一种电池自动出托设备的制作方法
本发明涉及电池生产,尤其涉及一种电池自动出托设备。
背景技术:
1、二次电池在生产制备的过程中,通常需要对电池进行注液操作,而为了更加方便电池的注液操作,存在一种将电池成阵列插设在托架上进行注液的方法,待注液工序完成后,便需要将电池从托架上分离出来以进入下一道工序。
2、现有技术采用人工的方式将电池从托架上拆卸出来,然而人工操作的成本高、效率较低且存在安全隐患。
技术实现思路
1、本发明实施例的目的在于,解决电池注液操作后将电池从托架上拆出难的技术问题。
2、为了解决上述技术问题,本发明实施例提供一种电池自动出托设备,用于将装嵌在托架中的电池分离出托架,其中,托架底部具有多个与电池一一对应的通孔,采用了如下所述的技术方案:
3、该电池自动出托设备包括:
4、机架;
5、上料线,与所述机架连接,用于输送装满电池的托架;
6、输出机构,设有接收工位,用于接收并输送自托架顶部分离出的电池;
7、置架平台,位于所述输出机构的底部,所述置架平台在所述接收工位对应的位置处,设有多个与托架上的通孔一一对应的连通孔;
8、上料推送机构,连接在所述上料线和所述置架平台之间,用于将所述上料线上输送来的装满电池的托架推送至所述置架平台上;
9、顶升机构,安装在所述机架上且位于所述置架平台的底部,用于将置架平台上的托架内的电池向上顶出至所述接收工位上;
10、返回线,安装在所述机架上、与所述置架平台相邻设置,用于输送所述置架平台上的空托架;
11、下料推送机构,用于将所述置架平台上的空托架推送至所述返回线。
12、进一步地,在一些实施例的优先方案中,所述上料推送机构包括置架板和推送驱动件,所述置架板上设有通槽,所述通槽具有与所述上料线对接连通的入口,及与所述置架平台对接连通的出口,所述出口与所述入口位于所述置架板的邻侧;所述推送驱动件安装在所述置架板上,用于将位于通槽的托架从所述出口推送至所述置架平台上。
13、进一步地,在一些实施例的优先方案中,所述顶升机构包括驱动组件、滑轨、移动座以及设于所述移动座上的顶针,所述驱动组件和所述滑轨设于所述机架上,所述移动座滑动安装于所述滑轨上,所述滑轨沿重力方向设置;所述驱动组件用于驱动所述移动座沿所述滑轨滑动,使得所述移动座上的所述顶针上下移动,以穿设所述连通孔和托架的通孔顶升电池的端面。
14、进一步地,在一些实施例的优先方案中,所述电池自动出托设备还包括行车移动机构,所述行车移动机构包括行车组件和所述置架平台,所述行车组件安装在所述机架上,所述置架平台移动连接在所述行车组件上,所述行车组件驱动所述置架平台在水平方向上直线往复移动,以带动托架做进给运动,使得所述顶升机构依次顶出托架上的多排电池。
15、进一步地,在一些实施例的优先方案中,所述置架平台设有分离工位,并包括第一定位挡板,所述分离工位在所述接收工位对应的位置、与所述上料推送机构的出口对接,并开设有所述连通孔;所述第一定位挡板与所述机架固定连接,且位于所述分离工位一侧、并与所述上料推送机构的出口相对,以对所述分离工位上的托架进行定位。
16、进一步地,在一些实施例的优先方案中,所述置架平台还包括第二定位挡板和设置在一侧的定位驱动件,所述第二定位挡板与所述定位驱动件分别位于所述分离工位的两侧,且所述定位驱动件的输出延伸方向与所述上料推送机构的出口方向垂直;所述定位驱动件用于推动所述托架的一侧使另一侧抵接所述第二定位挡板,以对托架进行定位。
