柱上开关的自动化生产线及自动化生产方法与流程
本发明涉及自动化设备的,尤其涉及一种柱上开关的自动化生产线及自动化生产方法。
背景技术:
1、现有技术中,柱上开关生产装配过程相关的作业面达到6个平面,而常规的人工作业方便的方向正常只有3个面,因而在装配过程中只能在完成其中三个工作面后,再手动搬运或移动或旋转所述柱上开关,从而再完成其他剩余的工作面的装配。另一方面,柱上开关产品的配件众多,装配工序繁杂,中间还穿插着测试、检测等工艺步骤,按传统的作业方法,生产现场产品不动,让繁杂的装配配件和工具移动,会造成装配现场物料周转杂乱。因此,为了提供装配效率以及装配现场的有序性,实现柱上开关的自动化生产迫在眉睫。
技术实现思路
1、为解决上述技术问题,本发明采用的技术方案在于,提供一种柱上开关的自动化生产线及自动化生产方法,能够实现提高生产效率,方便人工操作,提高生产现场有序性的目的。
2、为了到达上述目的,本发明提供一种柱上开关的自动化生产线,包括:底座、设置于所述底座上的运输通道、分别与所述运输通道相连接的若干个装配工位、设置于各个装配工位的工具栏和工位操作屏以及第一传感器模块、用于夹装所述柱上开关的滑橇车夹具、用于运输所述滑橇车夹具的rgv运输车、电源模块、控制系统以及用于安置所述自动化生产线的屏蔽房;
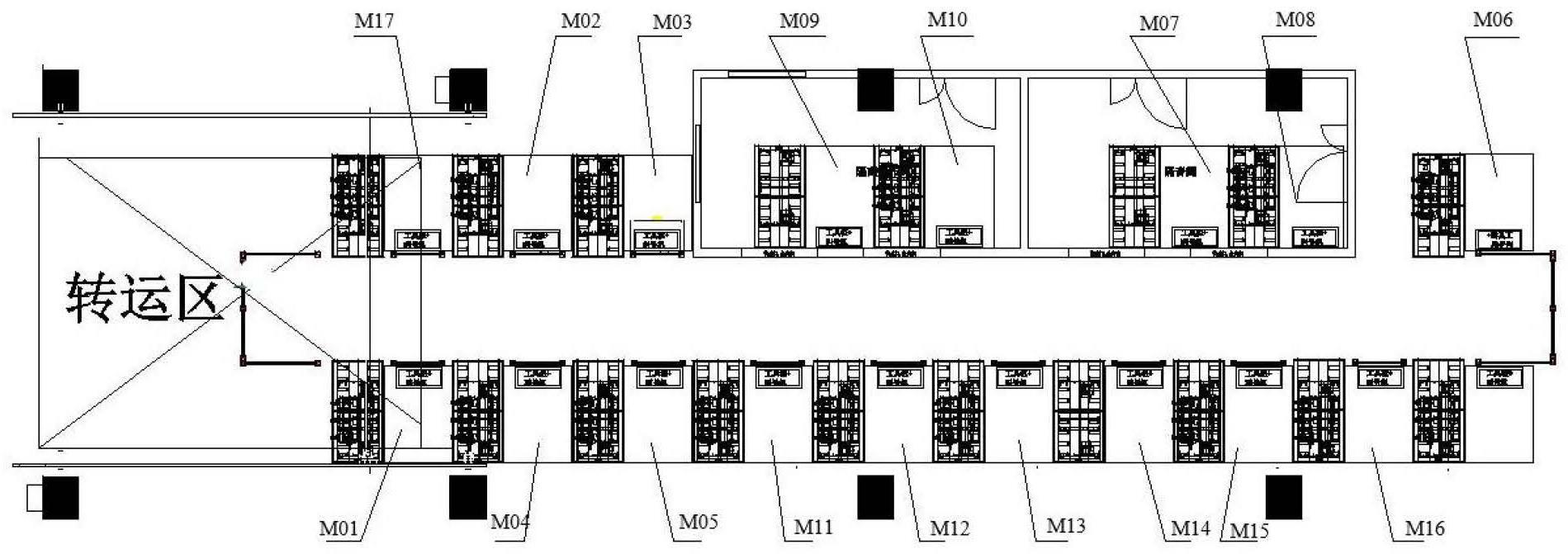
3、其中,所述装配工位包括:上料工位、预制工位、装配工位、接线工位、绑线工位、主轴装配工位、磨合工位、参数测量工位、参数调整工位、互感器装配工位、互感器布线工位、互感器接线工位、检测工位、收尾工位、以及下料工位;所述各个工位按照既定顺序排列;
4、所述rgv运输车运载夹装有柱上开关的滑橇车夹具于所述运输通道上行进,并可到达任意的装配工位;所述第一传感器模块用于感应所述柱上开关是否到达/离开指定的装配工位,并将感应信息上传至所述控制系统;所述控制系统用于按照预设的程序控制所述rgv运输车将所述柱上开关运输至指定的装配工位、以及用于当感应信息感应到柱上开关到达指定的装配工位,控制对应的所述装配工位对所述柱上开关执行指定的装配动作或手动执行装配动作、以及用于当感应信息感应到柱上开关离开指定的装配工位,控制rgv运输车运输所述柱上开关至下一指定装配工位,直至所述柱上开关生产完毕。
5、优选的,所述各个装配工位的数量为一个或以上。
6、优选的,所述自动化生产线还包括:用于运输零配件的配件运输车、以及设置于所述工具栏的第二传感器模块;
7、所述第二传感器模块用于检测所述工具栏的零部件是否已消耗完毕;所述控制模块用于当检测到零部件已消耗完毕或接收到工位操作屏上传的填料指令,则所控制所述配件运输车运输相应的配件至所述工具栏。
8、优选的,所述自动化生产线还包括:显示模块;所述显示模块用于显示自动化生产线的生产信息。
9、为了达到上述目的,本发明还提供了一种柱上开关的自动化生产方法,应用于上述柱上开关的自动化生产线,包括以下步骤:
