一种自动化包装输送装置的制作方法
本发明涉及纸浆模塑设备,具体地说,涉及一种自动化包装输送装置。
背景技术:
1、纸浆模塑产品的生产之后一般需要叠排整齐,并码垛成包以便运输及统计,每包有一定的数量要求。而现有的纸浆模塑自动化设备的产品收集是采用固定输送式产品收集架与输送带连接,由输送带输送产品人工进行收集堆叠,人工成本高效且率较低。
技术实现思路
1、为了解决上述现有技术的不足之处,本发明的目的在于提供一种自动化包装输送装置,以克服现有技术中的缺陷。
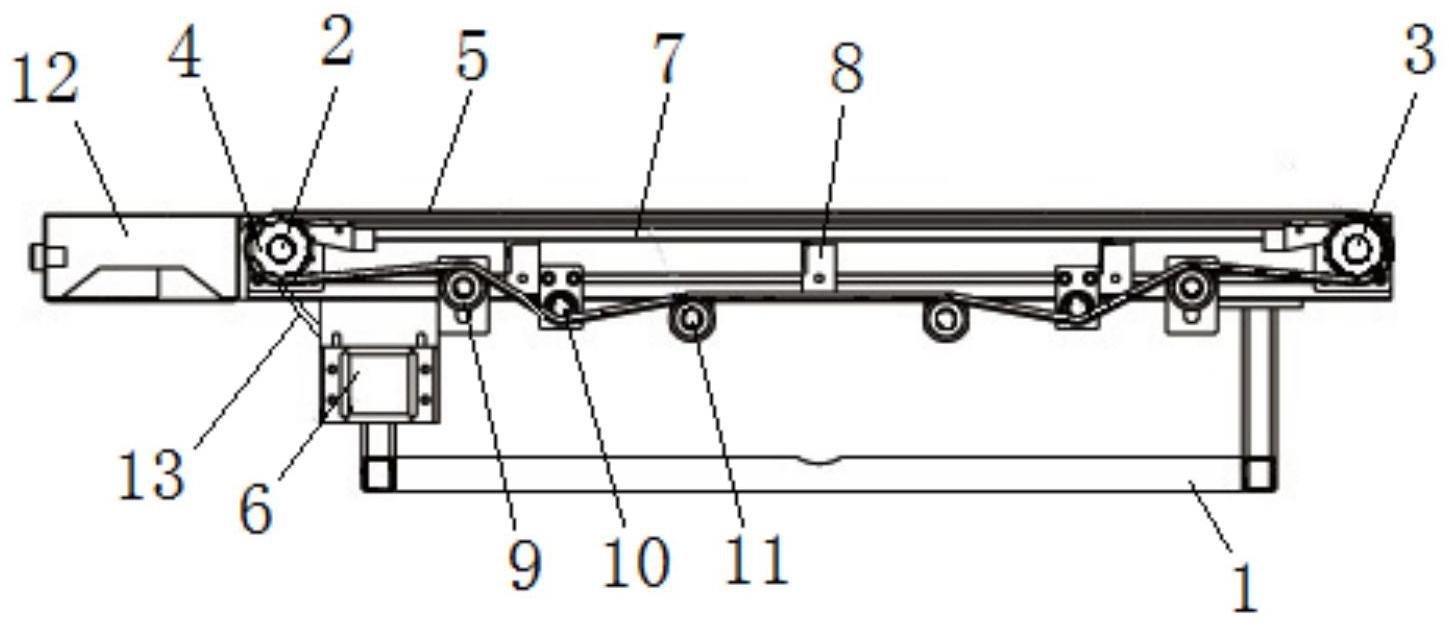
2、为了实现上述目的,本发明提供了一种自动化包装输送装置,所述自动化包装输送装置包括机架、分别轴连接在机架的前端和后端的主动轴和从动轴、以及控制系统;其中,主动轴和从动轴上均等间距地安装有若干齿轮,在主动轴和从动轴上绕设有环形的输送带,输送带与齿轮传动连接,主动轴与电机的输出轴通过联轴器传动连接,以使电机驱动主动轴上的齿轮转动,齿轮以摩擦牵引输送带连续运行;在主动轴和从动轴之间等间距地设置若干上平形托辊,上平形托辊支撑在位于上方的输送带的下面;在上平形托辊下面等间距地设置有与上平形托辊垂直的若干垫轨支撑辊以支撑上平形托辊,以使通过上平形托辊和垫轨支撑辊承载输送带和物料;在主动轴和从动轴的内侧对称设置有两个调整托辊,两个调整托辊的上表面与位于下方的输送带表面贴合,调整托辊的上表面高于主动轴的下表面,以保证输送带具有足够的张力,使主动轴和从动轴与输送带间产生足够的摩擦牵引力;在两个调整托辊的内侧对称设置有两个导向滚筒,两个导向滚筒的下表面与位于下方的输送带表面贴合,导向滚筒的下表面低于调整托辊的下表面,以通过导向滚筒配合调整托辊限制输送带的垂度;在两个导向滚筒的内侧对称设置有两个缓冲托辊,两个缓冲托辊的上表面与位于下方的输送带表面贴合,缓冲托辊的上表面高于导向滚筒的下表面,以调整输送带的张力;控制系统包括plc控制器、电机驱动模块、第一限位开关和第二限位开关;其中,plc控制器与电机驱动模块电连接和信号连接,电机驱动模块与电机电连接和信号连接,以使电机驱动模块根据plc控制器的控制信号控制电机启动或关闭;第一限位开关与plc控制器电连接和信号连接,第一限位开关用于监测输送带上产品的堆叠高度,以使plc控制器根据第一限位开关的反馈信号控制电机启动;第二限位开关与plc控制器电连接和信号连接,第二限位开关用于监测输送带上堆叠的产品是否脱离输送带,以使plc控制器根据第二限位开关的反馈信号控制电机关闭。
