跨区转运烟丝烟箱自动装卸车的装置、系统及方法与流程
本发明涉及烟草自动化物流领域,具体涉及一种跨区转运烟丝烟箱自动装卸车的装置、系统及方法。
背景技术:
1、由于公司生产车间有一区制丝车间、一区卷包车间、二区制丝车间、二区卷包车间。一般情况下,一区制丝车间对应一区卷包车间,二区制丝车间对应二区卷包车间。随后由于生产模式的改变,新建了一个一区膨胀生产线。生产过程中,需要将膨胀烟丝用烟箱装好,然后用叉车将烟丝烟箱叉到货车上,再由货车将烟丝烟箱拉到二区后,再用叉车将烟丝烟箱叉下后,重新入库以备二区制丝车间进行掺兑后再供给二区卷包车间。由于烟箱体积较大、且内含的烟丝重量较重,采用叉车夹抱烟箱一次只能夹抱一箱,效率较为低下。
2、发明人发现,现有技术中至少存在下述问题:为了适应更加柔性化生产以及产品工艺要求的提升,一区、二区生产的烟丝需要根据生产计划需要进行共享使用。需要将一区制丝车间、二区制丝车间、一区膨胀生产线的烟箱进行经常性的转运。原先采用叉车夹抱烟丝烟箱转运时装卸车效率太低,已经无法满足生产需要。
技术实现思路
1、本发明提出一种跨区转运烟丝烟箱自动装卸车的装置、系统及方法,用以提高烟箱转运的效率。
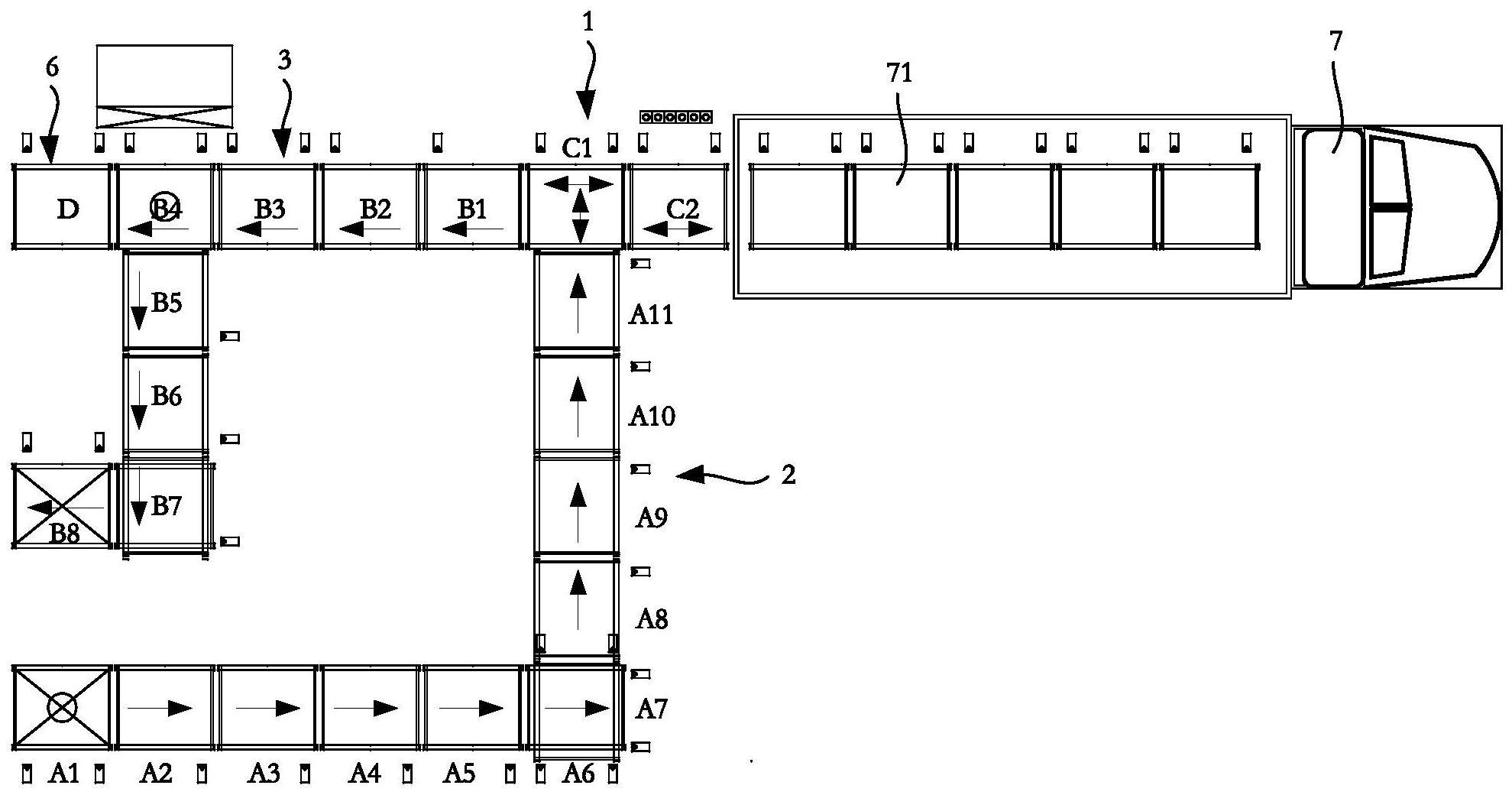
2、本发明实施例提供了一种跨区转运烟丝烟箱自动装卸车的装置,包括:
3、过渡输送线,被构造为与位于货车上的货车输送线对接;
4、出库输送线,与所述过渡输送线对接;所述出库输送线包括至少两个出库站台;以及
5、入库输送线,与所述过渡输送线对接;所述入库输送线包括至少两个入库站台。
6、在一些实施例中,跨区转运烟丝烟箱自动装卸车的装置还包括:
7、运输车,被构造为将烟箱放至所述出库输送线的起始站台;所述输送车被构造为每次叉抱一个或者两个叠放的烟箱。
8、在一些实施例中,跨区转运烟丝烟箱自动装卸车的装置还包括:
9、检测系统,邻近所述入库输送线的其中一个站台设置,以检测位于该站台上的烟箱是否满足要求;以及
10、异常处理站台,和该站台对接,以在该站台上的烟箱不满足要求时,接收来自该站台的异常烟箱。
11、在一些实施例中,所述检测系统包括:
12、光电传感器,邻近其中一个入库站台布置;所述光电传感器被构造为检测位于该入库站台上的烟箱的数量;
13、称重组件,安装于其中一个所述入库站台,以检测经过该入库站台的烟箱的总重量;
14、rfid读取器,安装于该入库站台,以检测经过该入库站台的位于下层的烟箱的型号;
15、拍照系统,所述拍照系统邻近该入库站台布置;所述拍照系统包括相机,以拍摄经过该入库站台的上层烟箱的型号;以及
16、控制器,与所述称重组件、所述rfid读取器、所述拍照系统均电连接,以根据所述称重组件、所述rfid读取器、所述拍照系统输送的信息判断该入库站台的各个烟箱是否满足入库条件。
17、在一些实施例中,所述出库输送线的所有所述出库站台所能存放的烟箱的数量大于等于货车所能盛装的最大烟箱数量。
18、在一些实施例中,所述入库输送线的所有所述入库站台所能存放的烟箱的数量大于等于货车所能盛装的最大烟箱数量。
