一种电芯模组生产线大包装上料装置的制作方法
本发明涉及电芯模组生产设备,具体涉及一种电芯模组生产线大包装上料装置。
背景技术:
1、电芯模组生产所用大包装(又称电芯大包装)一般为层叠设置的泡棉包装结构,即采用层叠设置的泡棉容器放置电芯模组,其中每一层泡棉容器上的电信模组按照多排多列的矩阵分布。
2、现有技术中,电芯模组上料一般采用agv小车将电芯大包装运输到上料点后,再由人工将包装中的电芯模组搬运至生产流水线上,其中,电芯模组在搬运过程中要做到防掉落、防短路、防挤压、防堆叠、防抓取物损伤等诸多安全要求,对搬运工作人员的专注度和工作经验要求较高,耗神耗力,并且由于采用人工上料,在上料过程中,生产设备为保证安全需要停机等待,不能连续不断生产,另外,在大包装上料全过程中,agv小车都需要原地等待,造成了设备闲置,不利于工作效率的提高,因此,有必要提供一种新的上料装置。
技术实现思路
1、基于上述表述,本发明提供了一种电芯模组生产线大包装上料装置,以解决现有技术中电芯模组生产线大包装上料过程中人力成本高,不能连续生产的技术问题。
2、本发明解决上述技术问题的技术方案如下:
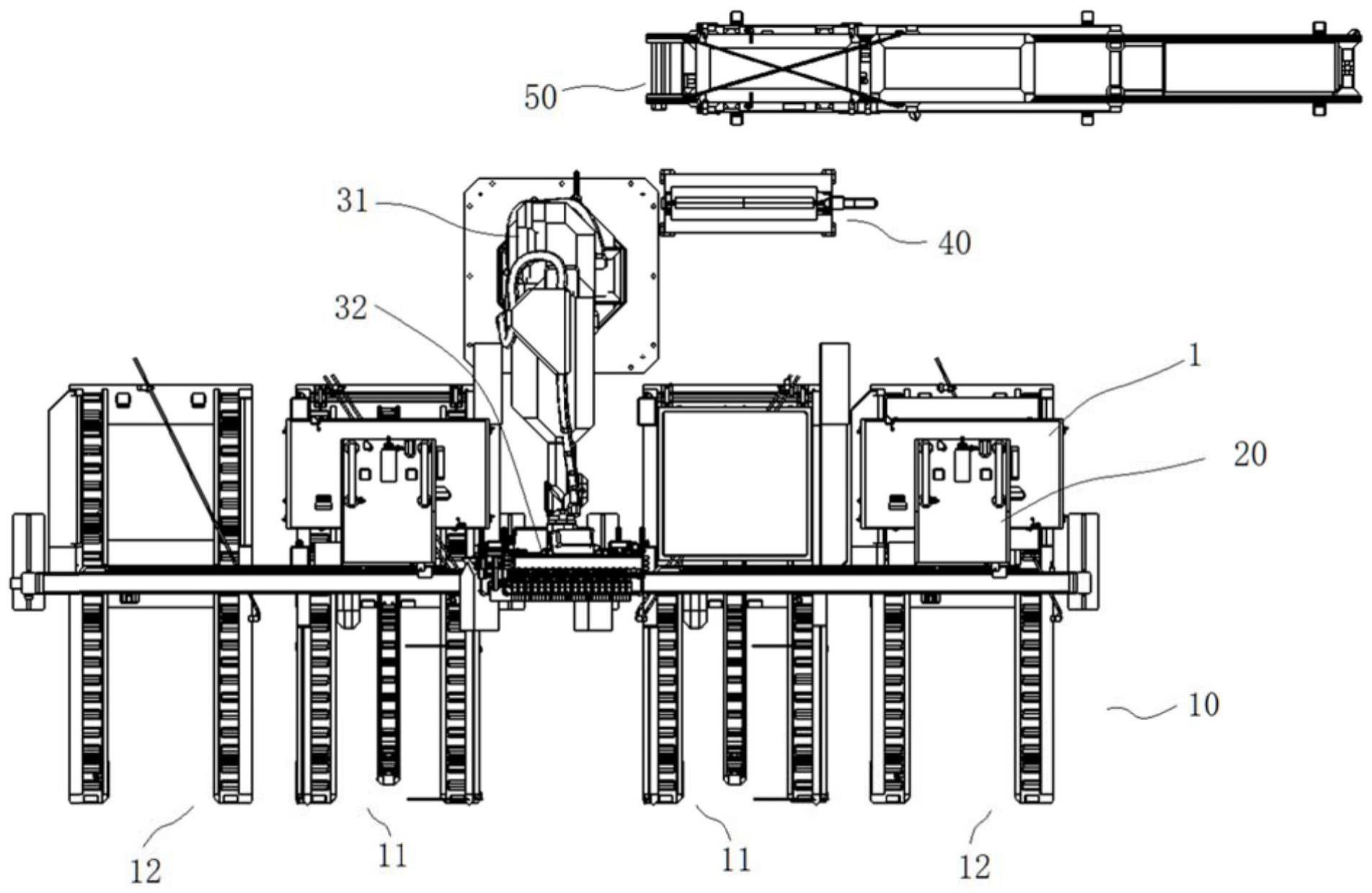
3、一种电芯模组生产线大包装上料装置,其包括上料输送线、泡棉下料机构、电芯夹取机构和电芯输送平台;
4、所述上料输送线包括进站输送段、出站输送段,所述进站输送段和所述出站输送段相互平行设置且输送方向相反;
5、所述泡棉下料机构包括桁架、运动模组和泡棉抓取组件,所述桁架位于所述上料输送线的上方,所述桁架对应设置于所述进站输送段的输送末端,所述泡棉抓取组件通过所述运动模组安装于所述桁架,所述泡棉抓取组件用于抓取位于所述进站输送段上的泡棉;
6、所述电芯夹取机构包括抓手机器人和电芯抓取组件,所述电芯抓取组件设置于所述抓手机器人的手臂端部,所述电芯输送平台设置于所述抓手机器人的一侧,所述电芯抓取组件用于抓取位于所述进站输送段上的电芯模组并放置在所述电芯输送平台上输送。
7、与现有技术相比,本申请的技术方案具有以下有益技术效果:
8、本申请提供的上料装置,采用叉车或其他运输工具将电芯大包装送到进站滚筒线,通过进站输送段将电芯大包装输送到桁架下方,然后采用泡棉抓取组件抓取泡棉放置到出站输送段,然后抓手机器人带动电芯抓取组件抓取位于所述进站输送段上的电芯模组,并放置在所述电芯输送平台上输送,当一层的电芯模组被抓取完后,泡棉抓取组件再抓取泡棉放置到出站输送段,如此往复,本申请从上料工艺出发设计整个上料装置,使各部分机构兼容,在工作流程上实现相互配合,实现不间断生产,并能在工作过程中保证大包装来料中的泡棉和电芯不出现损坏,满足泡棉循环使用的要求。