3、通过上述技术方案,该自动化包装输送装置安装在纸浆模塑设备上,用于堆叠纸浆模塑产品,由主动轴、从动轴、上平形托辊、垫轨支撑辊、调整托辊、导向滚筒和缓冲托辊构成的支撑组件,对输送带以及输送带上的纸浆模塑产品形成稳定的刚性支撑,并通过控制系统实现在产品堆叠到一定高度时,电机启动,输送带运行将产品进行卸载,在产品脱离输送带时,电机关闭,输送带停止运行,达到产品的自动化输送目的。
4、作为对本发明所述的自动化包装输送装置的进一步说明,优选地,输送带由塑料链板以互锁方式相互交错拼接而成,所述塑料链板由全长销杆组装在一起。
5、通过上述技术方案,输送带具有稳定支撑输送带上的纸浆模塑产品的效果。
6、作为对本发明所述的自动化包装输送装置的进一步说明,优选地,两个缓冲托辊通过轴承座上的调节螺栓进行前后移动,以便通过调整缓冲托辊的位置来调整输送带的张力。
7、通过上述技术方案,通过调整缓冲托辊的位置来实现对输送带的张力的调整。
8、作为对本发明所述的自动化包装输送装置的进一步说明,优选地,两个调整托辊通过在支撑座上的椭圆形安装孔内进行上下移动,以便限制输送带在调整托辊和导向滚筒之间的垂度。
9、通过上述技术方案,通过调整托辊上下移动,调整了输送带的张力,也调整了输送带在调整托辊和导向滚筒之间的垂度,以便输送带能正常运行。
10、作为对本发明所述的自动化包装输送装置的进一步说明,优选地,在机架的前端安装有外伸的卸载架,以便于卸载。
11、通过上述技术方案,设置卸载架便于输送带上堆叠的产品脱离输送带而卸载。
12、作为对本发明所述的自动化包装输送装置的进一步说明,优选地,在主动轴的下方设置有倾斜的刮板式清扫组件,刮板式清扫组件与位于下方的输送带表面贴合,以便于清扫输送带表面粘附的细碎屑。
13、通过上述技术方案,设置刮板式清扫组件便于清扫输送带表面粘附的细碎屑,防止这些细碎屑影响传动或把输送带损坏。
14、作为对本发明所述的自动化包装输送装置的进一步说明,优选地,控制系统还包括制动装置,制动装置与plc控制器电连接和信号连接,以使plc控制器根据制动装置的制动信号控制第一限位开关、第二限位开关和电机关闭。
15、通过上述技术方案,设置制动装置当该输送装置工作不正常或发生紧急事故时,可以关闭第一限位开关、第二限位开关和电机,进而实现对该输送装置进行紧急制动的效果。
16、本发明的有益效果如下:本发明的自动化包装输送装置安装在纸浆模塑设备上,用于堆叠纸浆模塑产品。由主动轴、从动轴、上平形托辊、垫轨支撑辊、调整托辊、导向滚筒和缓冲托辊构成的支撑组件,对输送带以及输送带上的纸浆模塑产品形成稳定的刚性支撑,并通过控制系统实现在产品堆叠到一定高度时,启动电机,输送带运行将产品进行卸载,在产品脱离输送带时,关闭电机,输送带停止运行,达到对产品的自动化堆叠输送目的,节省人工成本,效率高。
