一种分段式气驱拆码盘机及自动码盘、拆盘方法与流程
本发明涉及一种分段式气驱拆码盘机及自动码盘、拆盘方法,属于自动化生产。
背景技术:
1、目前物流装配及输送流水线上,一般都涉及到空托盘的收集和叠放,现有的用于拆分托盘或堆叠托盘的装置结构复杂,体积重量较大,且不能兼具拆盘和叠盘作业功能,生产效率低下。因此,急需一种结构简单,且可以均适用于拆盘和叠盘作业的拆码盘装置,拆码盘主要是用于空托盘的拆叠装置,目的是为了将空托盘堆叠,或是将堆叠起来的托盘拆分。拆叠机便应运而生,拆码盘机有很多种,适用于各种场合。但是现有的拆码盘机结构设计不够合理化,需要人工操作,不仅提高了人工成本和空间成本,而且降低了工作的稳定可靠性。
技术实现思路
1、为了解决上述问题,本发明提出了一种兼具拆盘码盘功能为一体、无需人工操作、节约人工和空间成本、结构简单的分段式气驱拆码盘机及自动码盘、拆盘方法。
2、本发明采用的技术方案如下:
3、一种分段式气驱拆码盘机,其特征在于,包括:
4、机构框架,所述的机构框架内部从下到上依次设有最低位、第一托盘检测工位、第二托盘检测工位和第三托盘检测工位,第一托盘检测工位处设有第一层托盘到位检测器;第二托盘检测工位处设有第二层托盘到位检测器,第三托盘检测工位处设有第三层托盘到位检测器;
5、拆叠码盘机,设置于机构框架内部,包括托盘提升部和货叉机构,所述的托盘提升部包括升降平台和升降驱动机构,升降平台可滑动地设置于机构框架内,并与升降驱动机构的升降端部相连接,升降平台在最低位、第一托盘检测工位和第二托盘检测工位之间移动;货叉机构包括水平伸缩机构和货叉,水平伸缩机构设置于的机构框架的第二托盘检测工位处,以沿水平方向接近托盘的方向为内,反之为外;水平伸缩机构的伸缩端部连接货叉,用于驱动货叉在伸出状态和收回状态之间转换以托住或放开处于第二托盘检测工位处的托盘;
6、托盘输送机构,设置于机构框架内,包括托盘输送线,托盘输送线与处于最低位的升降平台对接,用于实现处于最低位的升降平台与托盘输送线之间的托盘转运;
7、以及控制机构,设置于机构框架上,控制机构的信号输入端部与第一层托盘到位检测器、第二层托盘到位检测器以及第三层托盘到位检测器的信号输出端电连接,控制机构的信号输出端与所述的升降驱动机构、货叉机构以及托盘输送线。
8、进一步,所述的第一托盘检测工位、第二托盘检测工位之间仅容纳一层托盘。
9、进一步,所述的机构框架为一长方体框架,包括呈上下间隔设置的顶框和底框,顶框和底框通过立柱固定;底框的底部配装多个调节件,用于调节机构框架的水平度。
