一种应用于高速线材打包机及其打包方法与流程
本发明涉及到线材打包机打包方法,具体涉及到一种应用于高速线材打包机及其打包方法。
背景技术:
1、线材是热轧型钢中断面尺寸最小的一种。线材因以盘卷交货,除圆形断面外也有其他形状,其直径由于需求情况和生产技术水平不同而不一致。根据轧机的不同可分为高速线材和普通线材两种。
2、通过打包机对高速线材进行打包操作,通常打包机只能打4道箍,在转运次数较多的情况下,很容易导致散卷,因此需要在一次打完四道箍的基础上,需再次进行一次操作,实现打包机打八道箍,并且能克服不同规格的盘卷打包后外径不一样,盘卷外表面不平整的问题,每个箍与箍之间分布均匀,从而提高线材的稳定性和紧固性。
技术实现思路
1、本发明的目的是针对现有技术存在的问题,提供一种应用于高速线材打包机及其打包方法。
2、为实现上述目的,本发明采用的技术方案是:一种应用于高速线材打包机,包括打包机结构和检测结构,所述打包机结构包括打包机本体和c型钩,所述c型钩处设置有盘卷线材,所述打包机本体处对应所述盘卷线材的下方设置有两个滚圆辊子,并所述滚圆辊子与所述盘卷线材的外底部相接触,所述检测结构设置在两个滚圆辊子之间,所述盘卷线材的外径处通过所述打包机本体操作形成有若干个打包箍,并通过所述检测结构检测第一次形成的若干个所述打包箍,以便对所述盘卷线材进行二次形成所述打包箍。
3、在以上技术方案中,通过所述打包机本体对所述盘卷线材一次形成所述打包箍后,并形成四边垂直的所述打包箍,为了对所述盘卷线材进行二次打包,通过两个所述滚圆辊子辅助带动已经一次打包后的所述盘卷线材进行转动45°,旋转45°的所述盘卷线材,其所述打包箍正好位于正下方,也就是两个所述滚圆辊子的中心,并通过所述检测结构检测到竖直方向底部的所述打包箍,从而所述打包机本体进行二次打包操作。
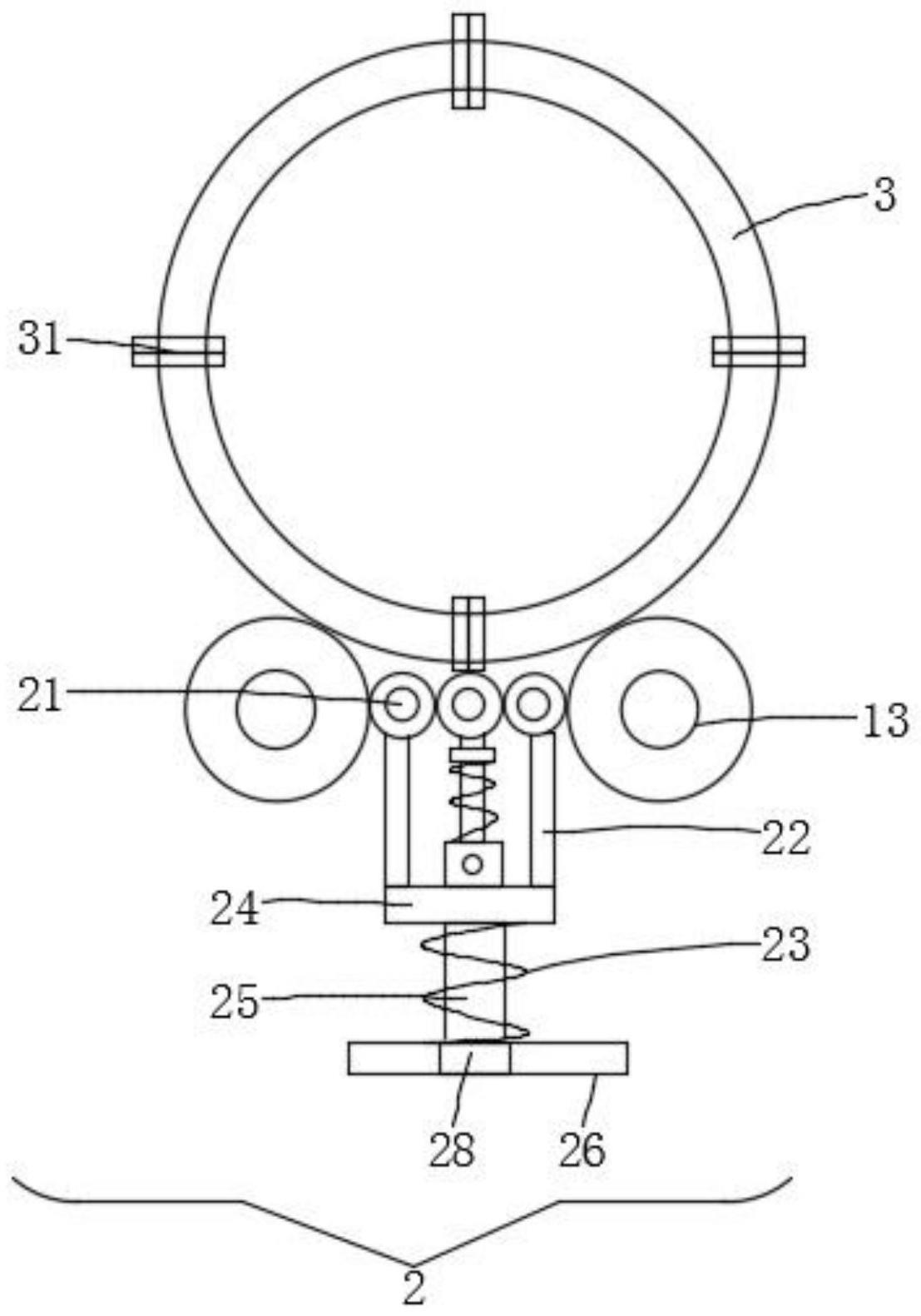
4、在以上技术方案的基础上,优选的,所述检测结构包括导轮、导轮支架、弹簧、支撑架、圆柱和安装板,所述导轮和导轮支架均设置有三个,并所述导轮支架支撑所述导轮,并所述导轮可进行滚动,三个所述导轮的外表面与所述盘卷线材外表面接触,中间设置的所述导轮支架相对所述支撑架的顶部设置有检测块,安装板设置在两个所述滚圆辊子下方,并开设通孔,所述圆柱对应所述通孔设置在所述支撑架的底部,所述弹簧设置有两个并分别设置在中间所述导轮支架外部和所述圆柱的外部,且所述圆柱外部所述弹簧外径大于所述通孔内径。
5、在以上技术方案的基础上,优选的,所述检测块顶部及正面开孔,中间所述导轮支架延伸至所述检测块,并通过所述弹簧支撑,中间所述导轮支架在所述检测块正面开孔处设置有倾斜检测杆,所述滚圆辊子之间设置有接近开关,并所述检测杆与所述接近开关初始时相接触。
