一种卡扣式保压一体化设备及其使用方法与流程
本发明属于保压设备,具体涉及一种卡扣式保压一体化设备及其使用方法。
背景技术:
1、保压作为电子器件(特别是手机屏幕加工)的生产加工环节中比不可少的一个环节,通过保压环节的措施,能够实现手机屏幕紧贴合在手机中框上,对手机内部的芯片件形成完全的密封包裹,极大提高了手机内部的防水防尘性能。
2、在中国专利公开号为cn109436796a中公开了一种手机贴合全自动保压储存装置,包括机台,该手机贴合全自动保压储存装置,由人工转化为全自动,能够连续进行工作,省力,提高生产的效率,通过六轴机器人吸取保压盒放置到转盘上,移动手爪将保压盒抓取,四轴机器人将拆盖位上的保压盒进行拆盖。但是在该装置中,这种装置上采用的保压盒存储设备每次承载的保压手机件较少,如果采用较多的承载座,需要更高的存储装置,影响安全性,如果高度较低,就容易造成从转入到转出整体的保压时间较短,不能满足生产需求,同时采用的上料机械手与下料机械手均采用多轴机器人,这种多轴气气人要求的精度较高,因此成本投入也较大。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种卡扣式保压一体化设备及其使用方法,解决了现有技术中存在的上述技术问题。
2、本发明的目的可以通过以下技术方案实现:
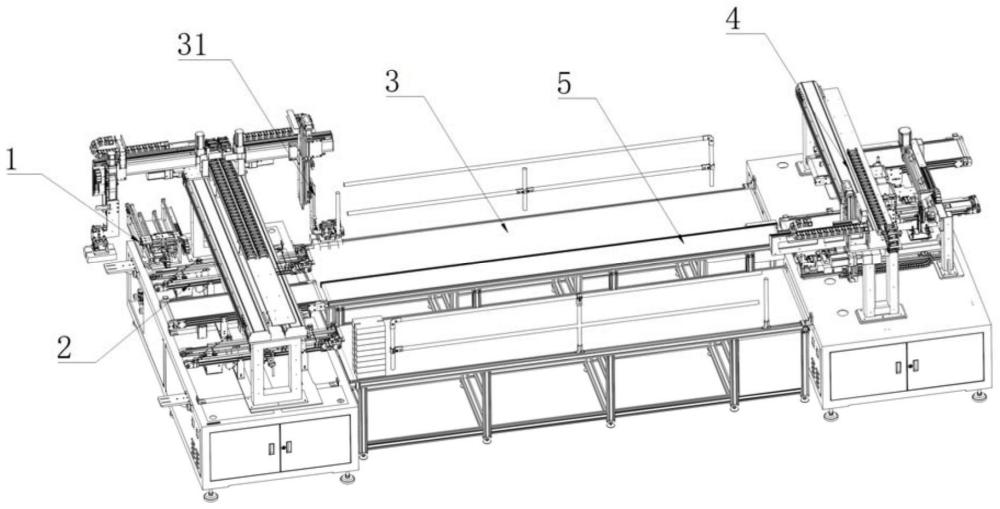
3、一种卡扣式保压一体化设备,包括上料模块、传输模块、堆料模块、下料模块,
4、所述上料模块包括上模具上料组件以及下模具上料组件,所述下模具上料组件用于将载有贴屏的手机件转运,所述上模具上料组件将上模具件转运至组装工位的上方,并与下模具上料组件的下模具件卡扣配合并组装形成整体;
5、所述传输模块包括将传输带、定位组件、限位组件,所述传输带用于对装配状态的上模具件与下模具件通过,同时所述限位组件横跨位于所述传输带所在的上方,定位组件位于所述传输带传输方向的端部;
6、所述堆料模块包括设置在上料模块与下料模块之间的位置,用于承载上模具件与下模具件所形成的模具件多层叠放;
7、所述下料模块包括卸料组件以及下料抓手,所述卸料组件用于将卸料组件将上模具件与下模具件相互分离,同时所述下料抓手将手机件整体抓取后转出。
8、进一步的,所述下模具上料组件包括下模具件,以及位于下模具件下方的驱动组件,通过下模具件对手机件进行承载,随后通过驱动组件实现承载台的运动至组装工位。
9、进一步的,所述上模具上料组件采用移动式吸盘座实现对上模具件的抓取作业。
10、进一步的,所述传输模块的传输带设置两组,同时实现两组之间的传输带形成用于上模具件与下模具件通过的通道。
11、进一步的,所述堆料模块采用堆料夹手实现对上模具件与下模具件的扣合盒体进行夹取搬运。
12、进一步的,所述上料模块与下料模块之间设置有回流输送带,通过所述回流输送带将上模具件转运至上料模块上。
13、进一步的,所述下料抓手上设置有检测组件,通过检测组件对手机件进行保压检测,并将保压合格的手机件通过第一转出组件转出,将保压不合格的手机件通过第二转出组件转出。
14、进一步的,所述第一转出组件所在两侧的传输件用于对传输状态的手机件两侧进行夹持。
15、所述的卡扣式保压一体化设备的使用方法,包括以下步骤:
16、s1、首先通过下模具上料组件将载有手机件的下模具件转运至组装工位,同时所述上模具上料组件通过移动式吸盘座将通过回流输送带输送的上模具件转运至下模具件上,使所述上模具件与下模具件相互扣合,随后通过传输模块转运至堆料模块的上;
17、s2、上模具件与下模具件通过堆料模块被推送至下料模块上;
