一种舱内船体结构的吊装夹具以及吊装方法与流程
本发明涉及船舶制造领域,具体涉及一种舱内船体结构的吊装夹具以及吊装方法。
背景技术:
1、在对分段舱内平台、液舱、基座等结构进行进舱吊装、定位作业时,通常采用在筒体结构母材上装焊吊耳或眼板并借助手拉葫芦的方法对筒体结构母材进行定位安装。母材的材料一般为高强钢材,而高强钢材的焊接要求一般较高,为了防止产生焊接裂纹、气孔、夹渣等缺陷而损伤母材,在装焊吊耳或眼板时需要进行预热和后热等措施,并且即使采取了一定的预防措施,母材也可能出现焊接缺陷,一旦损伤母材表面,就需要继续采取补焊等措施进行补救,同一位置多次补焊还可能造成板材报废。在吊装后还需要对吊耳或眼板进行切除、打磨处理,这样繁琐的吊装流程不仅浪费材料,还费时费力,使得舱内结构的吊装、定位作业效率降低。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的在于提供一种舱内船体结构的吊装夹具以及吊装方法,能够解决现有技术浪费材料,费时费力,使得舱内结构的吊装、定位作业效率降低的问题。
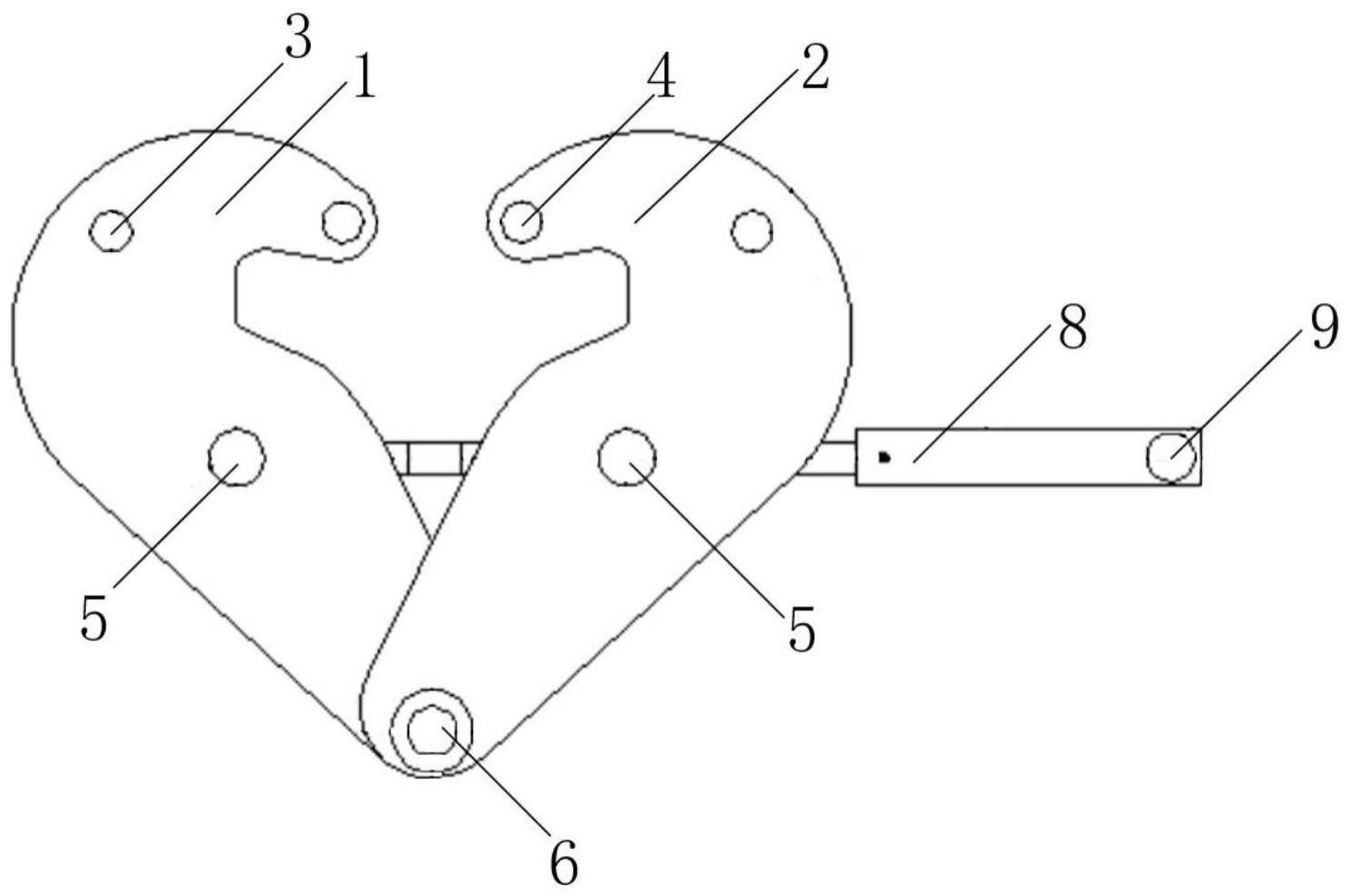
2、本申请提供了一种舱内船体结构的吊装夹具,包括用于夹扣内肋骨下方t型肋骨面板的夹片和用于控制所述夹片开合大小的夹具锁紧轴销,所述夹片包括两个相对设置的夹片组,所述夹片组包括内夹片和外夹片,所述内夹片的底端和所述外夹片的底端活动连接,且所述内夹片的中部与所述外夹片的中部都设有锁紧轴套筒;所述锁紧轴销与所述内夹片和所述外夹片上的所述锁紧轴套筒相连,以用于调节夹片开口大小。
3、一些实施例中,所述内夹片的顶端设有两个内夹片连接柱,以用于连接固定两个所述夹片组之间的所述内夹片。
4、一些实施例中,所述外夹片的顶端设有两个外夹片连接柱,以用于连接固定两个所述夹片组之间的所述外夹片。
5、一些实施例中,两个所述夹片组的底部通过内外夹板旋转轴相连,所述内外夹板旋转轴与所述夹片组的连接处设有旋转轴垫片。
6、一些实施例中,所述锁紧轴销穿设在两个所述锁紧轴套筒,且所述夹具锁紧轴销一端伸出所述夹片组并与锁紧轴销把手相连。
7、本申请还提供一种舱内船体结构吊装方法,基于上述的舱内船体结构的吊装夹具进行,具体包括以下步骤:
8、s1:根据产品仓中待起吊结构件相对于内肋骨的的位置,在内肋骨上进行吊装夹具的安装;
9、s2:在吊装夹具与待起吊结构件之间设置连接件;
10、s3:进行待起吊结构件的起吊或者位移作业。
