一种子母扣塑料片上料装置的制作方法
本发明涉及子母扣生产,具体涉及一种子母扣塑料片上料装置。
背景技术:
1、现有技术中,如图1和图2所示,子母扣包括子母扣塑料片和胶片,子母扣的组装主要是将子母扣塑料片和胶片进行粘合,其中,子母扣塑料片具有正面和背面,其中子母扣塑料片的正面具有凸起部分,因此子母扣塑料片的厚度包括子母扣塑料片凸起部分和片体的厚度。子母扣由于结构简单、使用便捷而广泛应用于各个行业,而人工组装子母扣的效率低下且产品质量参差不齐,人工组装子母扣无法满足目前的需求。因此,现有技术有待于进一步发展。
技术实现思路
1、本发明的目的在于克服上述技术不足,提供一种子母扣塑料片上料装置,以解决相关技术中的人工组装子母扣的效率低下的技术问题。
2、为达到上述技术目的,本发明采取了以下技术方案:提供了一种子母扣塑料片上料装置,包括供料装置、涂胶装置和上料抓取装置,所述供料装置包括用于实现子母扣塑料片逐一排队供料的供料轨道,所述上料抓取装置设置于供料轨道末端用以抓取供料轨道末端的子母扣塑料片进行上料,所述涂胶装置设置于上料抓取装置的移动路径上,所述上料抓取装置抓取供料轨道末端的子母扣塑料片后移动至涂胶装置完成涂胶动作后进行上料。
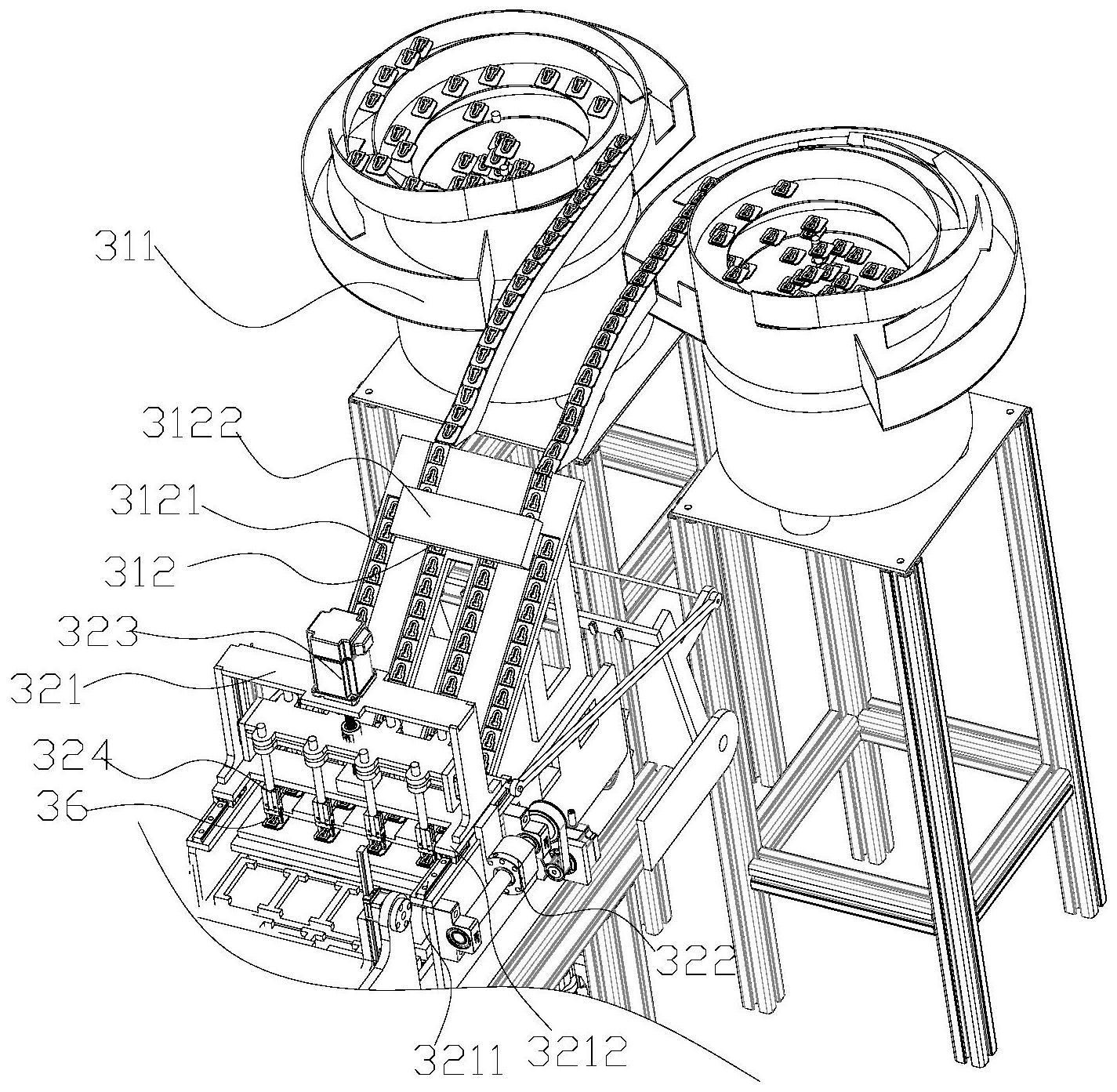
3、进一步地,所述供料装置包括震动筛盘,所述震动筛盘包括螺旋向上的用于实现子母扣塑料片逐一排队输送的排队轨道以及用于对排队输送的子母扣塑料片姿态进行筛选的筛选轨道,所述排队轨道末端与筛选轨道的起始端连接,排队轨道末端与筛选轨道起始端的连接处设有用于实现子母扣塑料片由平躺姿态转为站立姿态的翻转结构,所述排队轨道末端设置于翻转结构一侧并与翻转结构顶部连接,所述筛选轨道起始端设置于翻转结构另一侧并与翻转结构底部连接。
4、进一步地,所述筛选轨道由内轨道和外轨道组成,内轨道和外轨道之间形成供子母扣塑料片以站立姿态输送的行走间隙,其中,所述内轨道顶端高于外轨道顶端的高度,所述行走间隙的宽度大于子母扣塑料片片体厚度且小于子母扣塑料片凸起部分和片体整体厚度。
5、进一步地,所述翻转结构由位于里侧的弧面板和位于外侧的挡板组成,所述弧面板底部和挡板底部逐渐靠近呈扩口型结构,所述弧面板底部与筛选轨道的内轨道起始端连接,所述挡板底部与筛选轨道的外轨道起始端连接。
6、进一步地,筛选轨道上方还设有用于基于筛选轨道上不同站立状态的子母扣塑料片进行筛选的筛选杆,所述筛选杆底端靠近内轨道设置,且筛选杆顶端自底端向筛选轨道外侧伸展,且伸展程度超出外轨道所在位置,其中,所述筛选杆与外轨道之间的距离小于子母扣塑料片片体的长度,且大于子母扣塑料片片体宽度。
7、进一步地,供料轨道包括用于实现子母扣塑料片分轨道传输的分配器,所述分配器包括两倍于供料轨道数量的分配轨道和用于向分配轨道上分配子母扣塑料片的分配机构,所述分配轨道进口与筛选轨道末端连接,所述分配机构设置于分配轨道进口处。