19、在一些实施例中,所述过渡输送线包括沿着第一输送方向输送的第一输送带和沿着第二输送方向输送的第二输送带;所述第一输送方向与所述出库输送线的至少部分所述出库站台的输送方向平行;所述第二输送方向与所述入库输送线的至少部分所述入库站台的输送方向平行。
20、在一些实施例中,所述第一输送方向和所述第二输送方向垂直。
21、在一些实施例中,所述出库输送线被构造为输送空的烟箱;所述入库输送线被构造为输送装有烟丝的烟箱。
22、本发明实施例还提供一种跨区转运烟丝烟箱自动装卸车的系统,包括:
23、本发明任一技术方案所提供的跨区转运烟丝烟箱自动装卸车的装置;以及
24、货车,包括货车输送线;所述货车输送线与所述过渡输送线对接,以实现所述烟箱在所述货车输送线和所述过渡输送线的双向输送。
25、本发明实施例又提供一种跨区转运烟丝烟箱自动装卸车的方法,采用本发明任一技术方案所提供的跨区转运烟丝烟箱自动装卸车的装置实现,所述方法包括以下步骤:
26、将待装入货车的烟箱暂存于出库输送线;
27、在货车到达所述过渡输送线时,将所述货车内的烟箱经由所述过渡输送线输送至所述入库输送线;
28、在检测到所述过渡输送线上无烟箱时,启动所述出库输送线,以将所述出库输送线上的烟箱经由所述过渡输送线运输至所述货车的货车输送线。
29、在一些实施例中,在将所述出库输送线上的烟箱经由所述过渡输送线运输至所述货车的货车输送线的过程中,所述入库输送线继续输送以将所述入库输送线上的烟箱经由所述入库站台输送入库。
30、在一些实施例中,在所述入库输送线继续输送以将所述入库输送线上的烟箱经由所述入库站台输送入库的过程中,还包括以下步骤:
31、检测所述入库输送线上的烟箱是否满足入库条件;
32、如果满足,则将所述入库输送线上的烟箱经由所述入库站台输送入库;如果不满足,则将所述入库输送线上的烟箱经由所述入库站台输送至异常处理站台。
33、在一些实施例中,所述将待装入货车的烟箱暂存于出库输送线包括以下步骤:
34、将待装入货车的烟箱暂存于所述出库输送线距离所述过渡输送线最近的位置。
35、上述技术方案提供的跨区转运烟丝烟箱自动装卸车的装置,包括过渡输送线、出库输送线以及入库输送线。在过渡输送线与出库输送线对接,也与入库输送线对接。在货车到达过渡输送线之前,可以先将烟箱存储在出库输送线上,等货车到达之后,先将货车上的烟箱经由过渡输送线输送中入库输送线。等待过渡输送线上没有需要入库的烟箱之后,可以立刻启动出库输送线,将预先存储在出库输送线上的能快速被运输至过渡输送线,然后被输送到货车上。省去了货车等待的agv自动导引运输车将烟箱夹抱至出库输送线的时间,有助于实现多个车间之间的生产配合,提高了烟草生产的柔性。上述技术方案,在满足正常出入库作业模式前提下,节省了大量人力,还实现了烟丝烟箱高效转运效率。
技术特征:
1.一种跨区转运烟丝烟箱自动装卸车的装置,其特征在于,包括:
2.根据权利要求1所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,还包括:
3.根据权利要求2所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,还包括:
4.根据权利要求1所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,所述检测系统(5)包括:
