一种玻璃纤维棉毡打包生产线的制作方法
本发明涉及玻璃纤维棉毡生产,尤其涉及一种玻璃纤维棉毡打包生产线。
背景技术:
1、在玻璃纤维棉毡生产过程中,成型后的玻璃纤维棉毡会卷状保存,卷设成型后的玻璃纤维棉毡在出厂前还需要进行边料裁切后才可以打包装箱,一方面,边料裁切需要在裁切设备上完成,完成后,再转移到输送带上,由人工搬运逐一进行打包装箱,整个过程,自动化程度低,基本依靠人工完成作业,由于卷设成型后的玻璃纤维棉毡具有一定的重量,人工搬运过程中需要耗费大量的力气,直接影响生产的可持续性,生产效率直接受到影响,鉴于这种情况,亟待改善。
2、中国授权公告号cn216186671u,授权公告日为2022年02月05日,其公开了一种短切毡自动化包装生产线,包括玻纤卷包装系统和玻纤卷码垛系统,且两个系统通过承接连续式下移输送机相互连通;玻纤卷包装系统包括多组平行的短切毡生产线,多组平行的短切毡生产线连接有同一个积放输送系统;每组所述短切毡生产线中设置有两条平行且对称的短切毡生产线。该现有技术存在的缺陷是:整个包装过程行程较长,导致设备体积较大,结构不够紧凑,不适用于中小型车间,亟待改善。
技术实现思路
1、基于此,本发明的目的在于提供一种玻璃纤维棉毡打包生产线,实现自动上料、捆扎、边料裁切、废料回收,套膜、装箱、出料等工序,直接提高生产效率,并且确保了玻璃纤维棉毡的打包质量,结构紧凑,缩短整个包装过程的行程,节约车间占用空间。
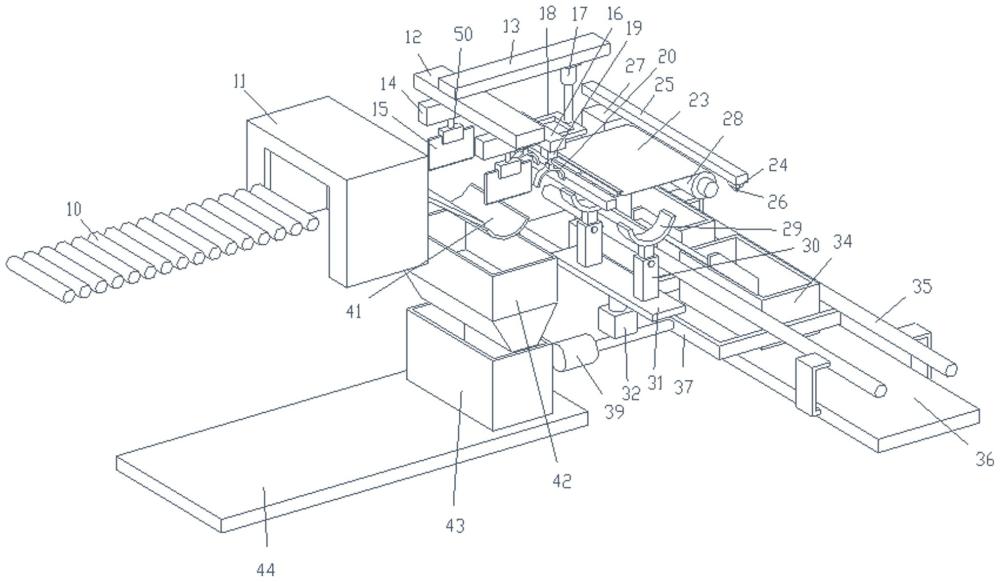
2、本发明提供一种玻璃纤维棉毡打包生产线,包括入料输送带、捆扎机、边料裁切组件、取料机械手组件、套膜组件、翻料支撑组件、限位组件、出料输送带、废料输送带、废料收集腔、裁切承放座;
3、所述捆扎机设置在所述入料输送带的出料端一侧;
4、所述捆扎机远离所述入料输送带的一侧设置有所述边料裁切组件,所述裁切承放座对应设置在所述边料裁切组件的下方,所述裁切承放座和所述捆扎机之间设置有第一倾斜导料板;
5、所述废料收集腔对应设置在所述裁切承放座的下方,所述废料输送带对应设置在所述废料收集腔的下方并且与所述入料输送带构成平行关系;所述废料输送带上放置有与所述废料收集腔的出料口对应的废料收集箱;
6、所述套膜组件设置在所述边料裁切组件远离所述捆扎机的一侧;所述取料机械手组件设置在所述边料裁切组件和所述套膜组件之间;
7、所述翻料支撑组件对应设置在所述套膜组件的正下方,所述翻料支撑组件远离所述废料收集腔的一侧设置有所述出料输送带;所述翻料支撑组件的下方设置有与所述出料输送带对应的所述限位组件;所述翻料支撑组件和所述出料输送带之间设置有第二倾斜导料板;
8、所述出料输送带上设置有若干包装箱;
9、裁切承放座包括两连接杆、多片弧线支撑板块,所述弧线支撑板块的两端均设置有对应套设在所述连接杆外的连接套;两所述连接杆的上表面沿其长度方向均线性阵列设置有若干螺纹孔,所述弧线支撑板块的两侧所述连接套均通过螺栓与螺纹孔螺纹连接;