17、进一步地,在一些实施例的优先方案中,所述置架平台还设有推送工位,所述推送工位和所述分离工位形成l型布局。
18、进一步地,在一些实施例的优先方案中,所述下料推送组件包括第一下料驱动件和第二下料驱动件,所述第一下料驱动件与所述机架连接,且朝向所述分离工位,所述第一下料驱动件用于将托架从所述分离工位推送至所述推送工位;所述第二下料驱动件安装在所述置架平台的一侧,且朝向所述返回线,所述第二下料驱动件用于将托架从所述推送工位推送至所述返回线。
19、进一步地,在一些实施例的优先方案中,所述输出机构包括第一输出线和第一推动组件,所述第一输出线位于所述接收工位的一侧;所述第一推动组件相邻所述接收工位设置,用于将位于所述接收工位的电池推送至所述第一输出线;和/或,
20、所述输出机构还包括第二输出线和第二推动组件,所述第二输出线位于所述接收工位的另一侧;所述第二推动组件相邻所述接收工位设置,用于将位于所述接收工位的电池推送至所述第二输出线。
21、进一步地,在一些实施例的优先方案中,所述第一推动组件包括第一横向推块和第一纵向推块,所述第一横向推块相邻所述接收工位与所述第一输出线垂直设置,所述第一纵向推块与所述第一输出线的延伸方向相同;和/或,
22、所述第二推动组件包括第二横向推块和第二纵向推块,所述第二横向推块相邻所述接收位与所述第二输出线垂直设置,所述第二纵向推块与所述第二输出线的延伸方向相同。
23、与现有技术相比,本发明实施例提供的电池自动出托设备主要有以下有益效果:
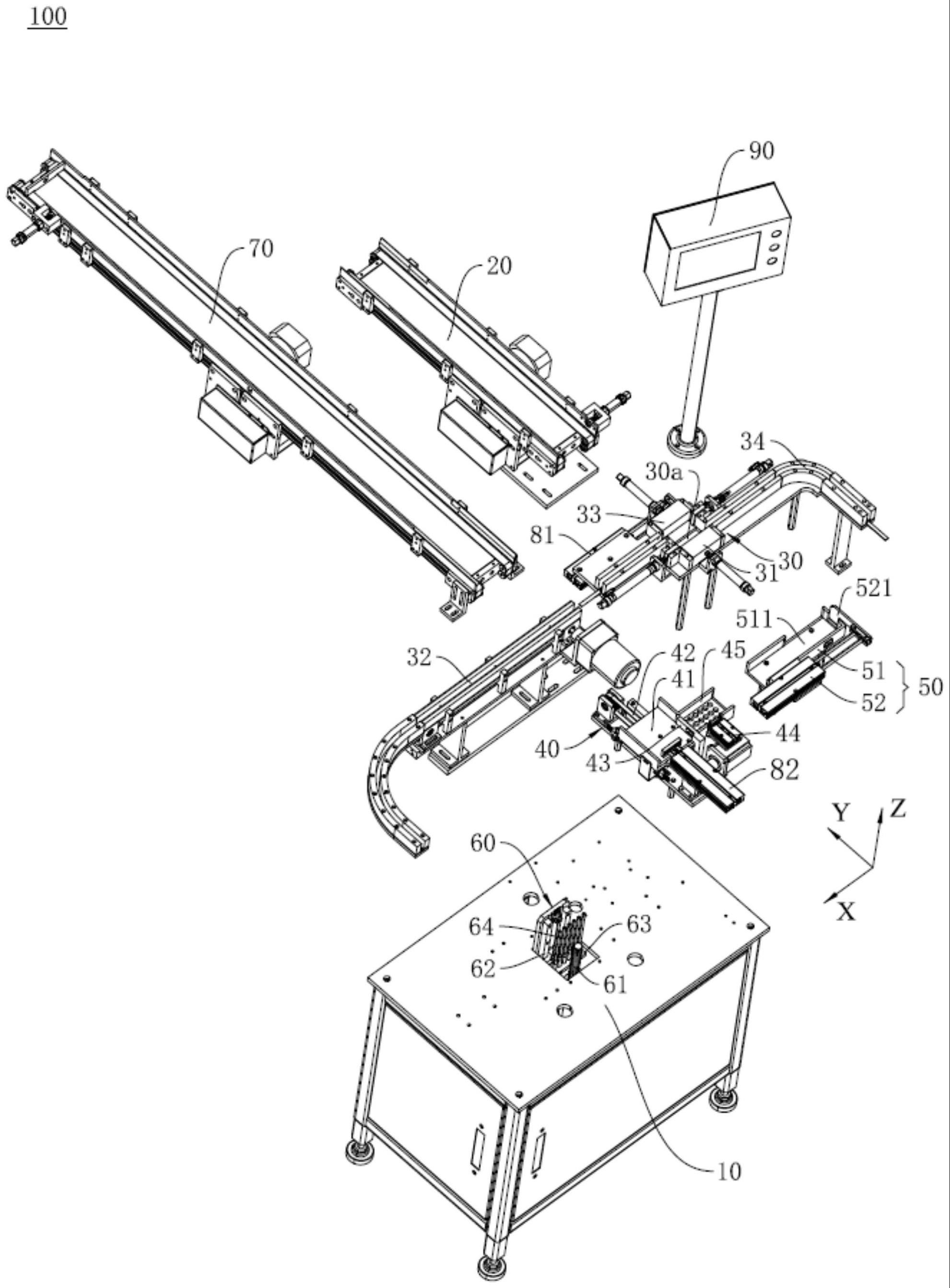
24、该电池自动出托设备的上料线安装在机架上,输出机构设有接收工位以接收从托架顶出的电池;置架平台位于输出机构的重力方向上,上料推送机构连接在上料线和置架平台之间,顶升机构安装在机架上且位于置架平台的重力方向上,返回线安装在机架上且与置架平台相邻设置;该电池自动出托设备运行时,上料线将装满电池的托架运输至上料推送机构,上料推送机构再将托架推送至置架平台,继而顶升机构穿设连通孔和托架通孔顶升托架内的电池至输出机构的接收工位,由此,分离出的电池由输出机构输送至下一工序、已分离出电池的空托架经过下料推送组件推送至返回线,再由返回线回流输送;可见,该电池自动出托设备能够实现自动化卸载电池和托架的功能,通过多个组件的协同作用,使得电池从卸载到输送的整个过程都能够自动完成,从而减少人力成本、提高了生产效率和质量。
技术特征:
1.一种电池自动出托设备,用于将装嵌在托架中的电池分离出托架,其中,托架底部具有多个与电池一一对应的通孔,其特征在于,所述电池自动出托设备包括:
2.根据权利要求1所述的电池自动出托设备,其特征在于,所述上料推送机构包括置架板和推送驱动件,所述置架板上设有通槽,所述通槽具有与所述上料线对接连通的入口,及与所述置架平台对接连通的出口,所述出口与所述入口位于所述置架板的邻侧;所述推送驱动件安装在所述置架板上,用于将位于通槽的托架从所述出口推送至所述置架平台上。
