一种燕丝物料精控装填设备的制作方法
本发明涉及物料装填设备,具体涉及一种燕丝物料精控装填设备。
背景技术:
1、本公司在进行燕窝加工时,采用了如下加工方式:1、对泡发后的湿燕窝用离心机脱水;2、将脱水后的燕窝分装入玻璃瓶中;3、往包装瓶内灌装调配好的溶液后密封;4、将装有燕窝的玻璃瓶升温后进行炖煮,经阶梯降温冷却后得到成品。目前,对于每个包装瓶内需要放置的产品原料,需要工人用夹子逐一夹取称重,然后从称重托盘内将产品原料放入包装瓶内。由于燕丝进行泡发后质地柔软且容易黏在称重托盘上,人工逐一往包装瓶内转移燕丝耗费时间,并且可能会将燕丝抻断。
技术实现思路
1、本发明所要解决的技术问题是目前燕丝称重后往包装瓶的转移过程自动化程度低,费时费力,并且影响燕丝的完整度。
2、为解决上述问题,本发明所采取的技术方案是:
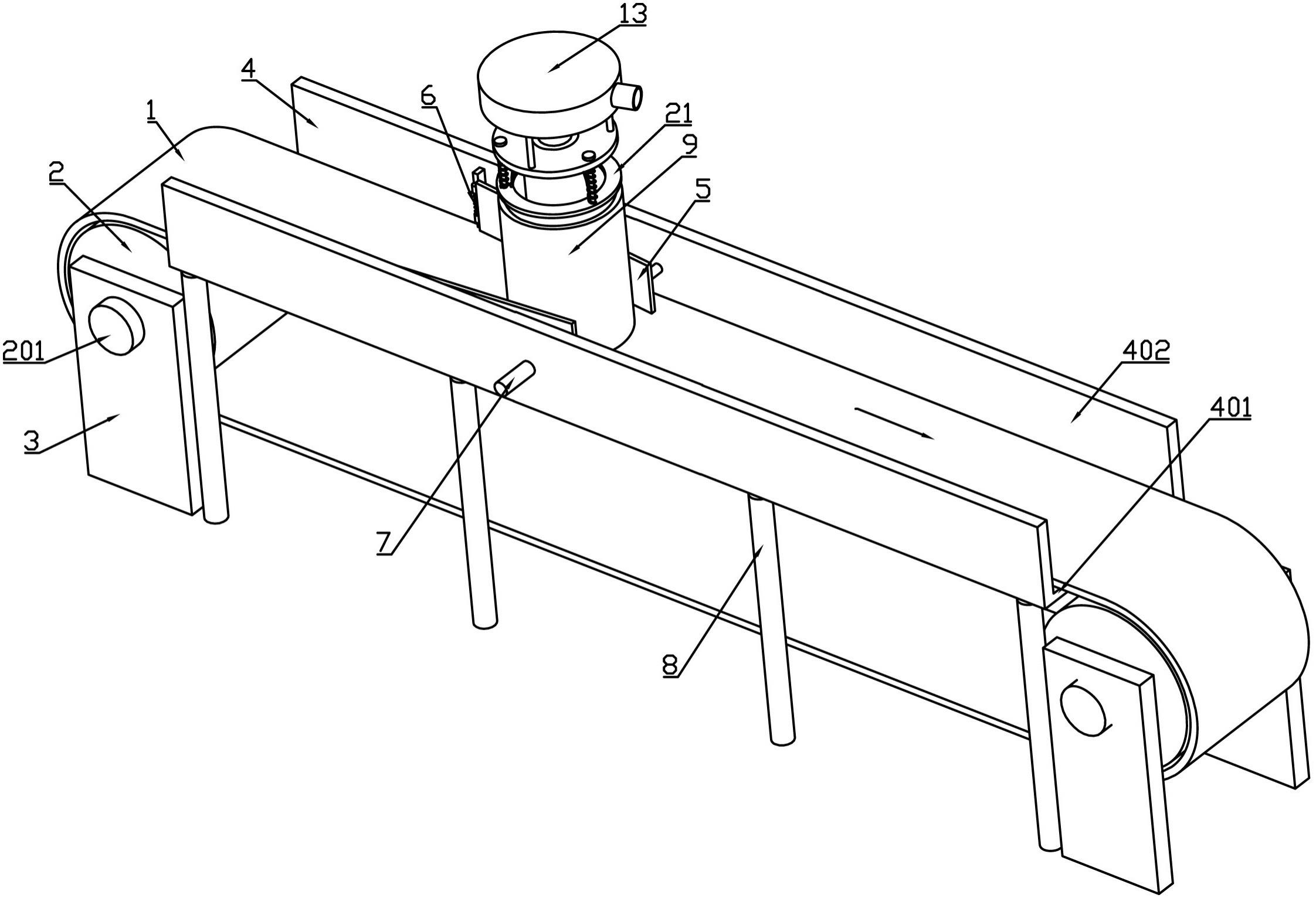
3、一种燕丝物料精控装填设备,其包括传送机构、装填机构以及用于控制装填机构进行运动的驱动机构,所述传送机构包括输送带,用来水平输送包装瓶;
4、所述装填机构包括与驱动机构相连的安装座,所述安装座底部通过多个竖直设置的立柱与压板相连,所述安装座内设有通气孔,所述通气孔一端与进气管相连,所述通气孔另一端与竖直设于安装座底部中心处的出气管相连,所述压板中部设有与所述出气管相对应的让位孔,所述压板底部中心处固设有套筒;
5、所述压板下方同轴设置有支撑环,且所述压板与支撑环之间通过自动复位装置相连,所述套筒底部周向均匀的竖直开设有多个安装孔一,所述套筒外壁水平开设有与所述安装孔一顶部相连通的安装孔二,所述安装孔一内下部设有顶杆,所述顶杆上端与安装孔一顶部之间设有压簧,所述顶杆顶部固设有拉绳,所述拉绳从所述安装孔一穿出后固设在所述支撑环上;
6、还包括含铁材质的磁吸筒,所述套筒底部固设有与所述磁吸筒相对应的电磁铁,所述磁吸筒的筒底由多个相同的呈扇形的翻转门拼接而成圆形的封堵板,所述翻转门外部中心处通过铰连座二铰连在所述磁吸筒底部,且铰连座二上设有扭簧,使所述翻转门在自由状态下封堵在所述磁吸筒底部,所述翻转门与顶杆一一对应设置,且所述顶杆下端与翻转门外缘中心处相对应。
7、作为本发明的一种实施方式,所述传送机构包括输送带以及对所述输送带进行支撑的u型托架,所述托架的竖直部对称设于所述输送带两侧,所述竖直部内侧设有导向限位板,所述导向限位板左端通过铰连座一可转动的设置在竖直部上,且铰连座一上设有扭簧,使所述导向限位板右端在自由状态下抵紧在所述竖直部上,所述竖直部上设有与所述导向限位板相对应的自动伸缩杆。
8、作为本发明的一种实施方式,所述自动复位装置包括围绕所述套筒周向均匀设置的多个导向柱,所述导向柱下端固设于所述支撑环上,所述导向柱上端从所述压板上开设的过孔上穿出,且所述导向柱上端固设有限位块,所述导向柱上套设有弹簧。
9、作为本发明的一种实施方式,自由状态下,所述顶杆下端与所述套筒下端齐平。
