传输方向位于自动打胶机后部,窗扇由自动打胶机传送至下料缓存台,下料缓存台将窗扇传送至码垛机械手可抓取范围处等待抓取,码垛机械手沿门窗传输方向位于下料缓存台后部,码垛机械手抓取窗扇进行分类码垛至一面打胶码垛区或二面打胶码垛区。
8、一种门窗装配自动上下料打胶流水线的工作方法,包括以下步骤:
9、1)将拼装好的门窗放置在上料台上,上料台将门窗传送进组角机内,由组角机内将门窗四角组装完成后,由组角机将组角完毕的门窗输送到铰链打孔机内,由铰链打孔机对门窗进行打孔;
10、2)组角打孔完毕的门窗由铰链打孔机输送到下料台,窗框由机械手码垛机在码垛区进行码放,窗扇由机械手码垛机抓取后放置于窗扇缓存台上;
11、3)窗扇缓存台将窗扇传送至窗扇密封胶条安装工作台,由人工进行窗扇密封胶条安装,安装完成后由窗扇密封胶条安装工作台输送至窗扇五金件安装工作台,由人工进行窗扇五金件安装,安装完成后由窗扇五金件安装工作台输送至窗扇压条安装工作台,由人工进行压条的配装,配装完成后由窗扇压条安装工作台输送至窗扇玻璃安装工作台,由人工进行玻璃的安装,安装完成后由窗扇玻璃安装工作台输送至窗扇玻璃垫块安装工作台,由人工进行窗扇玻璃垫块的安装,安装完成后由窗扇玻璃垫块安装工作台输送至打胶缓存台;
12、4)窗扇由打胶缓存台输送至自动打胶机,窗扇由自动打胶机进行第一面打胶,窗扇打胶完成后由自动打胶机输送至下料缓存台;
13、5)窗扇由下料缓存台移动至码垛机械手可抓取处,由码垛机械手将窗扇抓取后码放至一面打胶码垛区;
14、6)静置24小时需要第二面打胶的窗扇由窗扇翻转上料机械手进行抓取并通过窗扇翻转上料机械手进行180°翻转后由人工将玻璃垫块去除并放置于打胶缓存台上,二次打胶窗扇由打胶缓存台传送至自动打胶机进行窗扇的第二面打胶,第二面打胶完毕后由自动打胶机传送至下料缓存台;
15、7)窗扇由下料缓存台移动至码垛机械手可抓取处,由码垛机械手将窗扇抓取后码放至二面打胶码垛区。
16、本发明具有以下有益效果:
17、本发明设计的门窗装配自动上下料打胶流水线能自动码垛,每个装配环节都可实现自动流转,实现物料装配工序中间不落地,减少人工使用,大幅度提高生产效率,降低人工成本。
技术特征:
1.一种门窗装配自动上下料打胶流水线,其特征在于,包括数控四头自动组角生产流水线、门窗自动下料码垛机、自动输送升降工作台、自动打胶上料翻转台、下料码垛机,所述数控四头自动组角生产流水线、门窗自动下料码垛机、自动输送升降工作台、自动打胶上料翻转台、下料码垛机沿门窗传输方向依次摆放组装成线,自动输送升降工作台可根据生产要求多台顺次摆放。
2.根据权利要求1所述的门窗装配自动上下料打胶流水线,其特征在于,所述数控四头自动组角生产流水线包括上料台、组角机、铰链打孔机,上料台沿门窗传输方向布置于生产流水线最前面,上料台将需要组角的门窗传输进入组角机,组角机沿门窗传输方向位于上料台后部,组角机将上料台输入的门窗进行组角,组角机在门窗组角完成后通过自身将成型的门窗传送至铰链打孔机,铰链打孔机沿门窗传输方向位于组角机后部,组角机将组角完毕的门窗传送至铰链打孔机后,铰链打孔机在组角完毕的门窗的打孔位置进行打孔,门窗打孔完毕后由铰链打孔机传送至下道工序。
3.根据权利要求1所述的门窗装配自动上下料打胶流水线,其特征在于,所述门窗自动下料码垛机包括下料台、机械手码垛机、窗扇缓存台、码垛位,下料台沿门窗传输方向布置于铰链打孔机后部,下料台将组角及打孔完毕的门窗传送至机械手码垛机可抓取范围处等待抓取,机械手码垛机沿门窗传输方向布置于下料台的左侧,机械手码垛机将根据门窗的类型进行码垛和传送,机械手码垛机将窗框码放在码垛位,窗扇缓存台沿门窗传输方向位于码垛位后侧,机械手码垛机将窗扇抓取放置于窗扇缓存台上传送至下道工序。
