全自动灌装包装生产线装置的制作方法
本发明涉及一种生产线装置,更具体的说,本发明主要涉及一种全自动灌装包装生产线装置。
背景技术:
1、近年来,随着各类交通设施的普及,在在长途列车、飞机等交通工具上均可为旅客提供餐食,这类餐食一般以盒饭为主,在生产时是将成品的饭菜分装在统一规格的餐盒中,然后通过冷链配送到各个交通工具上。由于餐食的用量较大,如果采用常规的人工分装,或采用半自动的器械辅助,不仅效率低下,还无法保证餐食分装的精确性,使得批量餐食分装的一致性差,因此如何提高分装效率将是亟待解决的问题,有必要针对此类餐食分装的自动而精确的生产线结构进行研究和改进。
技术实现思路
1、本发明的目的之一在于针对上述不足,提供一种全自动灌装包装生产线装置,以期望解决现有技术中盒饭类餐食分装效率低下,不能满足日益增长的餐食用量需求等技术问题。
2、为解决上述的技术问题,本发明采用以下技术方案:
3、本发明所提供的一种全自动灌装包装生产线装置,包括输送装置,所述输送装置上分别设有餐盒的进口端与出口端,所述进口端与出口端之间设有落盒工位、投料工位、灌装工位与封口包装工位;所述进口端位于所述落盒工位的前端,所述出口端位于封口包装工位的后端;所述落盒工位的上部安装有落盒装置,所述落盒装置包括储盒架,所述储盒架的下部设有空盒分离板,所述空盒分离板的下部还设有取盒吸盘,所述取盒吸盘的下部与所述输送装置的落盒工位相对应;所述投料工位的上部安装有投料装置,所述投料装置包括单斗提升送料架与称重投料罐,所述单斗提升送料架上加料斗的输出位与称重投料罐的上部相连通,所述称重投料罐的投料位与所述输送装置的投料工位相对应;所述灌装工位上安装有汤汁定量灌装装置,所述汤汁定量灌装装置包括汤汁料斗,所述汤汁料斗通过多根管道分别接入各自的出料嘴,所述多根管道均经过定量灌装机,所述定量灌装机用于定量输出汤汁至出料嘴排出;所述出料嘴并排安装在支架上,所述出料嘴纵向设置并与输送装置的灌装工位相对应;所述封口包装工位上安装有封口包装装置,所述封口包装装置包括横向安装的覆膜轴与废膜收集轴,所述覆膜轴与废膜收集轴之间安装有真空封切模块,所述真空封切模块置于封口包装工位的上方,所述覆膜轴用于使封口膜经过真空封切模块封切后,将废膜缠绕至废膜收集轴。
4、作为优选,进一步的技术方案是:所述输送装置包括输送台面,所述输送台面上设有多根横向的定位推杆,所述定位推杆分别通过链条与伺服电机动力连接,所述伺服电机用于通过链条分别带动多根定位推杆在输送台面上往复移动;所述输送台面上还设有导向轨道,所述导向轨道的宽度与餐盒的宽度相吻合。
5、更进一步的技术方案是:所述导向轨道可调节的安装在所述输送台面上,用于调节输送台面上餐盒通过的通道间隙。
6、更进一步的技术方案是:所述单斗提升送料架包括架体,所述架体上活动安装有加料斗,所述加料斗与升降装置动力连接,所述加料斗的输出端用于在加料斗置于架体的上部时与输送斗相连通,输送斗与所述称重投料罐相连通;所述称重投料罐包括暂存斗与多个称重斗,所述暂存斗置于称重斗的上部并分别与多个称重斗相连通,所述称重斗均还与缓存斗相连通,所述暂存斗、称重斗与缓存斗的出料端上均安装有阀体;所述缓存斗的下方还设有配料器,所述配料器活动安装在横向轨道上;所述横向轨道横跨安装在输送台面的上方,所述输送台面的上方还横跨安装有投料支撑架,所述投料支撑架上还安装有多个并排安装的升降投料管,所述升降投料管用于与所述配料器相连通,且在下降时插入餐盒对应的隔间内。
7、更进一步的技术方案是:所述投料支撑架上还安装有多个物料压平器,所述物料压平器包括压平板与升降杆,所述压平板安装在升降杆的底部,且所述压平板下降的位置与升降投料管下降投料的位置相对应。