10、作为本发明的一种实施方式,所述套筒内径与让位孔内径相适配,所述出气管下端伸入所述套筒内。
11、作为本发明的一种实施方式,所述支撑环内侧周向均匀的固设有多个与所述套筒外壁相适配的限位柱。
12、作为本发明的一种实施方式,所述限位柱自由端安装有滚珠或能够沿套筒轴向移动的滚轮。
13、作为本发明的一种实施方式,所述进气管与鼓风装置相连,所述驱动机构为机械手,或,
14、由多个气缸或液压缸组成,可进行左右、前后和上下方向的移动。
15、作为本发明的一种实施方式,所述支撑环的尺寸与包装瓶的瓶沿相对应,所述套筒和磁吸筒的尺寸均小于所述包装瓶的瓶口内径;所述安装孔一距离套筒轴线的距离小于所述磁吸筒的内径尺寸,使所述磁吸筒被所述电磁铁吸附后,随着所述顶杆下降,所述顶杆能够将所述翻转门向下顶开。
16、作为本发明的一种实施方式,所述导向柱、顶杆和翻转门均设置有三个,所述电磁铁周向均匀的设置有至少三个。
17、采用上述技术方案所产生的有益效果在于:
18、本发明提供的燕丝物料精控装填设备,首先在称重区将燕丝放在磁吸筒底部的封堵板上后一起进行称重,称重完成后将磁吸筒连同封堵板上的燕丝一起放置在待拾取工位,通过驱动机构将装填机构移动到待拾取工位,对电磁铁通电,将磁吸筒牢牢吸附在所述套筒正下方。等到包装瓶被传送机构输送至装填工位时,通过驱动机构控制装填机构移动至包装瓶瓶口处,控制装填机构竖直向下运动,使所述磁吸筒和套筒下部进入包装瓶内,直至支撑环压在包装瓶的瓶口上;随着驱动机构继续控制安装座向下运动,所述压板带动套筒和磁吸筒继续向下移动,从而压板与支撑环间距逐渐变小,拉绳会松弛,所述顶杆在压簧作用下向下运动,会将翻转门顶开,燕丝会落入包装瓶内,此时通过出气管向下进行吹风,可以直接将翻转门上的燕丝吹入包装瓶内;物料装填完成后,通过驱动机构控制装填机构离开包装瓶,在弹簧作用下,所述压板与支撑环间距变大至恢复原位,所述拉绳拉动所述顶杆缩回所述安装孔一内,驱动机构控制装填机构运动到称重区,电磁铁断电,所述磁吸筒掉落在称重区,重新往所述磁吸筒内放置燕丝进行称重。
19、通过设置所述导向限位板,可以对输送带上的包装瓶进行导向,通过所述自动伸缩杆控制两个导向限位板右端之间的间距,使包装瓶无法通过,通过合理设置两个导向限位板右端之间的间距,可以对包装瓶的位置进行精准定位,便于驱动装置控制装填机构往包装瓶内装填燕丝。所述燕丝物料精控装填设备结构设计巧妙,自动化程度高,省时省力,大大提高了燕丝装填工序的工作效率,并且通过吹风使燕丝从翻转门上分离,很好的保持了燕丝的原始状态。
技术特征:
1.一种燕丝物料精控装填设备,其特征在于:其包括传送机构、装填机构以及用于控制装填机构进行运动的驱动机构,所述传送机构包括输送带,用来水平输送包装瓶;
2.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:所述传送机构包括输送带以及对所述输送带进行支撑的u型托架,所述托架的竖直部对称设于所述输送带两侧,所述竖直部内侧设有导向限位板,所述导向限位板左端通过铰连座一可转动的设置在竖直部上,且铰连座一上设有扭簧,使所述导向限位板右端在自由状态下抵紧在所述竖直部上,所述竖直部上设有与所述导向限位板相对应的自动伸缩杆。