3.根据权利要求1所述的电池自动出托设备,其特征在于,所述顶升机构包括驱动组件、滑轨、移动座以及设于所述移动座上的顶针,所述驱动组件和所述滑轨设于所述机架上,所述移动座滑动安装于所述滑轨上,所述滑轨沿重力方向设置;所述驱动组件用于驱动所述移动座沿所述滑轨滑动,使得所述移动座上的所述顶针上下移动,以穿设所述连通孔和托架的通孔顶升电池的端面。
4.根据权利要求1所述的电池自动出托设备,其特征在于,所述电池自动出托设备还包括行车移动机构,所述行车移动机构包括行车组件和所述置架平台,所述行车组件安装在所述机架上,所述置架平台移动连接在所述行车组件上,所述行车组件驱动所述置架平台在水平方向上直线往复移动,以带动托架做进给运动,使得所述顶升机构依次顶出托架上的多排电池。
5.根据权利要求4所述的电池自动出托设备,其特征在于,所述置架平台设有分离工位,并包括第一定位挡板,所述分离工位在所述接收工位对应的位置、与所述上料推送机构的出口对接,并开设有所述连通孔;所述第一定位挡板与所述机架固定连接,且位于所述分离工位一侧、并与所述上料推送机构的出口相对,以对所述分离工位上的托架进行定位。
6.根据权利要求5所述的电池自动出托设备,其特征在于,所述置架平台还包括第二定位挡板和设置在一侧的定位驱动件,所述第二定位挡板与所述定位驱动件分别位于所述分离工位的两侧,且所述定位驱动件的输出延伸方向与所述上料推送机构的出口方向垂直;所述定位驱动件用于推动所述托架的一侧使另一侧抵接所述第二定位挡板,以对托架进行定位。
7.根据权利要求5所述的电池自动出托设备,其特征在于,所述置架平台还设有推送工位,所述推送工位和所述分离工位形成l型布局。
8.根据权利要求7所述的电池自动出托设备,其特征在于,所述下料推送组件包括第一下料驱动件和第二下料驱动件,所述第一下料驱动件与所述机架连接,且朝向所述分离工位,所述第一下料驱动件用于将托架从所述分离工位推送至所述推送工位;所述第二下料驱动件安装在所述置架平台的一侧,且朝向所述返回线,所述第二下料驱动件用于将托架从所述推送工位推送至所述返回线。
9.根据权利要求1至8任一项所述的电池自动出托设备,其特征在于,所述输出机构包括第一输出线和第一推动组件,所述第一输出线位于所述接收工位的一侧;所述第一推动组件相邻所述接收工位设置,用于将位于所述接收工位的电池推送至所述第一输出线;和/或,
10.根据权利要求9所述的电池自动出托设备,其特征在于,所述第一推动组件包括第一横向推块和第一纵向推块,所述第一横向推块相邻所述接收工位与所述第一输出线垂直设置,所述第一纵向推块与所述第一输出线的延伸方向相同;和/或,
技术总结
本发明属于电池生产技术领域,涉及一种电池自动出托设备,该电池自动出托设备包括机架、上料线、输出机构、置架平台、上料推送机构、顶升机构、下料推送组件和返回线,该电池自动出托设备首先将装有电池的托架经过上料线输入,并通过上料推送机构将其推送至置架平台的对应位置上,顶升机构将托架中的电池向上顶出并传送到输出机构上,空托架将由下料推送组件推送至返回线以遣返到生产线上重新使用。该设备可实现对电池和托架的快速分离和自动化处理,整个过程可以不需要人工干预而自动完成电池分离,并且可以提高生产效率。
技术研发人员:许勇,成岳锋,张海波,廖兴群,潘党育
受保护的技术使用者:深圳市豪鹏科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!