一种极片取料协同控制方法及取料装置与流程
本发明属于锂电池制造,尤其涉及一种极片取料协同控制方法及取料装置。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、叠片机是锂电池制造工艺过程中的核心设备,其中的供料部分作为整个叠片环节的初始过程,对于后续锂电池的质量保障具有重要作用,采用弹匣进行供料是目前常见的一种供料方式,如图1所示,通常包括用于堆叠极片的弹匣10、用于将弹匣内极片向上顶升的托板20和顶升杆件30,以及用于拾取弹匣内极片的拾取机构40。由于极片的极耳侧存在削薄区,当弹匣内极片堆叠较多时,上层极片会出现向极耳侧倾斜的现象,如图中所示。由于极片非常薄,若拾取机构上的多个吸盘不能正对极片执行吸取操作,可能会吸取失败,或者导致吸取的极片不平整。
3、当然,可以通过在弹匣内放置较少的极片来避免上述问题,但是这样就需要频繁切换弹匣。
技术实现思路
1、为克服上述现有技术的不足,本发明提供了一种极片取料协同控制方法及取料装置。
2、为实现上述目的,本发明的一些实施例提供了一种极片取料协同控制方法,应用于取料装置,所述取料装置包括弹匣、顶升机构和拾取机构,其特征在于,所述拾取机构和弹匣下方分别设置第一旋转电机和第二旋转电机,所述方法包括:
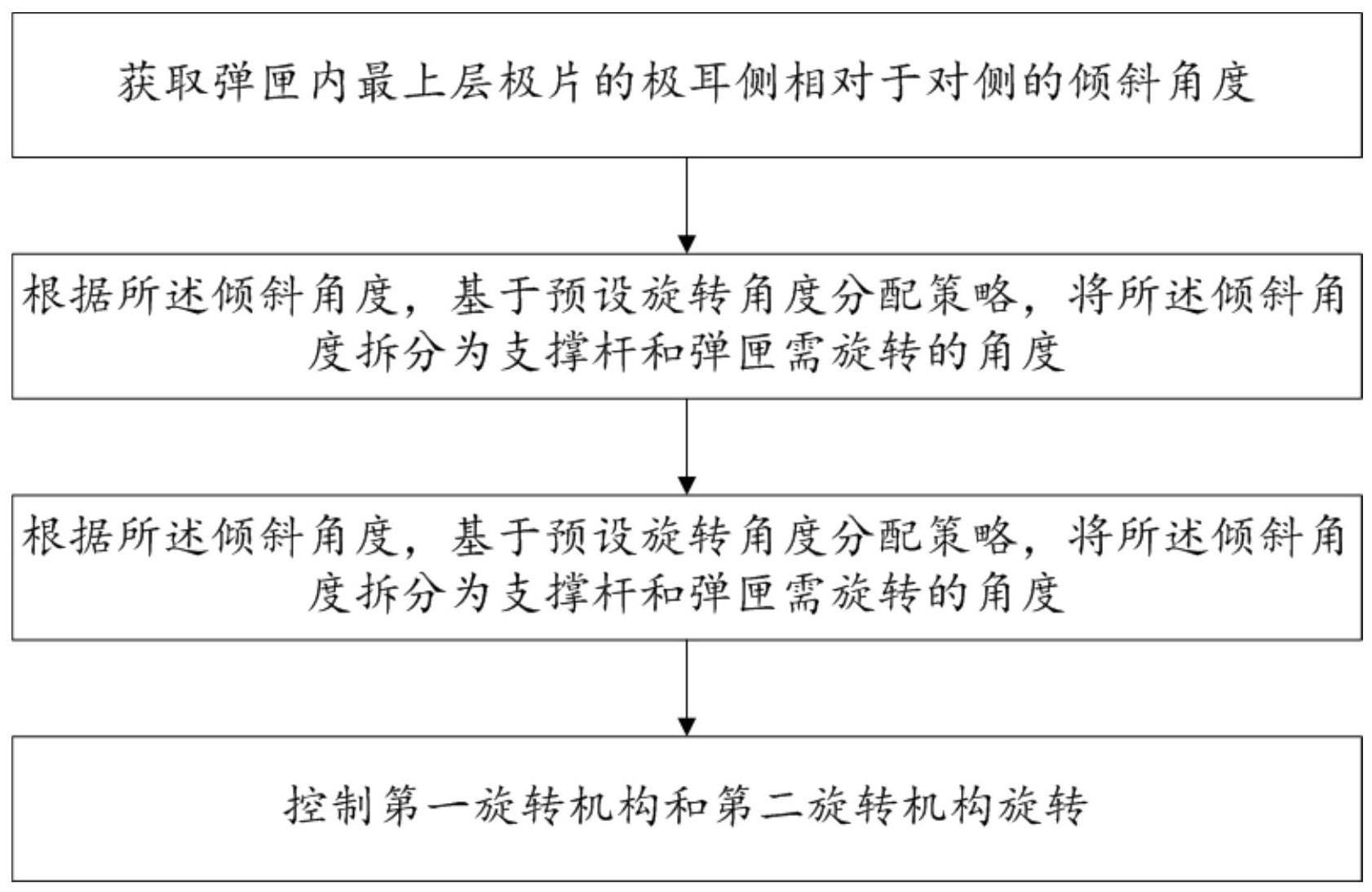
3、获取弹匣内最上层极片的极耳侧相对于对侧的倾斜角度;
4、根据所述倾斜角度,基于预设旋转角度分配策略,将所述倾斜角度拆分为支撑杆和弹匣需旋转的角度;
5、控制第一旋转机构和第二旋转机构旋转。
6、一些实施例中,通过从弹匣上方测量的与极耳侧和对侧之间的距离,计算极耳侧相对于对侧的高度差;根据所述高度差计算极耳侧相对于对侧的倾斜角度。
7、一些实施例中,通过在弹匣内测量的极耳侧高度和对侧高度,计算极耳侧相对于对侧的高度差;根据所述高度差计算极耳侧相对于对侧的倾斜角度。
8、一些实施例中,根据弹匣内剩余极片数量、生产时的辊压厚度,以及极片侧削薄区的宽度和厚度,采用预设倾斜角度计算模型,计算当前弹匣内最上层极片极耳侧相对于对侧的倾斜角度。
9、一些实施例中,所述旋转角度分配策略为:判断倾斜角度是否大于第一角度阈值,若否,所述支撑杆的旋转角度取值为所述倾斜角度;若是,所述支撑杆的旋转角度取值为所述第一角度阈值,将所述倾斜角度与第一角度阈值的差值作为弹匣的旋转角度;其中,第一角度阈值和第二角度阈值分别为支撑杆旋转以及弹匣旋转的阈值。