10、所述套膜组件包括拉出结构、供膜结构、切断机构;所述拉出结构和供膜结构相对设置,所述切断机构对应设置在所述供膜结构的上方;所述拉出结构和供膜结构之间形成套膜空间;所述拉出结构包括第三伸缩电机、拉膜机械手,所述第三伸缩电机的动力输出端与所述拉膜机械手连接;
11、所述供膜结构包括旋转驱动电机和转动辊,所述旋转驱动电机的动力输出端与所述转动辊连接,所述转动辊外套设有包装胶膜卷;
12、所述切断机构包括第二直线滑台、第四伸缩电机、刀片座、刀片,所述第二直线滑台通过滑块与所述第四伸缩电机连接,所述第四伸缩电机的动力输出端设置有刀片座,所述刀片对应安装在所述刀片座上;
13、所述翻料支撑组件包括升降电机、安装板、两旋转电机、两第二机械抓手;所述升降电机的动力输出端与所述安装板的底部连接,两所述旋转电机分别安装在所述安装板上表面长度方向的相对两侧,两所述旋转电机的动力输出端分别与所述第二机械抓手连接。
14、优选的,所述边料裁切组件包括第一正反牙双向滚珠丝杆移动滑台导轨、两裁切结构;两所述裁切结构分别与所述第一正反牙双向滚珠丝杆移动滑台导轨的两螺母安装座连接;两所述裁切结构均包括第一升降驱动电机、刀座和切刀,所述第一升降驱动电机固定在所述螺母安装座上,所述第一升降驱动电机的动力输出端与所述刀座连接,所述切刀对应安装在所述刀座上。
15、优选的,所述取料机械手组件包括第一直线滑台、第一伸缩电机、l形连接臂、第二正反牙双向滚珠丝杆移动滑台导轨、两第二伸缩电机、两第一机械抓手;所述第一直线滑台通过滑块与所述第一伸缩电机连接,所述l形连接臂的上部与所述第一伸缩电机的动力输出端连接,所述l形连接臂的下部与所述第二正反牙双向滚珠丝杆移动滑台导轨连接,两所述第二伸缩电机分别与所述第二正反牙双向滚珠丝杆移动滑台导轨的螺母座连接,两所述第二伸缩电机的动力输出端分别与所述第一机械抓手连接。
16、优选的,所述限位组件包括第五伸缩电机、伸缩臂、u形限位框,所述第五伸缩电机的动力输出端与所述伸缩臂连接,所述伸缩臂的自由端与所述u形限位框连接。
17、优选的,述出料输送带沿其长度方向的相对两侧均设置有限位护栏。
18、优选的,所述出料输送带的出料口一侧安装有胶带封箱机。
19、优选的,所述废料收集腔内安装有粉碎机。
20、本发明的有益效果为:包括入料输送带、捆扎机、边料裁切组件、取料机械手组件、套膜组件、翻料支撑组件、限位组件、出料输送带、废料输送带、废料收集腔、裁切承放座,卷状玻璃纤维棉毡通过入料输送带进入到捆扎机进行捆绑,随后进入裁切承放座,通过边料裁切组件对卷状玻璃纤维棉毡两侧的多余边料进行裁切,废料进入废料收集腔,而完成裁切的卷状玻璃纤维棉毡通过取料机械手组件移送至套膜组件的位置,卷状玻璃纤维棉毡下压被拉开的包装粘膜后对应落入到翻料支撑组件上,完成套膜的卷状玻璃纤维棉毡通过翻料支撑组件倒向出料输送带上的包装箱内,出料输送带将包装箱输送至下一加工工位,通过这样的结构设置,实现自动上料、捆扎、边料裁切、废料回收、套膜、装箱、出料等工序,直接提高生产效率,并且确保了玻璃纤维棉毡的打包质量,结构紧凑,缩短整个包装过程的行程,节约车间占用空间;可适用多种不同尺寸的玻璃纤维棉毡包装,适用度高。