8、更进一步的技术方案是:所述加料斗为两个,两个加料斗均活动安装在架体上,且均与升降装置动力连接,用于在架体上进行上下循环移动。
9、更进一步的技术方案是:所述支架为升降支架,多个所述出料嘴均安装在升降支架上,所述升降支架横跨安装在输送台面的两侧;所述汤汁料斗还与进料管道相连通,所述进料管道用于与外部供料源相连通,所述进料管道上安装有汤汁进料阀,所述汤汁料斗上安装有液位传感器,所述液位传感器与汤汁进料阀均接入控制系统;所述汤汁料斗的内部还安装有电动搅拌器,且所述汤汁料斗的上部安装有料斗盖;所述汤汁料斗与管道之间的连通处安装有筛网;所述进料管道还与自清洗管道相连通,所述汤汁进料阀置于所述自清洗管道连通处的后端,所述自清洗管道上还安装有自清洁阀,所述自清洗管道用于外部清洁水源相连通。
10、更进一步的技术方案是:所述封口包装装置的真空封切模块包括上模具与下模具,所述下模具安装在升降装置上,所述升降装置安装在输送台面上,所述升降装置用于带动下模具上下移动,与上模具完成合模,并带动下模具在常态下与输送台面齐平或低于输送台面的高度;所述上模具安装有薄膜封切组件。
11、更进一步的技术方案是:所述真空封切模块的后方还设有热转印打码机,所述热转印打码机安装在横向位移装置上,所述横向位移装置用于带动热转印打码机在输送台面的上部横向往复移动;所述覆膜轴与废膜收集轴之间还安装有薄膜预张紧装置,所述薄膜预张紧装置的位置靠近所述覆膜轴。
12、更进一步的技术方案是:所述落盒装置还包括承载板,所述储盒架呈纵向的安装在承载板上,所述空盒分离板与驱动装置动力连接,并横向安装在储盒架下部靠前的位置,所述取盒吸盘安装在取盒升降装置上,所述取盒升降装置用于带动取盒吸盘在落盒工位的上方上下移动,所述取盒吸盘为多个,且分别通过管道与外部真空气源相连通。
13、与现有技术相比,本发明的有益效果之一是:通过在输送装置上增设落盒工位、投料工位、灌装工位与封口包装工位,配合相应的设备即可完成自动灌装与包装,并且通过投料装置在灌装前进行称重,可以保证每次投料的精确性,且将液体与固体物料分开灌装,进一步提升了餐食灌装的精确性,尤其适宜于具有多种菜品的盒饭餐食分装,在使用时将成品的餐食放入投料装置与汤汁定量灌装装置即可,灌装过程无需过多人工参与,显著降低了作业的人力需求。
技术特征:
1.一种全自动灌装包装生产线装置,其特征在于:包括输送装置(1),所述输送装置(1)上分别设有餐盒的进口端与出口端,所述进口端与出口端之间设有落盒工位(20)、投料工位(30)、灌装工位(40)与封口包装工位(50);所述进口端位于所述落盒工位(20)的前端,所述出口端位于封口包装工位(50)的后端;
2.根据权利要求1所述的全自动灌装包装生产线装置,其特征在于:所述输送装置(1)包括输送台面(101),所述输送台面(101)上设有多根横向的定位推杆(102),所述定位推杆(102)分别通过链条与伺服电机(103)动力连接,所述伺服电机(103)用于通过链条分别带动多根定位推杆(102)在输送台面(101)上往复移动;所述输送台面(101)上还设有导向轨道(104),所述导向轨道(104)的宽度与餐盒的宽度相吻合。
3.根据权利要求2所述的全自动灌装包装生产线装置,其特征在于:所述导向轨道(104)可调节的安装在所述输送台面(101)上,用于调节输送台面(101)上餐盒通过的通道间隙。
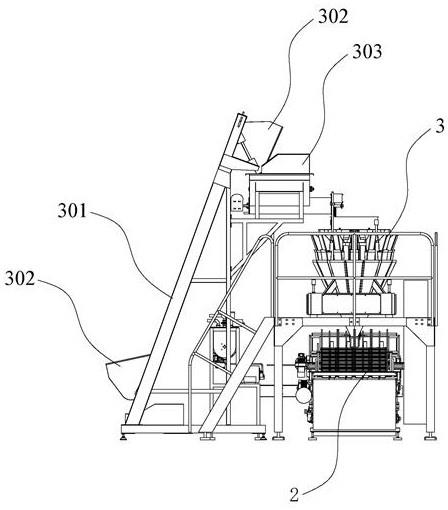