9、在上述技术方案的基础上,本发明还可以做如下改进。
10、进一步的,所述进站输送段包括进站滚筒线、进站导向件和物料定位组件,所述进站导向件设置于所述进站滚筒线的一侧,所述物料定位组件设置于所述进站滚筒线的输送末端。
11、进一步的,所述进站输送段还包括来料检测机构、纠偏机构和托料机构,所述来料检测机构设置于所述物料定位组件,所述纠偏机构包括分别设置于所述进站滚筒线两侧的定位件和推动件,所述推动件用于将电芯大包装向靠近所述定位件的一侧推动定位,所述托料机构用于调节所述进站滚筒线上端电芯模组大包装的高度。
12、进一步的,所述出站输送段包括出站滚筒线、出站导向件和防倒退组件,所述出站导向件设置于所述出站滚筒线的一侧,所述防倒退组件设置于所述出站滚筒线上,用于防止泡棉在所述出站滚筒线上倒退。
13、进一步的,所述运动模组包括第一横向导轨、支撑座、横向驱动件和竖向驱动件,所述第一横向导轨水平设置于所述桁架,所述支撑座可滑动的连接于所述第一横向导轨,所述横向驱动件用于驱动所述支撑座运动,所述竖向驱动件设置于所述支撑座并与所述泡棉抓取组件连接。
14、进一步的,所述泡棉抓取组件包括连接基座、多个泡棉夹爪和多个夹紧驱动件,多个所述夹紧驱动件对应设置于所述连接基座的下端,所述泡棉夹爪一一对应的连接于所述夹紧驱动件,以在所述夹紧驱动件的驱动下夹紧或放松所述泡棉。
15、进一步的,所述电芯抓取组件包括夹具基座、多个电芯夹爪、电芯托底结构;所述电芯夹爪并列设置于所述夹具基座的下端,每一电芯夹爪包括可夹紧或放松的一对夹杆;所述电芯托底结构包括两个分别设置于所述夹具基座中部两侧的托底架,每一托底架包括两个伸缩驱动件、两个连杆和一个托底杆,所述连杆活动连设置于所述夹具基座对应侧的端部并竖直设置,所述伸缩驱动件一一对应的连接于所述连杆,用于驱动所述连杆升降,所述托底杆的两端分别连接至两个所述连杆的下端,所述夹具基座的两端均设置有用于调节两个所述托底架间距的调节驱动结构。
16、进一步的,每一所述调节驱动结构包括滑轨、伸缩调节件和两个活动座,所述滑轨横向设置于所述夹具基座的端部,所述滑轨上间隔设置有四个限位块,其中位于所述滑轨一端的两个限位块和位于其另一端的两个限位块对称设置,位于每一端的两个限位块之间形成限位段,两个活动座均活动设置于所述滑轨并分别位于两个限位段,所述伸缩驱动件和所述连杆安装于所述活动座,所述伸缩调节件的两端分别连接两个活动座,两个位于外侧的限位块之间的距离大于所述电芯模组长度,两个位于内侧的限位块之间的距离小于所述电芯模组长度。