10、本发明的一些实施例提供了一种取料装置,所述取料装置包括弹匣、顶升机构、拾取机构和控制器,所述拾取机构和弹匣下方分别设置第一旋转电机和第二旋转电机,所述控制器被配置为执行所述的方法。
11、一些实施例中,所述弹匣上方位于支撑杆上吸盘的两侧,或者弹匣上方空间非动作干涉区域,对应极耳侧及其对侧的位置,分别设有距离传感器;或者,弹匣两侧立柱上分别设有高度传感器;上述距离传感器或高度传感器与所述控制器连接。
12、一些实施例中,所述弹匣上方位于支撑杆上吸盘的两侧,或者弹匣上方空间非动作干涉区域,对应极耳侧及其对侧的位置,分别设有距离传感器;或者,弹匣两侧立柱上分别设有高度传感器;上述距离传感器或高度传感器与所述控制器连接。
13、一些实施例中,所述弹匣外表面粘贴二维码,所述二维码记录所述制程数据,弹匣外部空间非动作干涉区域设置相应的扫码设备,所述扫码设备与所述控制器连接。
14、以上一个或多个技术方案存在以下有益效果:
15、在拾取机构和弹匣下方均设置旋转机构,对于二者的旋转角度进行协同控制,对厚度累加效应导致的倾斜进行补偿,控制拾取机构中布设吸盘的支撑杆在取片时与最上方极片平行,使得拾取机构中的多个吸盘能够正对极片平面实现充分接触,保证了极片上受力的均匀性,从而提高取片成功率。
技术特征:
1.一种极片取料协同控制方法,应用于取料装置,所述取料装置包括弹匣、顶升机构和拾取机构,其特征在于,所述拾取机构和弹匣下方分别设置第一旋转电机和第二旋转电机,所述方法包括:
2.如权利要求1所述的极片取料协同控制方法,其特征在于,通过从弹匣上方测量的与极耳侧和对侧之间的距离,计算极耳侧相对于对侧的高度差;根据所述高度差计算极耳侧相对于对侧的倾斜角度。
3.如权利要求1所述的极片取料协同控制方法,其特征在于,通过在弹匣内测量的极耳侧高度和对侧高度,计算极耳侧相对于对侧的高度差;根据所述高度差计算极耳侧相对于对侧的倾斜角度。
4.如权利要求1所述的极片取料协同控制方法,其特征在于,根据弹匣内剩余极片数量、生产时的辊压厚度,以及极片侧削薄区的宽度和厚度,采用预设倾斜角度计算模型,计算当前弹匣内最上层极片极耳侧相对于对侧的倾斜角度。