18、s3、所述下料模块的卸料组件对上模具件与下模具件相互分离,并将保压合格的手机件进行传出,同时将上模具件通过回流输送带输出至上料模块所在的工位,作为下一组保压组装工序做准备。
19、本发明的有益效果:
20、1、本装置采用的堆料模块位于上料模块与下料模块之间的位置,能够充分实现将对手机件的长时间保压作业,并且不影响其他工序的传输作业,可满足长时间的转运需求。
21、2、本装置采用的传输模块包括有定位组件、限位组件,采用限位组件可以有效防止上模具件与下模具件扣合不到位,无需高精度检测仪器的成本投入,同时定位组件能够为保压时扣合的模具件提供精准的传输位置,减少发生偏移的情况。
22、3、本装置采用的回流输送带,能够将拆装下来的上模具件实现回流到上料模块上,可以将拆装下来的模具件直接回收利用,减少了单独回收的工序时间。
技术特征:
1.一种卡扣式保压一体化设备,包括上料模块(1)、传输模块(2)、堆料模块(3)、下料模块(4),其特征在于,
2.根据权利要求1所述的卡扣式保压一体化设备,其特征在于,所述下模具上料组件(12)包括下模具件(121),以及位于下模具件(121)下方的驱动组件(122),通过下模具件(121)对手机件进行承载,随后通过驱动组件(122)实现承载台(121)的运动至组装工位。
3.根据权利要求2所述的卡扣式保压一体化设备,其特征在于,所述上模具上料组件(11)采用移动式吸盘座(112)实现对上模具件(111)的抓取作业。
4.根据权利要求1所述的卡扣式保压一体化设备,其特征在于,所述传输模块(2)的传输带(21)设置两组,同时实现两组之间的传输带(21)形成用于上模具件(111)与下模具件(121)通过的通道。
5.根据权利要求1所述的卡扣式保压一体化设备,其特征在于,所述堆料模块(3)采用堆料夹手(31)实现对上模具件(111)与下模具件(121)的扣合盒体进行夹取搬运。
6.根据权利要求1所述的卡扣式保压一体化设备,其特征在于,所述上料模块(1)与下料模块(4)之间设置有回流输送带(5),通过所述回流输送带(5)将上模具件(111)转运至上料模块(1)上。
7.根据权利要求1所述的卡扣式保压一体化设备,其特征在于,所述下料抓手(42)上设置有检测组件(421),通过检测组件(421)对手机件进行保压检测,并将保压合格的手机件通过第一转出组件(43)转出,将保压不合格的手机件通过第二转出组件(44)转出。
8.根据权利要求7所述的卡扣式保压一体化设备,其特征在于,所述第一转出组件(43)所在两侧的传输件用于对传输状态的手机件两侧进行夹持。
9.根据权利要求1-8任一项所述的卡扣式保压一体化设备的使用方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种卡扣式保压一体化设备及其使用方法,上料模块包括上模具上料组件以及下模具上料组件,所述下模具上料组件用于将载有贴屏的手机件转运,上模具上料组件将上模具件转运至组装工位的上方,并与下模具上料组件的下模具件卡扣配合并组装形成整体;传输模块的传输带用于对装配状态的上模具件与下模具件通过,同时所述限位组件横跨位于所述传输带所在的上方;堆料模块包括设置在上料模块与下料模块之间的位置,用于承载上模具件与下模具件所形成的模具件多层叠放。本装置采用的堆料模块位于上料模块与下料模块之间的位置,能够充分实现将对手机件的长时间保压作业,并且不影响其他工序的传输作业,可满足长时间的转运需求。
技术研发人员:游洪波,葛马兰
受保护的技术使用者:苏州市朗电机器人有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!