17、进一步的,还包括位于所述电芯夹取机构和电芯输送平台之间的电芯清洁机构,所述抓手机器人带动被抓取的电芯模组运动至所述电芯清洁机构清洁,所述电芯清洁机构包括毛刷支架、毛刷、等离子风机和吸尘罩,所述毛刷支架上端具有条形通道,所述毛刷可转动的设置于所述条形通道,所述毛刷横向设置且上端高于所述毛刷支架上端面,所述等离子风机设置于所述毛刷的一侧,所述吸尘罩设置于所述毛刷下方并与吸尘管道连接。
18、进一步的,所述电芯输送平台包括输送轨道、电芯托盘、顶升机构和阻挡机构,所述电芯托盘活动设置于所述输送轨道的上端,所述顶升机构用于所述电芯托盘的定位和顶起,所述阻挡机构用于使托盘限位于所述输送轨道的预定位置。
技术特征:
1.一种电芯模组生产线大包装上料装置,其特征在于,包括上料输送线、泡棉下料机构、电芯夹取机构和电芯输送平台;
2.根据权利要求1所述的电芯模组生产线大包装上料装置,其特征在于,所述进站输送段包括进站滚筒线、进站导向件和物料定位组件,所述进站导向件设置于所述进站滚筒线的一侧,所述物料定位组件设置于所述进站滚筒线的输送末端。
3.根据权利要求2所述的电芯模组生产线大包装上料装置,其特征在于,所述进站输送段还包括来料检测机构、纠偏机构和托料机构,所述来料检测机构设置于所述物料定位组件,所述纠偏机构包括分别设置于所述进站滚筒线两侧的定位件和推动件,所述推动件用于将电芯大包装向靠近所述定位件的一侧推动定位,所述托料机构用于调节所述进站滚筒线上端电芯模组大包装的高度。
4.根据权利要求1所述的电芯模组生产线大包装上料装置,其特征在于,所述出站输送段包括出站滚筒线、出站导向件和防倒退组件,所述出站导向件设置于所述出站滚筒线的一侧,所述防倒退组件设置于所述出站滚筒线上,用于防止泡棉在所述出站滚筒线上倒退。
5.根据权利要求1所述的电芯模组生产线大包装上料装置,其特征在于,所述运动模组包括第一横向导轨、支撑座、横向驱动件和竖向驱动件,所述第一横向导轨水平设置于所述桁架,所述支撑座可滑动的连接于所述第一横向导轨,所述横向驱动件用于驱动所述支撑座运动,所述竖向驱动件设置于所述支撑座并与所述泡棉抓取组件连接。
6.根据权利要求5所述的电芯模组生产线大包装上料装置,其特征在于,所述泡棉抓取组件包括连接基座、多个泡棉夹爪和多个夹紧驱动件,多个所述夹紧驱动件对应设置于所述连接基座的下端,所述泡棉夹爪一一对应的连接于所述夹紧驱动件,以在所述夹紧驱动件的驱动下夹紧或放松所述泡棉。