6、在以上技术方案的基础上,优选的,中间所述导轮支架外部且对应所述弹簧设置有限位板。
7、在以上技术方案中,当所述盘卷线材一次打包箍后,通过三个所述导轮之间接触所述盘卷线材外部,所述盘卷线材挤压所述导轮,并使得所述支撑架和圆柱位置下降,通过所述圆柱外部所述弹簧反馈到所述安装板上,形成回弹支撑,当所述盘卷线材通过所述滚圆辊子转动45°,通过中部所述导轮接触到一次所述打包箍,使得中部所述导轮下压中部所述导轮支架,并通过所述弹簧支撑,中部所述导轮支架下降时带动所述检测杆与所述接近开关分离,导致信号丢失,从而准确检测到一次所述打包箍,从而进行二次所述打包箍操作。
8、一种应用于高速线材打包机的打包方法,具体包括以下步骤:
9、步骤一,c型钩将散状盘卷通过运输链运至打包工位稳定后,打包机内的两侧压力盘同时向中间运动,同时托架上升,将盘卷托起,离开c型钩,压力盘由液压缸驱动,到达直指定位置后锁住压力盘,同时打包机内的四个打包头会同时送线,夹紧,抽线,拧结,形成4个打包箍,拧结完成后,两个压力盘会后退,同时托架会下降,都回到初始位,第一次打包完成,如果盘卷不够圆,可以启动由液压马达驱动的两滚圆辊子同相旋转,带动已打包盘卷旋转,让盘卷表面更平整,更圆。
10、步骤二,打包盘卷的长度和直径都不一样,但一次打包箍的分布为斜向90°垂直分布,要完成打八道箍,需将已打四道箍的盘卷通过辊子旋转45°,再进行二次打包,旋转45°的盘卷,其打包箍正好位于正下方,也就是两滚圆辊子的中心。
11、步骤三,在两滚圆辊子的中心安装一个检测结构,可检测打包箍的位置,若干个导轮和导轮支架组成导轮机构,当打包机托架上升时,滚圆辊子和导轮机构会一起上升,无论盘卷外径多大,导轮机构会因为下部弹簧压缩而紧贴盘卷,而上部弹簧不压缩,滚圆辊子旋转,当盘卷打包箍经过左或右导轮,或者盘卷外部不平时,打包箍直径为8mm,整个导轮机构会下降,并中间导轮会一起下降;当盘卷打包箍旋转至中间导轮时,中间导轮会下降8mm,中间导轮支架和其端部检测块也会随着下降8mm,导致接近开关信号丢失,通过够准确检测到打包箍,从而判断打包箍在正下部,从而判断盘卷旋转了45度,从而确定了二次打包的位置。
12、步骤四,步骤三中确定了二次打包的位置后,通过打包机重复一次打包机的程序操作,对盘卷进行二次打包,实现八道箍打包。
13、在以上技术方案的基础上,优选的,所述步骤中,需对二次打包行程控制,为了避免二次打包导致一次打包箍松垮,可降低所述打包机二次打包时所述压力盘的压力值。
14、与现有技术相比,本发明的有益效果是:
15、此方法能实现打包机打八道箍,并且能克服不同规格的盘卷打包后外径不一样,盘卷外表面不平整的问题,每个箍与箍之间分布均匀。能有效解决盘卷在滚圆辊上旋转时产生滑动引起的误差,且结构简单,便于制作,在现场极为方便安装。