4.根据权利要求1所述的全自动灌装包装生产线装置,其特征在于:所述单斗提升送料架(301)包括架体(314),所述架体(314)上活动安装有加料斗(302),所述加料斗(302)与升降装置动力连接,所述加料斗(302)的输出端用于在加料斗(302)置于架体(314)的上部时与输送斗(303)相连通,所述输送斗(303)与所述称重投料罐相连通;
5.根据权利要求4所述的全自动灌装包装生产线装置,其特征在于:所述投料支撑架(309)上还安装有多个物料压平器(311),所述物料压平器(311)包括压平板(312)与升降杆(313),所述压平板(312)安装在升降杆(313)的底部,且所述压平板(312)下降的位置与升降投料管(310)下降投料的位置相对应。
6.根据权利要求4所述的全自动灌装包装生产线装置,其特征在于:所述加料斗(302)为两个,两个加料斗(302)均活动安装在架体(314)上,且均与升降装置动力连接,用于在架体(314)上进行上下循环移动。
7.根据权利要求1所述的全自动灌装包装生产线装置,其特征在于:所述支架为升降支架(404),多个所述出料嘴(402)均安装在升降支架(404)上,所述升降支架(404)横跨安装在输送台面(101)的两侧;所述汤汁料斗(401)还与进料管道(409)相连通,所述进料管道(409)用于与外部供料源相连通,所述进料管道(409)上安装有汤汁进料阀(408),所述汤汁料斗(401)上安装有液位传感器(405),所述液位传感器(405)与汤汁进料阀(408)均接入控制系统;
8.根据权利要求1所述的全自动灌装包装生产线装置,其特征在于:所述封口包装装置(5)的真空封切模块包括上模具(503)与下模具(504),所述下模具(504)安装在升降装置上,所述升降装置安装在输送台面(101)上,所述升降装置用于带动下模具(504)上下移动,与上模具(503)完成合模,并带动下模具(504)在常态下与输送台面(101)齐平或低于输送台面(101)的高度;所述上模具(503)安装有薄膜封切组件。
9.根据权利要求8所述的全自动灌装包装生产线装置,其特征在于:所述真空封切模块的后方还设有热转印打码机(505),所述热转印打码机(505)安装在横向位移装置(506)上,所述横向位移装置(506)用于带动热转印打码机(505)在输送台面(101)的上部横向往复移动;
10.根据权利要求1所述的全自动灌装包装生产线装置,其特征在于:所述落盒装置(2)还包括承载板(204),所述储盒架(201)呈纵向的安装在承载板(204)上,所述空盒分离板(202)与驱动装置动力连接,并横向安装在储盒架(201)下部靠前的位置,所述取盒吸盘(203)安装在取盒升降装置(205)上,所述取盒升降装置(205)用于带动取盒吸盘(203)在落盒工位(20)的上方上下移动,所述取盒吸盘(203)为多个,且分别通过管道与外部真空气源相连通。
技术总结
本发明公开了一种全自动灌装包装生产线装置,属一种生产线装置,包括输送装置,输送装置上分别设有餐盒的进口端与出口端,进口端与出口端之间设有落盒工位、投料工位、灌装工位与封口包装工位;进口端位于所述落盒工位的前端,出口端位于封口包装工位的后端;通过在输送装置上增设落盒工位、投料工位、灌装工位与封口包装工位,配合相应的设备即可完成自动灌装与包装,并且通过投料装置在灌装前进行称重,可以保证每次投料的精确性,且将液体与固体物料分开灌装,进一步提升了餐食灌装的精确性,尤其适宜于具有多种菜品的盒饭餐食分装,在使用时将成品的餐食放入投料装置与汤汁定量灌装装置即可,显著降低了作业的人力需求。
技术研发人员:杨建寰,肖建明,李想,饶毅,王良云,巫磊,张果
受保护的技术使用者:成都印象川之味餐饮有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!