Y管自动排序提升机的制作方法
本发明属于自动化运输,涉及一种y管自动排序提升机。
背景技术:
1、料管在工厂生产制造完成后,需要对料管进行运输后精加工处理。现有的料管运输过程中,需要人工在每个仓位上放一定输料的管子,工作强度大,且采用自动化设备对料管进行自动排序、上料时,料管容易出现推料、叠料的情况,仍然需要人工进行辅助处理,自动化程度较为一般。因此急需设计一种可以克服以上缺陷的y管自动排序提升机十分有必要。
2、为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种多模拉管机[申请号:201620747211.6],包含旋转轮,塔轮和平台;所述平台上平行设置多个拉管模具;每个拉管模具具有一个圆孔,所述的多个拉管模具的圆孔内径依次减小,用于串行穿过金属圆管;塔轮上设置了与所述多个拉管模具一一对应的凹槽,所述凹槽用于容纳所述金属圆管;所述金属圆管依次穿过所述旋转轮、塔轮上的凹槽,以及与凹槽对应的拉管模具的圆孔;经由所述旋转轮的旋转,拉制出微通道金属圆管。但是该方案对毛细管绕设绕组时,仍然容易出现杂乱无章的情况,仍然需要人工手动辅助拨动整理,存在人工劳动强度大,自动化程度较为一般的缺陷。
技术实现思路
1、本发明的目的是针对上述问题,提供一种y管自动排序提升机。
2、为达到上述目的,本发明采用了下列技术方案:
3、一种y管自动排序提升机,包括提升机机架,所述的提升机机架内设有锥斗,所述的锥斗处设有传动上料提升件,所述的提升机机架内设有第一链传送带和第二链传送带,所述的第一链传送带上设有推料部,所述的提升机机架内还设有与第一链传送带位置相对应的防叠料吹气组件,所述的第一链传送带末端设有自动拨料件。
4、在上述的y管自动排序提升机中,所述的防叠料吹气组件包括设置于提升机机架内的水平吹气管,所述的水平吹气管可沿水平方向往复直线运动,所述的水平吹气管上设有传感器,所述的水平吹气管与第一链传送带的位置相对应。
5、在上述的y管自动排序提升机中,所述的传动上料提升件包括设置于锥斗处的上料链条,所述的上料链条上设有若干料斗,所述的上料链条与第一链传送带之间设有连板件。
6、在上述的y管自动排序提升机中,所述的连板件包括设置于上料链条与第一链传送带之间的斜板,所述的斜板上设有两个沿斜板中心线对称的挡板。
7、在上述的y管自动排序提升机中,所述的提升机机架内设有挡座板,所述的挡座板与第一链传送带的位置相对应,所述的挡座板上设有防滚出斜座,所述的防滚出斜座与斜板正对设置。
8、在上述的y管自动排序提升机中,所述的推料部包括设置于第一链传送带上的若干推料凸起,所述的第一链传送带上还设有若干顶部挡块。