11、当待起吊结构件位于内肋骨正中位置进行起吊时,在上述方案的基础上,所述根据产品仓中待起吊结构件相对于内肋骨的的位置,在内肋骨上进行吊装夹具的安装,具体步骤包括:
12、s101:分别在产品仓的前后至少两根内肋骨的正中上方安装夹具;
13、s102:将待起吊结构件设置在夹具的下方,且待起吊结构件的重心正对安装夹具;
14、s103:调整吊装夹具的开口以使吊装夹具夹紧t型肋骨面板。
15、当待起吊结构件位于内肋骨正中位置进行起吊时,在上述方案的基础上,所述在吊装夹具与待起吊结构件之间设置连接件,具体步骤包括:
16、s201:在待起吊结构件与所述舱内船体结构的吊装夹具之间设置钢丝绳;
17、s202:调整左右方向的钢丝绳的位置,且左右方向上的钢丝绳相对于待起吊结构件的重心对称分布。
18、当待起吊结构件位于内肋骨的两侧位置进行起吊时,在上述方案的基础上,所述根据产品仓中待起吊结构件相对于内肋骨的的位置,在内肋骨上进行吊装夹具的安装,具体步骤包括:
19、s111:分别在产品仓的前后至少两根内肋骨的左右舷处安装夹具;
20、s112:在左右舷的吊装夹具之间设置钢丝绳、卸扣和伸缩螺旋扣;
21、s113:调整吊装夹具的开口以使吊装夹具夹紧t型肋骨面板。
22、当待起吊结构件位于内肋骨的两侧位置进行起吊时,在上述方案的基础上,所述在吊装夹具与待起吊结构件之间设置连接件,具体步骤包括:
23、s211:在吊装夹具与待起吊结构件之间设置钢丝绳:
24、s212:调整钢丝绳的位置,且每个所述舱内船体结构的吊装夹具均挂钢丝绳参与吊装作业;
25、s213:调整所述舱内船体结构的吊装夹具的位置,以使每个夹具受力均匀。
26、本申请提供的有益效果包括:
27、1、避免了舱内船体结构安装时在分段上焊接工装马板及吊环,提高了分段制造质量,满足了工艺要求;
28、2、吊装夹具安装、拆除操作简便、安全,通过配合使用手拉葫芦进行安装定位,明显减轻了施工强度,提高了施工效率;
29、3、省去了烧马所带来的预热、马板焊接、后热、气刨除马、打磨等多道工序,不仅使施工劳动强度大幅降低,施工效率明显提高,而且肋骨外观也进一步改善;
30、4、避免了因装焊工装马板或工装吊环产生的材料费、人工费等,节约生产成本,综合经济效益大,具有一定应用价值和推广价值。
技术特征:
1.一种舱内船体结构的吊装夹具,其特征在于,包括:
2.如权利要求1所述的一种舱内船体结构的吊装夹具,其特征在于:所述内夹片(1)的顶端设有两个内夹片连接柱(3),以用于连接固定两个所述夹片组之间的所述内夹片(1)。