10、s1:判断是否接收到程序开始指令;若是,则转入步骤s2;
11、s2:控制运载有柱上开关的rgv运输车运输至指定的装配工位;
12、s3:判断是否接收到第一传感器模块上传的到达指令;若是,则转入步骤s4;若否,则返回步骤s2;
13、s4:控制指定的装配工位执行相应的装配工作;
14、s5:判断是否接收到装配完毕指令;若是,则转入步骤s6;若否,则返回步骤s4;
15、s6:判断是否存在下一指定的装配工位;若是,则转入步骤s7;若否,则进入步骤s8;
16、s7:控制运载有柱上开关的rgv运输车运输至下一指定的装配工位;并返回执行步骤s3;
17、s8:结束。
18、优选的,所述控制指定的装配工位执行相应的装配工作具体包括以下装配顺序步骤:
19、s41:上料工位执行壳体上线及配件装配及贴标识动作;
20、s42:预制工位预制极柱安装调整及挂板抹润滑油安装;
21、s43:装配工位执行机构、预制分闸簧、预制缓冲件、辅开装配;
22、s44:接线工位执行预制航插座、绿端子装配布线及机构接线;
23、s45:绑线工位执行绿端子、辅开接线及绑线;
24、s46:主轴装配工位执行主轴支架摸润滑油及主轴装配;
25、s47:磨合工位执行插线电动磨合动作;
26、s48:参数测量工位执行参数测量及拆机动作;
27、s49:参数调整工位执行超程、开距参数调整及装配;
28、s50:互感器装配工位执行互感器、出线座装配;
29、s51:互感器布线工位执行互感器布线绑线动作;
30、s52:互感器接线工位执行互感器接线动作;
31、s53:检测工位执行机械特性、回路电阻、伏安特性、变比检测;
32、s54:收尾工位执行零序电压传感器装配接线、打胶、封盖板、收尾动作;
33、s55:下料工位执行工频耐压、下架、装箱底板固定动作。
34、优选的,所述步骤s5之后还包括:
35、s56:是否接收到零部件消耗完毕指令;若否,则转入步骤6,若是,则转入步骤s61;
36、s61:控制配件运输车运输相应的零部件至该装配工位的工具栏。
37、优选的,所述步骤s8之前还包括:
38、s71:显示自动化生产线的生产信息。
39、为了解决上述技术问题,本发明还提供了一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现所述柱上开关的自动化生产线方法的步骤。
40、为了解决上述技术问题,本发明还提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现所述柱上开关的自动化生产线方法的步骤。
41、与现有技术比较本发明的有益效果在于:1、使用专用的滑橇车夹具用于固定柱上开关本体,且产品固定后可以旋转至任意装配角度,从开始到完成装配后装箱前,产品均固定在这个移动工装上,且随着rgv运输车的运输至任意装配工位,实现工人不动产品有序移动;2、生产过程自动化,且根据不同工序所耗费的时间,针对耗时长的装配工序设置两个或以上的装配工位,使得单个产品的生产工时降低,提高了生产效率;3、实时显示生产信息,实现生产过程的可视化、可追溯性。