9、在上述的y管自动排序提升机中,所述的自动拨料件包括设置于第一链传送带末端的叉料板和传感器,所述的第一链传送带上还设有末端吹气件,所述的末端吹气件与叉料板的位置相对应。
10、在上述的y管自动排序提升机中,所述的末端吹气件包括设置于第一链传送带上的第一气缸,所述的第一气缸的动力轴上设有升降板,所述的升降板上设有第二气缸,所述的第二气缸的动力轴上设有末端吹气管,所述的末端吹气管与叉料板的位置相对应。
11、在上述的y管自动排序提升机中,所述的第一链传送带与第二链传送带之间设有管件翻转运输带,所述的管件翻转运输带一端与第一链传送带相连,另一端与第二链传送带相连。
12、在上述的y管自动排序提升机中,所述的第二链传送带上设有满料识别传感器。
13、与现有的技术相比,本发明的优点在于:
14、本发明在使用过程中,将料管放在锥斗里,此时通过传动上料提升件将料管提升到上方的第一链传送带,对管子方向进行统一排列,由第一链传送带上的推料部把料管往前推动,在料管推送中如果有堆叠料现象时,通过防叠料吹气组件把叠料吹下,顺利逐个输送至下一位置,若防叠料吹气组件未能将叠管吹下时,通过自动拨料件进行识别、叉料、拨料、吹料、复位,再重新启动第一链传送带,将料管输送至第二链传送带处,第二链传送带满料后提升,直至机械臂来抓料,将料管自动排序,避免在运输过程中出现叠料、堆料的情况,可把料管排序送到指定位置,等待机械臂抓取,极大的提高了工作效率,相对比人工放料,大大的减少了工作强度。
15、本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
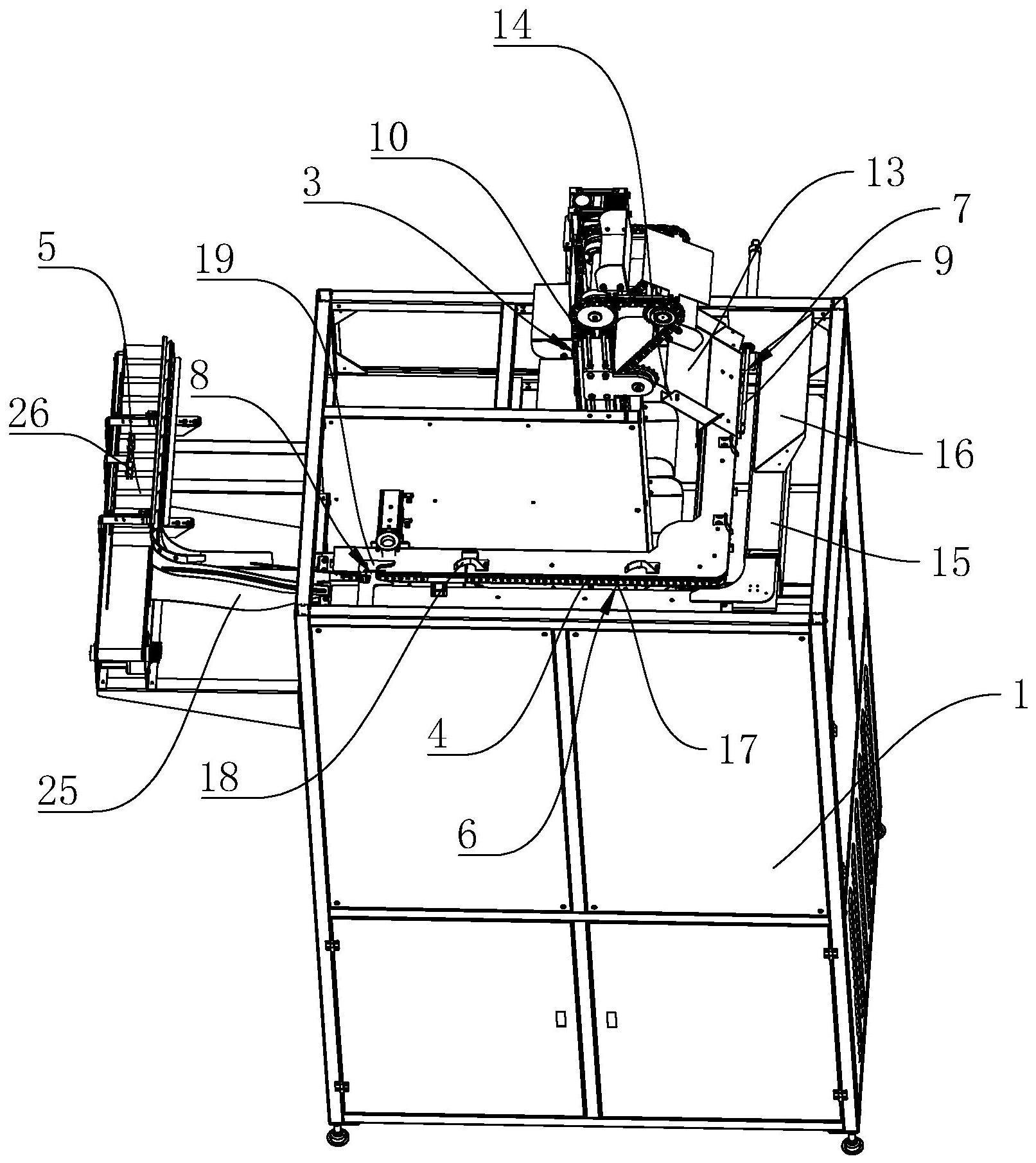
1.一种y管自动排序提升机,包括提升机机架(1),其特征在于,所述的提升机机架(1)内设有锥斗(2),所述的锥斗(2)处设有传动上料提升件(3),所述的提升机机架(1)内设有第一链传送带(4)和第二链传送带(5),所述的第一链传送带(4)上设有推料部(6),所述的提升机机架(1)内还设有与第一链传送带(4)位置相对应的防叠料吹气组件(7),所述的第一链传送带(4)末端设有自动拨料件(8)。
2.根据权利要求1所述的y管自动排序提升机,其特征在于,所述的防叠料吹气组件(7)包括设置于提升机机架(1)内的水平吹气管(9),所述的水平吹气管(9)可沿水平方向往复直线运动,所述的水平吹气管(9)上设有传感器,所述的水平吹气管(9)与第一链传送带(4)的位置相对应。
3.根据权利要求2所述的y管自动排序提升机,其特征在于,所述的传动上料提升件(3)包括设置于锥斗(2)处的上料链条(10),所述的上料链条(10)上设有若干料斗(11),所述的上料链条(10)与第一链传送带(4)之间设有连板件(12)。