10、进一步,机构框架的内部设有竖向滑轨,竖向滑轨跨越最低位、第一托盘检测工位以及第二托盘检测工位,竖向滑轨上配装有滑动连接件;所述的升降平台水平设置于底框与顶框之间,并通过相应的滑动连接件以滑动方式与竖向滑轨连接。
11、进一步,所述的升降平台上设有托盘内输送线,且升降平台处于最低位时,托盘内输送线与托盘输送线对接,托盘内输送线自带动力系统,并且动力系统的控制端与控制机构的信号输出端电连接。
12、本发明所述的一种自动码盘方法,其特征在于,包括以下步骤:
13、步骤1、托盘经托盘输送线转运至升降平台的托盘内输送线上,升降平台从最低位上升至第一托盘检测工位处,此时两侧的货叉均处于收回状态;
14、步骤2、第一层托盘到位检测器检测到第一托盘检测工位处有托盘,升降平台在升降驱动机构运动至第二托盘检测工位处;
15、步骤3、第二层托盘到位检测器检测到第二托盘检测工位处有托盘,货叉伸出托住托盘后,升降平台下降至第一托盘检测工位;
16、步骤4、第一层托盘到位检测器检测到托盘到位后,升降平台在升降驱动机构运动至第二托盘检测工位处,然后两侧的货叉收回,此时前一个流入的托盘刚好堆叠在后一个流入的托盘的正上方;
17、步骤5、重复步骤1~4,按此运动形式重复堆叠托盘,直到第三托盘到位检测器检测到第三托盘检测工位处有托盘时,即托盘堆叠至要求数量,停止码盘动作,升降平台下降,将堆叠好的托盘转移至托盘输送线上并运输至要求地点,完成码盘动作。
18、本发明所述的一种自动拆盘方法,其特征在于,包括以下步骤:
19、第一步、将未拆分的托盘经托盘输送线转运至升降平台上,升降平台连同所有未拆分的托盘从最低位上升至第二托盘检测工位处,此时货叉处于收回状态;
20、第二步、升降平台下降至第一托盘检测工位,第二层托盘到位检测器检测到第二托盘检测工位处有托盘时,货叉向内伸出托住处于第二托盘检测工位处的托盘;
21、第三步、第一层托盘到位检测器检测到第一托盘检测工位处有拆分后的托盘时,拆分后的托盘经托盘内输送线、托盘输送线转运至要求地点,升降平台重新上升至第二托盘检测工位处,货叉收回,剩余的托盘重新放置于升降平台上;
22、第四步、依次重复第二步和第三步,直至第一层托盘到位检测器、第二层托盘到位检测器均检测不到托盘时,此时托盘全部拆分及输送完毕,拆盘动作完成。
23、本发明的有益效果是:兼具拆盘码盘功能,无需人工操作,节约人工及空间成本,操作简单,增加工作的稳定及可靠性。