技术特征:
1.一种柱上开关的自动化生产线,其特征在于,包括:底座、设置于所述底座上的运输通道、分别与所述运输通道相连接的若干个装配工位、设置于各个装配工位的工具柜和工位操作屏以及第一传感器模块、用于装夹所述柱上开关的滑橇车夹具、用于运输所述滑橇车夹具的rgv运输车、电源模块、控制系统以及用于安置所述自动化生产线的屏蔽房;
2.根据权利要求1所述的柱上开关的自动化生产线,其特征在于,所述各个装配工位的数量为一个或以上。
3.根据权利要求1所述的柱上开关的自动化生产线,其特征在于,所述自动化生产线还包括:用于运输零配件的配件运输车、以及设置于所述工具柜的第二传感器模块;
4.根据权利要求3所述的柱上开关的自动化生产线,其特征在于,所述自动化生产线还包括:显示模块;所述显示模块用于显示自动化生产线的生产信息。
5.一种柱上开关的自动化生产方法,应用于权利要求1-4任意一项所述的柱上开关的自动化生产线,其特征在于,包括以下步骤:
6.根据权利要求5所述的柱上开关的自动化生产方法,其特征在于,所述控制指定的装配工位执行相应的装配工作具体包括以下装配顺序步骤:
7.根据权利要求5所述的柱上开关的自动化生产方法,其特征在于,所述步骤s5之后还包括:
8.根据权利要求7所述的柱上开关的自动化生产方法,其特征在于,所述步骤s8之前还包括:
9.一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求5-8任一项所述的柱上开关的自动化生产线方法的步骤。
10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求5-8任一项所述的柱上开关的自动化生产线方法的步骤。
技术总结
本发明公开了一种柱上开关的自动化生产线,包括:底座、运输通道、若干个装配工位、设置于各个装配工位的工具柜和工位操作屏及第一传感器模块、滑橇车夹具、RGV运输车、电源模块、控制系统以及屏蔽房。第一传感器模块用于感应柱上开关是否到达/离开指定装配工位;控制系统用于控制RGV运输车将柱上开关运输至指定的装配工位、以及用于当感应到柱上开关到达指定的装配工位,控制对应的装配工位执行装配动作、以及用于当感应到柱上开关离开指定的装配工位,控制RGV运输车运输柱上开关至下一指定装配工位,直至柱上开关生产完毕。本发明还提供了柱上开关的自动化生产方法,能够实现提高生产效率,方便人工操作,提高生产现场有序性的目的。
技术研发人员:高峰泉,夏文明,简果荣,罗贤华,舒明星,赵喜明,王俊华
受保护的技术使用者:浙江俊朗电气自动化股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!