3.如权利要求1所述的一种舱内船体结构的吊装夹具,其特征在于:所述外夹片(2)的顶端设有两个外夹片连接柱(4),以用于连接固定两个所述夹片组之间的所述外夹片(2)。
4.如权利要求1所述的一种舱内船体结构的吊装夹具,其特征在于:两个所述夹片组的底部通过内外夹板旋转轴(7)相连,所述内外夹板旋转轴(7)与所述夹片组的连接处设有旋转轴垫片(6)。
5.如权利要求1所述的一种舱内船体结构的吊装夹具,其特征在于:所述锁紧轴销(8)穿设在两个所述锁紧轴套筒(5),且所述夹具锁紧轴销(8)一端伸出所述夹片组并与锁紧轴销把手(9)相连。
6.一种舱内船体结构吊装方法,基于权利要求1至5任一项所述舱内船体结构的吊装夹具进行,其特征在于,具体包括以下步骤:
7.如权利要求6所述的一种舱内船体结构吊装方法,其特征在于,当待起吊结构件位于内肋骨正中位置进行起吊时,所述根据产品仓中待起吊结构件相对于内肋骨的的位置,在内肋骨上进行吊装夹具的安装,具体步骤包括:
8.如权利要求7所述的一种舱内船体结构吊装方法,其特征在于,当待起吊结构件位于内肋骨正中位置进行起吊时,所述在吊装夹具与待起吊结构件之间设置连接件,具体步骤包括:
9.如权利要求6所述的一种舱内船体结构吊装方法,其特征在于,当待起吊结构件位于内肋骨的两侧位置进行起吊时,所述根据产品仓中待起吊结构件相对于内肋骨的的位置,在内肋骨上进行吊装夹具的安装,具体步骤包括:
10.如权利要求9所述的一种舱内船体结构吊装方法,其特征在于,当待起吊结构件位于内肋骨的两侧位置进行起吊时,所述在吊装夹具与待起吊结构件之间设置连接件,具体步骤包括:
技术总结
本发明公开了一种舱内船体结构的吊装夹具以及吊装方法,涉及船舶制造领域,该装置包括用于夹扣内肋骨下方T型肋骨面板的夹片和用于控制所述夹片开合大小的夹具锁紧轴销,所述夹片包括两个相对设置的夹片组,所述夹片组包括内夹片和外夹片,所述内夹片的底端和所述外夹片的底端活动连接,且所述内夹片的中部与所述外夹片的中部都设有锁紧轴套筒;所述锁紧轴销与所述内夹片和所述外夹片上的所述锁紧轴套筒相连,以用于调节夹片开口大小。本申请避免了舱内船体结构安装时在分段上焊接工装马板及吊环,提高了分段制造质量,且吊装夹具安装、拆除操作简便、安全,同时省去了烧马的多道工序,不仅使施工劳动强度大幅降低,施工效率明显提高。
技术研发人员:刘燕省,刘燕晖,侯霞,黄秋实,吴佳
受保护的技术使用者:武昌船舶重工集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!