5.根据权利要求1所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,所述出库输送线(2)的所有所述出库站台所能存放的烟箱(8)的数量大于等于货车(7)所能盛装的最大烟箱(8)数量。
6.根据权利要求1所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,所述入库输送线(3)的所有所述入库站台所能存放的烟箱(8)的数量大于等于货车(7)所能盛装的最大烟箱(8)数量。
7.根据权利要求1所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,所述过渡输送线(1)包括沿着第一输送方向输送的第一输送带和沿着第二输送方向输送的第二输送带;所述第一输送方向与所述出库输送线(2)的至少部分所述出库站台的输送方向平行;所述第二输送方向与所述入库输送线(3)的至少部分所述入库站台的输送方向平行。
8.根据权利要求7所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,所述第一输送方向和所述第二输送方向垂直。
9.根据权利要求1所述的跨区转运烟丝烟箱自动装卸车的装置,其特征在于,所述出库输送线(2)被构造为输送空的烟箱(8);所述入库输送线(3)被构造为输送装有烟丝的烟箱(8)。
10.一种跨区转运烟丝烟箱自动装卸车的系统,其特征在于,包括:
11.一种跨区转运烟丝烟箱自动装卸车的方法,其特征在于,采用权利要求1~9任一所述的跨区转运烟丝烟箱自动装卸车的装置实现,所述方法包括以下步骤:
12.根据权利要求11所述的跨区转运烟丝烟箱自动装卸车的方法,其特征在于,在将所述出库输送线(2)上的烟箱(8)经由所述过渡输送线(1)运输至所述货车(7)的货车输送线(71)的过程中,所述入库输送线(3)继续输送以将所述入库输送线(3)上的烟箱(8)经由所述入库站台输送入库。
13.根据权利要求11所述的跨区转运烟丝烟箱自动装卸车的方法,其特征在于,在所述入库输送线(3)继续输送以将所述入库输送线(3)上的烟箱(8)经由所述入库站台输送入库的过程中,还包括以下步骤:
14.根据权利要求11所述的跨区转运烟丝烟箱自动装卸车的方法,其特征在于,所述将待装入货车(7)的烟箱(8)暂存于出库输送线(2)包括以下步骤:
技术总结
本发明公开了一种跨区转运烟丝烟箱自动装卸车的装置、系统及方法,涉及烟草自动化物流领域,用以提高烟箱转运的效率。该装置包括过渡输送线、出库输送线以及入库输送线。过渡输送线被构造为与位于货车上的货车输送线对接。出库输送线与过渡输送线对接;出库输送线包括至少两个出库站台。入库输送线与过渡输送线对接;入库输送线包括至少两个入库站台。上述技术方案,在满足正常出入库作业模式前提下,节省了大量人力,还实现了烟丝烟箱高效转运效率。
技术研发人员:蔡雪明,康金华,郑文连,李益龙,王鹏,邹瑞珍,许宇星,黄许立,李松,罗俊,陈清,洪顺昌
受保护的技术使用者:厦门烟草工业有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!