4.根据权利要求1所述的门窗装配自动上下料打胶流水线,其特征在于,所述自动输送升降工作台沿门窗传输方向依次包括窗扇密封胶条安装工作台、窗扇五金件安装工作台、窗扇压条安装工作台、窗扇玻璃安装工作台、窗扇玻璃垫块安装工作台,窗扇密封胶条安装工作台沿门窗传输方向位于窗扇缓存台后部,窗扇由窗扇缓存台传送至窗扇密封胶条安装工作台上,用于人工对窗扇进行窗扇密封胶条安装;窗扇五金件安装工作台沿门窗传输方向位于窗扇密封胶条安装工作台后部,窗扇密封胶条安装完成后由窗扇密封胶条安装工作台将窗扇传送至窗扇五金件安装工作台,用于人工对窗扇进行窗扇五金件安装;窗扇压条安装工作台沿门窗传输方向位于窗扇五金件安装工作台后部,窗扇五金件安装完成后由窗扇五金件安装工作台将窗扇传送至窗扇压条安装工作台,用于人工对窗扇进行压条的配装;窗扇玻璃安装工作台沿门窗传输方向位于窗扇压条安装工作台后部,窗扇压条配装完成后由窗扇压条安装工作台将窗扇传送至窗扇玻璃安装工作台,用于人工对窗扇进行玻璃的安装;窗扇玻璃垫块安装工作台沿门窗传输方向位于窗扇玻璃安装工作台后部,窗扇玻璃安装完成后由窗扇玻璃安装工作台将窗扇传送至窗扇玻璃垫块安装工作台,用于人工对窗扇进行玻璃垫块的安装,窗扇玻璃垫块安装完成后由窗扇玻璃垫块安装工作台将窗扇传送至下道工序。
5.根据权利要求1所述的门窗装配自动上下料打胶流水线,其特征在于,所述自动打胶上料翻转台包括窗扇翻转上料机械手、打胶缓存台、自动打胶机,打胶缓存台沿门窗传输方向位于窗扇玻璃垫块安装工作台后部,窗扇由窗扇玻璃垫块安装工作台传送至打胶缓存台;自动打胶机沿门窗传输方向位于打胶缓存台后部,窗扇由打胶缓存台传送至自动打胶机进行第一面打胶,窗扇打胶完成后由自动打胶机将窗扇传送至下道工序;窗扇翻转上料机械手沿门窗传输方向位于打胶缓存台右侧,窗扇由窗扇翻转上料机械手进行抓取并通过窗扇翻转上料机械手进行180°翻转后由人工将玻璃垫块去除并放置于打胶缓存台上,二次打胶窗扇由打胶缓存台传送至自动打胶机进行窗扇的第二面打胶,窗扇第二面打胶完毕后由自动打胶机传送至下道工序。
6.根据权利要求1所述的门窗装配自动上下料打胶流水线,其特征在于,所述下料码垛机包括下料缓存台、码垛机械手、一面胶码垛区、二面胶码垛区,下料缓存台沿门窗传输方向位于自动打胶机后部,窗扇由自动打胶机传送至下料缓存台,下料缓存台将窗扇传送至码垛机械手可抓取范围处等待抓取,码垛机械手沿门窗传输方向位于下料缓存台后部,码垛机械手抓取窗扇进行分类码垛至一面打胶码垛区或二面打胶码垛区。
7.根据权利要求1-6任一所述的门窗装配自动上下料打胶流水线的工作方法,其特征在于,包括以下步骤:
技术总结
本发明涉及铝合金门窗设备技术领域,具体公开了一种门窗装配自动上下料打胶流水线,包括数控四头自动组角生产流水线、门窗自动下料码垛机、自动输送升降工作台、自动打胶上料翻转台、下料码垛机,数控四头自动组角生产流水线、门窗自动下料码垛机、自动输送升降工作台、自动打胶上料翻转台、下料码垛机沿门窗传输方向依次摆放组装成线,自动输送升降工作台可根据生产要求多台顺次摆放;本发明设计的门窗装配自动上下料打胶流水线能自动码垛,每个装配环节都可实现自动流转,实现物料装配工序中间不落地,减少人工使用,大幅度提高生产效率,降低人工成本。
技术研发人员:刘洋,代建建
受保护的技术使用者:山东明美数控机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!