7.根据权利要求1所述的电芯模组生产线大包装上料装置,其特征在于,所述电芯抓取组件包括夹具基座、多个电芯夹爪、电芯托底结构;
8.根据权利要求7所述的电芯模组生产线大包装上料装置,其特征在于,每一所述调节驱动结构包括滑轨、伸缩调节件和两个活动座,所述滑轨横向设置于所述夹具基座的端部,所述滑轨上间隔设置有四个限位块,其中位于所述滑轨一端的两个限位块和位于其另一端的两个限位块对称设置,位于每一端的两个限位块之间形成限位段,两个活动座均活动设置于所述滑轨并分别位于两个限位段,所述伸缩驱动件和所述连杆安装于所述活动座,所述伸缩调节件的两端分别连接两个活动座,两个位于外侧的限位块之间的距离大于所述电芯模组长度,两个位于内侧的限位块之间的距离小于所述电芯模组长度。
9.根据权利要求1所述的电芯模组生产线大包装上料装置,其特征在于,还包括位于所述电芯夹取机构和电芯输送平台之间的电芯清洁机构,所述抓手机器人带动被抓取的电芯模组运动至所述电芯清洁机构清洁,所述电芯清洁机构包括毛刷支架、毛刷、等离子风机和吸尘罩,所述毛刷支架上端具有条形通道,所述毛刷可转动的设置于所述条形通道,所述毛刷横向设置且上端高于所述毛刷支架上端面,所述等离子风机设置于所述毛刷的一侧,所述吸尘罩设置于所述毛刷下方并与吸尘管道连接。
10.根据权利要求1所述的电芯模组生产线大包装上料装置,其特征在于,所述电芯输送平台包括输送轨道、电芯托盘、顶升机构和阻挡机构,所述电芯托盘活动设置于所述输送轨道的上端,所述顶升机构用于所述电芯托盘的定位和顶起,所述阻挡机构用于使托盘限位于所述输送轨道的预定位置。
技术总结
本发明涉及一种电芯模组生产线大包装上料装置,其通过进站输送段将电芯大包装输送到桁架下方,然后采用泡棉抓取组件抓取泡棉放置到出站输送段,然后抓手机器人带动电芯抓取组件抓取位于所述进站输送段上的电芯模组,并放置在所述电芯输送平台上输送,当一层的电芯模组被抓取完后,泡棉抓取组件再抓取泡棉放置到出站输送段,本申请从上料工艺出发设计整个上料装置,使各部分机构兼容,在工作流程上实现相互配合,实现不间断生产,并能在工作过程中保证大包装来料中的泡棉和电芯不出现损坏,满足泡棉循环使用的要求。
技术研发人员:潘延庆
受保护的技术使用者:先惠自动化技术(武汉)有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!