燕窝高精度定量灌装机的制作方法
本发明属于包装设备,特别是涉及一种燕窝高精度定量灌装机。
背景技术:
1、燕窝在制成燕窝饮品时要先煮熟煮软,为了保证灌装时固态燕窝可以顺利在管道内流动,现有技术采用将燕窝煮的更透更软的办法,这牺牲了口感,而且不能完全保证固态的燕窝可以均匀的分布在每一个灌头中封装起来。因此,需要设计一种在灌装时尽量保证每一个容器内分配到相同质量的固态燕窝的灌装设备。
技术实现思路
1、为克服现有技术存在的技术缺陷,本发明提供一种燕窝高精度定量灌装机,灌装时固态燕窝分布均匀。
2、本发明采用的技术解决方案是:
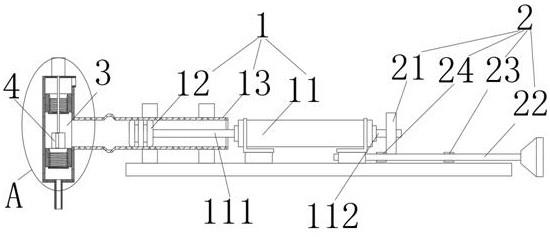
3、燕窝高精度定量灌装机,包括灌装动力装置、灌装限位装置、单向输送装置和固态燕窝定量供给装置,所述单向输送装置具有吸入口、中转腔和输出口,所述吸入口、中转腔和输出口单向连通,所述灌装动力装置具有可以改变容积的动力腔,所述动力腔连通中转腔,所述固态燕窝定量供给装置安装在中转腔内且固态燕窝定量供给装置与输出口连通,所述固态燕窝定量供给装置收集中转腔内的固态物料并输送至输出口,所述灌装限位装置限制灌装动力装置的极限位置。
4、优选的,所述单向输送装置包括灌装筒体、第一单向阀和第二单向阀,所述第一单向阀和第二单向阀均安装在灌装筒体内,所述第一单向阀位于吸入口和中转腔之间,所述第二单向阀位于中转腔和输出口之间。
5、优选的,所述第一单向阀包括第一阀体、第一拉簧和第一密封板,所述第一密封板通过第一拉簧安装在第一阀体上,所述第一拉簧的作用方向使得第一密封板贴紧第一阀体,所述第一阀体位于吸入口和中转腔之间。
6、优选的,所述第二单向阀包括第二阀体、第二拉簧和第二密封板,所述第二密封板通过第二拉簧安装在第二阀体上,所述第二拉簧的作用方向使得第二密封板贴紧第二阀体,所述第二阀体位于输出口和中转腔之间。
7、优选的,所述灌装动力装置包括灌装双向气缸、灌装活塞和灌装筒,所述灌装活塞安装在灌装双向气缸的第一输出端,所述灌装活塞沿灌装筒滑动,所述灌装限位装置在灌装双向气缸的两个极限位置卡住灌装双向气缸的第二输出端。
8、优选的,所述灌装限位装置包括限位板、限位螺杆、第一限位螺母和第二限位螺母,所述限位板安装在灌装双向气缸的第二输出端,所述第一限位螺母和第二限位螺母均通过螺纹副安装在限位螺杆上,所述限位螺杆可转动地安装在灌装双向气缸下端,所述限位板位于第一限位螺母和第二限位螺母之间。
9、优选的,所述固态燕窝定量供给装置包括固态燕窝装载筒和固态燕窝装载电机,所述固态燕窝装载筒安装在固态燕窝装载电机的输出端,所述固态燕窝装载筒在固态燕窝装载电机带动下转动,所述固态燕窝装载筒侧壁设有兜料口,所述兜料口处可转动地安装有兜料板,所述兜料板在固态燕窝装载电机转动时打开,所述固态燕窝装载筒采用无底设计,所述固态燕窝装载筒的侧壁顶部仅容液体通过,所述固态燕窝装载筒的底部与输出口连通。
10、优选的,所述固态燕窝装载筒的顶部设有过滤网。
11、本发明的有益效果是:
12、单向输送装置具有吸入口、中转腔和输出口,吸入口、中转腔和输出口单向连通,灌装动力装置具有可以改变容积的动力腔,动力腔连通中转腔,动力腔改变容积的过程中,单向输送装置内的液态物料沿吸入口、中转腔和输出口单向输送,固态燕窝定量供给装置安装在中转腔内且固态燕窝定量供给装置与输出口连通,固态燕窝定量供给装置收集中转腔内的固态物料并输送至输出口,进而保证在每轮输送中固态燕窝的质量相同,灌装限位装置限制灌装动力装置的极限位置,进而控制每轮输送的液态物料的质量。