技术特征:
1.一种玻璃纤维棉毡打包生产线,其特征在于:包括入料输送带(10)、捆扎机(11)、边料裁切组件(45)、取料机械手组件(46)、套膜组件(47)、翻料支撑组件(48)、限位组件(49)、出料输送带(36)、废料输送带(44)、废料收集腔(42)、裁切承放座(41);
2.根据权利要求1所述的一种玻璃纤维棉毡打包生产线,其特征在于:所述边料裁切组件(45)包括第一正反牙双向滚珠丝杆移动滑台导轨(12)、两裁切结构;两所述裁切结构分别与所述第一正反牙双向滚珠丝杆移动滑台导轨(12)的两螺母安装座连接;两所述裁切结构均包括第一升降驱动电机(14)、刀座(50)和切刀(15),所述第一升降驱动电机(14)固定在所述螺母安装座上,所述第一升降驱动电机(14)的动力输出端与所述刀座(50)连接,所述切刀(15)对应安装在所述刀座(50)上。
3.根据权利要求1所述的一种玻璃纤维棉毡打包生产线,其特征在于:所述取料机械手组件(46)包括第一直线滑台(13)、第一伸缩电机(17)、l形连接臂(18)、第二正反牙双向滚珠丝杆移动滑台导轨(16)、两第二伸缩电机(19)、两第一机械抓手(20);所述第一直线滑台(13)通过滑块与所述第一伸缩电机(17)连接,所述l形连接臂(18)的上部与所述第一伸缩电机(17)的动力输出端连接,所述l形连接臂(18)的下部与所述第二正反牙双向滚珠丝杆移动滑台导轨(16)连接,两所述第二伸缩电机(19)分别与所述第二正反牙双向滚珠丝杆移动滑台导轨(16)的螺母座连接,两所述第二伸缩电机(19)的动力输出端分别与所述第一机械抓手(20)连接。
4.根据权利要求1所述的一种玻璃纤维棉毡打包生产线,其特征在于:所述限位组件(49)包括第五伸缩电机(39)、伸缩臂(38)、u形限位框(37),所述第五伸缩电机(39)的动力输出端与所述伸缩臂(38)连接,所述伸缩臂(38)的自由端与所述u形限位框(37)连接。
5.根据权利要求1所述的一种玻璃纤维棉毡打包生产线,其特征在于:所述出料输送带(36)沿其长度方向的相对两侧均设置有限位护栏(35)。
6.根据权利要求1-5任一项所述的一种玻璃纤维棉毡打包生产线,其特征在于:所述出料输送带(36)的出料口一侧安装有胶带封箱机。
7.根据权利要求1所述的一种玻璃纤维棉毡打包生产线,其特征在于:所述废料收集腔(42)内安装有粉碎机。
技术总结
本发明提供一种玻璃纤维棉毡打包生产线,包括入料输送带、捆扎机、边料裁切组件、取料机械手组件、套膜组件、翻料支撑组件、限位组件、出料输送带、废料输送带、废料收集腔、裁切承放座;实现自动上料、捆扎、边料裁切、套膜、装箱、出料等工序,直接提高生产效率,并且确保了玻璃纤维棉毡的打包质量。
技术研发人员:刘志军,刘运逆
受保护的技术使用者:江西振达新材料科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!