5.如权利要求1所述的极片取料协同控制方法,其特征在于,所述旋转角度分配策略为:判断倾斜角度是否大于第一角度阈值,若否,所述支撑杆的旋转角度取值为所述倾斜角度;若是,所述支撑杆的旋转角度取值为所述第一角度阈值,将所述倾斜角度与第一角度阈值的差值作为弹匣的旋转角度;其中,第一角度阈值和第二角度阈值分别为支撑杆旋转以及弹匣旋转的阈值。
6.如权利要求1所述的极片取料协同控制方法,其特征在于,根据支撑杆和弹匣之间的相对旋转角度,计算支撑杆的垂线与最上方极片的垂线之间的偏移量,若所述偏移量大于设定阈值,控制所述拾取机构在水平方向上对所述偏移量进行补偿。
7.一种取料装置,其特征在于,所述取料装置包括弹匣、顶升机构、拾取机构和控制器,所述拾取机构和弹匣下方分别设置第一旋转电机和第二旋转电机,所述控制器被配置为执行如权利要求1-5任一项所述的方法。
8.如权利要求7所述的取料装置,其特征在于,所述弹匣外侧设有支撑壳体,所述支撑壳体包括侧壁和底板,所述弹匣底面和底板之间设有支撑部,所述侧壁通过紧固件分别与所述支撑部和底板连接;所述底板与顶升杆件的底部连接,所述底板下方与旋转机构连接。
9.如权利要求7所述的取料装置,其特征在于,所述弹匣上方位于支撑杆上吸盘的两侧,或者弹匣上方空间非动作干涉区域,对应极耳侧及其对侧的位置,分别设有距离传感器;或者,弹匣两侧立柱上分别设有高度传感器;上述距离传感器或高度传感器与所述控制器连接。
10.如权利要求7所述的取料装置,其特征在于,所述弹匣外表面粘贴二维码,所述二维码记录所述制程数据,弹匣外部空间非动作干涉区域设置相应的扫码设备,所述扫码设备与所述控制器连接。
技术总结
本发明公开了一种极片取料协同控制方法及取料装置,所述取料装置包括弹匣、顶升机构和拾取机构,所述拾取机构和弹匣下方分别设置第一旋转电机和第二旋转电机,所述方法包括:获取弹匣内最上层极片的极耳侧相对于对侧的倾斜角度;根据所述倾斜角度,基于预设旋转角度分配策略,将所述倾斜角度拆分为支撑杆和弹匣需旋转的角度;控制第一旋转机构和第二旋转机构旋转。本发明通过在拾取机构和弹匣下方均设置旋转机构,对弹匣中上层极片的倾斜角度进行补偿,提高了取片成功率。
技术研发人员:陆贵权,伍超,孙义坤,李艳杰
受保护的技术使用者:安徽得壹能源科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!