技术特征:
1.一种分段式气驱拆码盘机,其特征在于,包括:
2.如权利要求1所述的一种分段式气驱拆码盘机,其特征在于:所述的第一托盘检测工位、第二托盘检测工位之间仅容纳一层托盘。
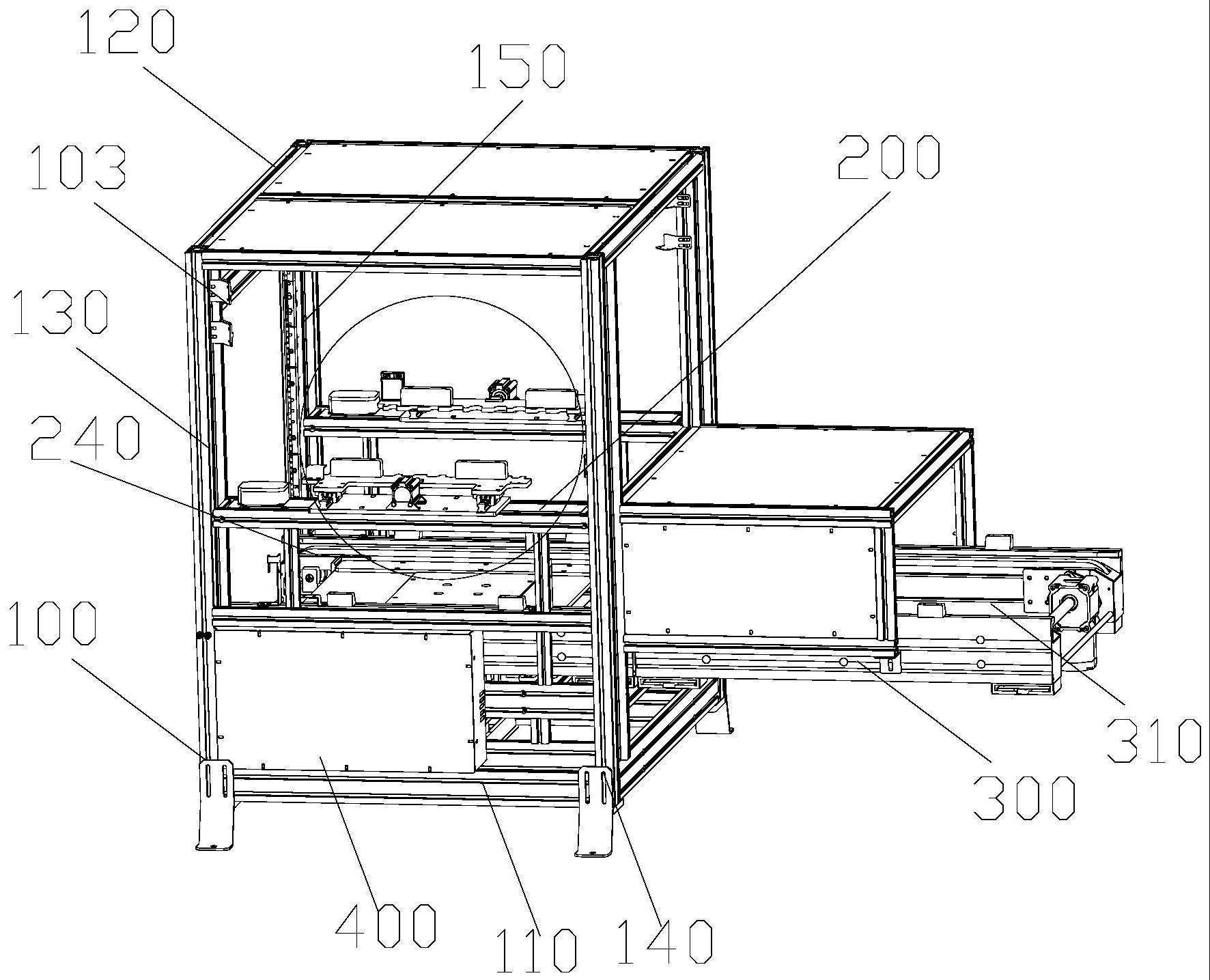
3.如权利要求2所述的一种分段式气驱拆码盘机,其特征在于:所述的机构框架(100)为一长方体框架,包括呈上下间隔设置的顶框(120)和底框(110),顶框(120)和底框(110)通过立柱(130)固定;底框(110)的底部配装多个调节杯(140),用于调节机构框架(100)的水平度。
4.如权利要求3所述的一种分段式气驱拆码盘机,其特征在于:机构框架(100)的内部设有竖向滑轨(150),竖向滑轨(150)跨越最低位、第一托盘检测工位、第二托盘检测工位,竖向滑轨(150)上配装有滑动连接件;所述的升降平台(210)水平设置于底框(110)与顶框(120)之间,并通过相应的滑动连接件以滑动方式与竖向滑轨(150)连接。
5.如权利要求4所述的一种分段式气驱拆码盘机,其特征在于:所述的升降平台(210)上设有托盘内输送线(240),且升降平台处于最低位时,托盘内输送线(240)与托盘输送线(310)对接,托盘内输送线(240)自带动力系统,并且动力系统的控制端与控制机构(400)的信号输出端电连接。
6.一种自动码盘方法,其特征在于,包括以下步骤:
7.一种自动拆盘方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种分段式气驱拆码盘机,包括:机构框架;拆叠码盘机,设置于机构框架内部,包括托盘提升部和货叉机构,托盘提升部包括升降平台和升降驱动机构,升降平台可滑动地设置于第一托盘检测工位、第二托盘检测工位之间,并与升降驱动机构的升降端部相连接;货叉机构包括水平伸缩机构和货叉;托盘输送机构,设置于机构框架内,包括托盘输送线,托盘输送线与升降平台对接;以及控制机构,设置于机构框架上;本发明还包括自动拆盘、码盘方法。本发明的有益效果是:兼具拆盘码盘功能,无需人工操作,节约人工及空间成本,操作简单,整个运动过程中货叉机构的位置不变,运动顺序相反,通过不同的作业动作实现拆盘和叠盘功能,工作状态稳定可靠。
技术研发人员:彭强,桑宏宇,曹骥,曹政
受保护的技术使用者:浙江杭可科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!