技术特征:
1.燕窝高精度定量灌装机,其特征在于,包括灌装动力装置、灌装限位装置、单向输送装置和固态燕窝定量供给装置,所述单向输送装置具有吸入口、中转腔和输出口,所述吸入口、中转腔和输出口单向连通,所述灌装动力装置具有可以改变容积的动力腔,所述动力腔连通中转腔,所述固态燕窝定量供给装置安装在中转腔内且固态燕窝定量供给装置与输出口连通,所述固态燕窝定量供给装置收集中转腔内的固态物料并输送至输出口,所述灌装限位装置限制灌装动力装置的极限位置,所述固态燕窝定量供给装置包括固态燕窝装载筒和固态燕窝装载电机,所述固态燕窝装载筒安装在固态燕窝装载电机的输出端,所述固态燕窝装载筒在固态燕窝装载电机带动下转动,所述固态燕窝装载筒侧壁设有兜料口,所述兜料口处可转动地安装有兜料板,所述兜料板在固态燕窝装载电机转动时打开,所述固态燕窝装载筒采用无底设计,所述固态燕窝装载筒的侧壁顶部仅容液体通过,所述固态燕窝装载筒的底部与输出口连通。
2.根据权利要求1所述的燕窝高精度定量灌装机,其特征在于,所述单向输送装置包括灌装筒体、第一单向阀和第二单向阀,所述第一单向阀和第二单向阀均安装在灌装筒体内,所述第一单向阀位于吸入口和中转腔之间,所述第二单向阀位于中转腔和输出口之间。
3.根据权利要求2所述的燕窝高精度定量灌装机,其特征在于,所述第一单向阀包括第一阀体、第一拉簧和第一密封板,所述第一密封板通过第一拉簧安装在第一阀体上,所述第一拉簧的作用方向使得第一密封板贴紧第一阀体,所述第一阀体位于吸入口和中转腔之间。
4.根据权利要求2所述的燕窝高精度定量灌装机,其特征在于,所述第二单向阀包括第二阀体、第二拉簧和第二密封板,所述第二密封板通过第二拉簧安装在第二阀体上,所述第二拉簧的作用方向使得第二密封板贴紧第二阀体,所述第二阀体位于输出口和中转腔之间。
5.根据权利要求1所述的燕窝高精度定量灌装机,其特征在于,所述灌装动力装置包括灌装双向气缸、灌装活塞和灌装筒,所述灌装活塞安装在灌装双向气缸的第一输出端,所述灌装活塞沿灌装筒滑动,所述灌装限位装置在灌装双向气缸的两个极限位置卡住灌装双向气缸的第二输出端。
6.根据权利要求5所述的燕窝高精度定量灌装机,其特征在于,所述灌装限位装置包括限位板、限位螺杆、第一限位螺母和第二限位螺母,所述限位板安装在灌装双向气缸的第二输出端,所述第一限位螺母和第二限位螺母均通过螺纹副安装在限位螺杆上,所述限位螺杆可转动地安装在灌装双向气缸下端,所述限位板位于第一限位螺母和第二限位螺母之间。
7.根据权利要求1所述的燕窝高精度定量灌装机,其特征在于,所述固态燕窝装载筒的顶部设有过滤网。
技术总结
本发明涉及一种燕窝高精度定量灌装机,属于包装设备技术领域,包括灌装动力装置、灌装限位装置、单向输送装置和固态燕窝定量供给装置,所述单向输送装置具有吸入口、中转腔和输出口,所述吸入口、中转腔和输出口单向连通,所述灌装动力装置具有可以改变容积的动力腔,所述动力腔连通中转腔,所述固态燕窝定量供给装置安装在中转腔内且固态燕窝定量供给装置与输出口连通,所述固态燕窝定量供给装置收集中转腔内的固态物料并输送至输出口,所述灌装限位装置限制灌装动力装置的极限位置,灌装时固态燕窝分布均匀。
技术研发人员:陈永涛,李美梨,李清淼,李劲松,陈志成,洪征峰
受保护的技术使用者:福建品鉴食品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!