8、进一步地,分配轨道为四个,四个分配轨道并排设置且向下倾斜,分配机构将筛选轨道末端的子母扣塑料片分配至四个分配轨道进口。
9、进一步地,上料抓取装置包括支架、驱动支架自涂胶位和上料位间往复滑动的第一驱动机构、沿上料位布设方向设置于支架两侧的第一抓取机构和第二抓取机构,所述第一抓取机构和第二抓取机构由设置于支架上的第二驱动机构驱动实现上下移动,在支架的往复滑动过程中,第一抓取机构将供料轨道末端的子母扣塑料片抓取至涂胶装置,第二抓取机构将涂胶装置中的子母扣塑料片抓取至上料位。
10、进一步地,支架上设有升降板,第二驱动机构连接升降板并带动升降板升降,所述第一抓取机构和第二抓取机构设置于升降板上。
11、进一步地,所述涂胶装置包括涂胶板和为涂胶板注胶的注胶结构,所述涂胶板上设有与子母扣塑料片形状相吻合的涂胶槽,所述注胶结构将胶注入涂胶槽,所述上料抓取装置将供料装置输出的子母扣塑料片抓取至涂胶装置的涂胶槽中实现涂胶。
12、有益效果:
13、1、本发明的一种子母扣塑料片上料装置通过供料装置、涂胶装置和上料抓取装置协同工作实现子母扣塑料片放至上料位,无需操作员将子母扣塑料片放至上料位。
14、2、本发明的供料装置具有筛选轨道,可以对子母扣塑料片的输送姿态进行筛选,从而实现子母扣塑料片统一定向地进行输送,与涂胶装置和上料抓取装置相匹配,减少上料失败率。
15、3、本发明一种子母扣塑料片上料装置降低操作人员的劳动强度,使整个过程操作更简便,实现自动化。
技术特征:
1.一种子母扣塑料片上料装置,其特征在于,包括供料装置、涂胶装置和上料抓取装置,所述供料装置包括用于实现子母扣塑料片逐一排队供料的供料轨道,所述上料抓取装置设置于供料轨道末端用以抓取供料轨道末端的子母扣塑料片进行上料,所述涂胶装置设置于上料抓取装置的移动路径上,所述上料抓取装置抓取供料轨道末端的子母扣塑料片后移动至涂胶装置完成涂胶动作后进行上料。
2.根据权利要求1所述的子母扣塑料片上料装置,其特征在于,所述供料装置包括震动筛盘,所述震动筛盘包括螺旋向上的用于实现子母扣塑料片逐一排队输送的排队轨道以及用于对排队输送的子母扣塑料片姿态进行筛选的筛选轨道,所述排队轨道末端与筛选轨道的起始端连接,排队轨道末端与筛选轨道起始端的连接处设有用于实现子母扣塑料片由平躺姿态转为站立姿态的翻转结构,所述排队轨道末端设置于翻转结构一侧并与翻转结构顶部连接,所述筛选轨道起始端设置于翻转结构另一侧并与翻转结构底部连接。
3.根据权利要求2所述的子母扣塑料片上料装置,其特征在于,所述筛选轨道由内轨道和外轨道组成,内轨道和外轨道之间形成供子母扣塑料片以站立姿态输送的行走间隙,其中,所述内轨道顶端高于外轨道顶端的高度,所述行走间隙的宽度大于子母扣塑料片片体厚度且小于子母扣塑料片凸起部分和片体整体厚度。