技术特征:
1.一种自动化包装输送装置,其特征在于,所述自动化包装输送装置包括机架(1)、分别轴连接在机架(1)的前端和后端的主动轴(2)和从动轴(3)、以及控制系统(20);其中,
2.如权利要求1所述的自动化包装输送装置,其特征在于,输送带(5)由塑料链板以互锁方式相互交错拼接而成,所述塑料链板由全长销杆组装在一起。
3.如权利要求1所述的自动化包装输送装置,其特征在于,两个缓冲托辊(11)通过轴承座上的调节螺栓进行前后移动,以便通过调整缓冲托辊(11)的位置来调整输送带(5)的张力。
4.如权利要求1所述的自动化包装输送装置,其特征在于,两个调整托辊(9)通过在支撑座上的椭圆形安装孔内进行上下移动,以便限制输送带(5)在调整托辊(9)和导向滚筒(10)之间的垂度。
5.如权利要求1所述的自动化包装输送装置,其特征在于,在机架(1)的前端安装有外伸的卸载架(12),以便于卸载。
6.如权利要求1所述的自动化包装输送装置,其特征在于,在主动轴(2)的下方设置有倾斜的刮板式清扫组件(13),刮板式清扫组件(13)与位于下方的输送带(5)表面贴合,以便于清扫输送带(5)表面粘附的细碎屑。
7.如权利要求1所述的自动化包装输送装置,其特征在于,控制系统(20)还包括制动装置(25),制动装置(25)与plc控制器(21)电连接和信号连接,以使plc控制器(21)根据制动装置(25)的制动信号控制第一限位开关(23)、第二限位开关(24)和电机(6)关闭。
技术总结
本发明提供了一种自动化包装输送装置,包括机架、分别轴连接在机架的前端和后端的主动轴和从动轴、以及控制系统;由主动轴、从动轴、上平形托辊、垫轨支撑辊、调整托辊、导向滚筒和缓冲托辊构成的支撑组件,输送带卷绕在支撑组件上,通过电机驱动输送带连续运行;控制系统包括PLC控制器、电机驱动模块、第一限位开关和第二限位开关。本发明由支撑组件对输送带以及输送带上的纸浆模塑产品形成稳定的刚性支撑,并通过控制系统实现在产品堆叠到一定高度时,电机启动,输送带运行将产品进行卸载,在产品脱离输送带时,电机关闭,输送带停止运行,达到对产品的自动化堆叠输送目的,节省人工成本,效率高。
技术研发人员:苏炳龙,苏双全,苏雄鹰,苏睿祺
受保护的技术使用者:泉州中乾机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!