3.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:所述自动复位装置包括围绕所述套筒周向均匀设置的多个导向柱,所述导向柱下端固设于所述支撑环上,所述导向柱上端从所述压板上开设的过孔上穿出,且所述导向柱上端固设有限位块,所述导向柱上套设有弹簧。
4.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:自由状态下,所述顶杆下端与所述套筒下端齐平。
5.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:所述套筒内径与让位孔内径相适配,所述出气管下端伸入所述套筒内。
6.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:所述支撑环内侧周向均匀的固设有多个与所述套筒外壁相适配的限位柱。
7.根据权利要求6所述的一种燕丝物料精控装填设备,其特征在于:所述限位柱自由端安装有滚珠或能够沿套筒轴向移动的滚轮。
8.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:所述进气管与鼓风装置相连,所述驱动机构为机械手,或,
9.根据权利要求1所述的一种燕丝物料精控装填设备,其特征在于:所述支撑环的尺寸与包装瓶的瓶沿相对应,所述套筒和磁吸筒的尺寸均小于所述包装瓶的瓶口内径;所述安装孔一距离套筒轴线的距离小于所述磁吸筒的内径尺寸,使所述磁吸筒被所述电磁铁吸附后,随着所述顶杆下降,所述顶杆能够将所述翻转门向下顶开。
10.根据权利要求3所述的一种燕丝物料精控装填设备,其特征在于:所述导向柱、顶杆和翻转门均设置有三个,所述电磁铁周向均匀的设置有至少三个。
技术总结
本发明涉及一种燕丝物料精控装填设备,其包括传送机构、装填机构以及用于控制装填机构进行运动的驱动机构,所述传送机构包括输送带,用来水平输送包装瓶;所述装填机构包括与驱动机构相连的安装座,所述安装座底部通过多个竖直设置的立柱与压板相连,所述安装座内设有通气孔,所述通气孔一端与进气管相连,所述通气孔另一端与竖直设于安装座底部中心处的出气管相连,所述压板中部设有与所述出气管相对应的让位孔,所述压板底部中心处固设有套筒;所述压板下方同轴设置有支撑环,且所述压板与支撑环之间通过自动复位装置相连;还包括含铁材质的磁吸筒,所述套筒底部固设有与所述磁吸筒相对应的电磁铁,所述磁吸筒的筒底设有圆形的封堵板。
技术研发人员:林小仙,苗树,葛斌,王东亮
受保护的技术使用者:小仙炖霸州食品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!