技术特征:
1.一种应用于高速线材打包机,其特征在于,包括打包机结构和检测结构,所述打包机结构包括打包机本体和c型钩,所述c型钩处设置有盘卷线材,所述打包机本体处对应所述盘卷线材的下方设置有两个滚圆辊子,并所述滚圆辊子与所述盘卷线材的外底部相接触,所述检测结构设置在两个滚圆辊子之间,所述盘卷线材的外径处通过所述打包机本体操作形成有若干个打包箍,并通过所述检测结构检测第一次形成的若干个所述打包箍,以便对所述盘卷线材进行二次形成所述打包箍。
2.根据权利要求1所述的一种应用于高速线材打包机,其特征在于,所述检测结构包括导轮、导轮支架、弹簧、支撑架、圆柱和安装板,所述导轮和导轮支架均设置有三个,并所述导轮支架支撑所述导轮,并所述导轮可进行滚动,三个所述导轮的外表面与所述盘卷线材外表面接触,中间设置的所述导轮支架相对所述支撑架的顶部设置有检测块,安装板设置在两个所述滚圆辊子下方,并开设通孔,所述圆柱对应所述通孔设置在所述支撑架的底部,所述弹簧设置有两个并分别设置在中间所述导轮支架外部和所述圆柱的外部,且所述圆柱外部所述弹簧外径大于所述通孔内径。
3.根据权利要求2所述的一种应用于高速线材打包机,其特征在于,所述检测块顶部及正面开孔,中间所述导轮支架延伸至所述检测块,并通过所述弹簧支撑,中间所述导轮支架在所述检测块正面开孔处设置有倾斜检测杆,所述滚圆辊子之间设置有接近开关,并所述检测杆与所述接近开关初始时相接触。
4.根据权利要求3所述的一种应用于高速线材打包机,其特征在于,中间所述导轮支架外部且对应所述弹簧设置有限位板。
5.一种应用于高速线材打包机的打包方法,其特征在于,利用权利要求1-4所述任意一种应用于高速线材打包机,具体包括以下步骤:
6.根据权利要求5所述的一种应用于高速线材打包机的打包方法,其特征在于,所述步骤中,需对二次打包行程控制,为了避免二次打包导致一次打包箍松垮,可降低所述打包机二次打包时所述压力盘的压力值。
技术总结
本发明公开一种应用于高速线材打包机,包括打包机结构和检测结构,所述打包机结构包括打包机本体和C型钩,所述C型钩处设置有盘卷线材,所述打包机本体处对应所述盘卷线材的下方设置有两个滚圆辊子,并所述滚圆辊子与所述盘卷线材的外底部相接触,所述盘卷线材的外径处通过所述打包机本体操作形成有若干个打包箍,并通过所述检测结构检测第一次形成的若干个所述打包箍,以便对所述盘卷线材进行二次形成所述打包箍。此方法能实现打包机打八道箍,并且能克服不同规格的盘卷打包后外径不一样,盘卷外表面不平整的问题,每个箍与箍之间分布均匀。
技术研发人员:唐巨佑,吴薇,邱永,雷军民,孙逸云
受保护的技术使用者:宝武集团鄂城钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!