4.根据权利要求3所述的y管自动排序提升机,其特征在于,所述的连板件(12)包括设置于上料链条(10)与第一链传送带(4)之间的斜板(13),所述的斜板(13)上设有两个沿斜板(13)中心线对称的挡板(14)。
5.根据权利要求4所述的y管自动排序提升机,其特征在于,所述的提升机机架(1)内设有挡座板(15),所述的挡座板(15)与第一链传送带(4)的位置相对应,所述的挡座板(15)上设有防滚出斜座(16),所述的防滚出斜座(16)与斜板(13)正对设置。
6.根据权利要求5所述的y管自动排序提升机,其特征在于,所述的推料部(6)包括设置于第一链传送带(4)上的若干推料凸起(17),所述的第一链传送带(4)上还设有若干顶部挡块(18)。
7.根据权利要求6所述的y管自动排序提升机,其特征在于,所述的自动拨料件(8)包括设置于第一链传送带(4)末端的叉料板(19)和传感器,所述的第一链传送带(4)上还设有末端吹气件(20),所述的末端吹气件(20)与叉料板(19)的位置相对应。
8.根据权利要求7所述的y管自动排序提升机,其特征在于,所述的末端吹气件(20)包括设置于第一链传送带(4)上的第一气缸(21),所述的第一气缸(21)的动力轴上设有升降板(22),所述的升降板(22)上设有第二气缸(23),所述的第二气缸(23)的动力轴上设有末端吹气管(24),所述的末端吹气管(24)与叉料板(19)的位置相对应。
9.根据权利要求8所述的y管自动排序提升机,其特征在于,所述的第一链传送带(4)与第二链传送带(5)之间设有管件翻转运输带(25),所述的管件翻转运输带(25)一端与第一链传送带(4)相连,另一端与第二链传送带(5)相连。
10.根据权利要求9所述的y管自动排序提升机,其特征在于,所述的第二链传送带(5)上设有满料识别传感器(26)。
技术总结
本发明属于自动化运输技术领域,尤其涉及一种Y管自动排序提升机。本发明,包括提升机机架,所述的提升机机架内设有锥斗,所述的锥斗处设有传动上料提升件,所述的提升机机架内设有第一链传送带和第二链传送带,所述的第一链传送带上设有推料部,所述的提升机机架内还设有与第一链传送带位置相对应的防叠料吹气组件,所述的第一链传送带末端设有自动拨料件。本发明将料管自动排序,避免在运输过程中出现叠料、堆料的情况,可把料管排序送到指定位置,等待机械臂抓取,极大的提高了工作效率,相对比人工放料,大大的减少了工作强度。
技术研发人员:黄大毛,梁伟健
受保护的技术使用者:浙江泰和纺织机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!