4.根据权利要求3所述的子母扣塑料片上料装置,其特征在于,所述翻转结构由位于里侧的弧面板和位于外侧的挡板组成,所述弧面板底部和挡板底部逐渐靠近呈扩口型结构,所述弧面板底部与筛选轨道的内轨道起始端连接,所述挡板底部与筛选轨道的外轨道起始端连接。
5.根据权利要求3所述的子母扣塑料片上料装置,其特征在于,筛选轨道上方还设有用于基于筛选轨道上不同站立状态的子母扣塑料片进行筛选的筛选杆,所述筛选杆底端靠近内轨道设置,且筛选杆顶端自底端向筛选轨道外侧伸展,且伸展程度超出外轨道所在位置,其中,所述筛选杆与外轨道之间的距离小于子母扣塑料片片体的长度,且大于子母扣塑料片片体宽度。
6.根据权利要求2所述的子母扣塑料片上料装置,其特征在于,所述供料轨道包括用于实现子母扣塑料片分轨道传输的分配器,所述分配器包括两倍于供料轨道数量的分配轨道和用于向分配轨道上分配子母扣塑料片的分配机构,所述分配轨道进口与筛选轨道末端连接,所述分配机构设置于分配轨道进口处。
7.根据权利要求6所述的子母扣塑料片上料装置,其特征在于,所述分配轨道为四个,四个分配轨道并排设置且向下倾斜,分配机构将筛选轨道末端的子母扣塑料片分配至四个分配轨道进口。
8.根据权利要求1所述的子母扣塑料片上料装置,其特征在于,所述上料抓取装置包括支架、驱动支架自涂胶位和上料位间往复滑动的第一驱动机构、沿上料位布设方向设置于支架两侧的第一抓取机构和第二抓取机构,所述第一抓取机构和第二抓取机构由设置于支架上的第二驱动机构驱动实现上下移动,在支架的往复滑动过程中,第一抓取机构将供料轨道末端的子母扣塑料片抓取至涂胶装置,第二抓取机构将涂胶装置中的子母扣塑料片抓取至上料位。
9.根据权利要求8所述的子母扣塑料片上料装置,其特征在于,所述支架上设有升降板,第二驱动机构连接升降板并带动升降板升降,所述第一抓取机构和第二抓取机构设置于升降板上。
10.根据权利要求1所述的子母扣塑料片上料装置,其特征在于,所述涂胶装置包括涂胶板和为涂胶板注胶的注胶结构,所述涂胶板上设有与子母扣塑料片形状相吻合的涂胶槽,所述注胶结构将胶注入涂胶槽,所述上料抓取装置将供料装置输出的子母扣塑料片抓取至涂胶装置的涂胶槽中实现涂胶。
技术总结
本发明提供了一种子母扣塑料片上料装置,子母扣塑料片上料装置包括供料装置、涂胶装置和上料抓取装置,所述供料装置包括用于实现子母扣塑料片逐一排队供料的供料轨道,所述上料抓取装置设置于供料轨道末端用以抓取供料轨道末端的子母扣塑料片进行上料,所述涂料装置设置于上料抓取装置的移动路径上,所述上料抓取装置抓取供料轨道末端的子母扣塑料片后移动至涂胶装置完成涂胶动作后进行上料。供料装置、涂胶装置和上料抓取装置协同工作实现子母扣塑料片放至上料位,无需操作员将子母扣塑料片放至上料位。子母扣塑料片上料装置降低操作人员的劳动强度,使整个过程操作更简便,实现自动化。
技术研发人员:荀恩雨,张鹏,钱胜达,刘玉亭
受保护的技术使用者:临沂雅诺日用品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!