一种自粘接方舱用镶嵌件及使用方法与流程
本发明属于方舱等箱货领域及连接装置,涉及一种自粘接方舱用镶嵌件及其使用方法。
背景技术:
1、方舱是一种具有重要军事用途的人员和设备承载装备,由于机动性要求,使得方舱的内外设备(座椅、机柜、电子设备)必须牢固固定在方舱大板之上,但是一方面由于方舱大板内部是由聚氨酯泡沫填充而成,由于强度和厚度的限制,很难使用传统的螺接方式牢固连接,存在设备掉落的风险;另外由于gjb715.23a中随处安装能力的要求,使得临时固定的设备无法采用在方舱内部预埋背板的方式连接。虽然210所史今朝发明申报了一种方舱随处安装用镶嵌件,但是其存在施工复杂的不足,需与注胶枪、储胶管等配合施工,从而造成作业时间长、备品备件多等缺点。
技术实现思路
1、要解决的技术问题
2、为了避免现有技术的不足之处,本发明提出一种自粘接方舱用镶嵌件及其使用方法,解决方舱随处安装过程中作业时间长、备品备件多、施工工序复杂的问题。
3、技术方案
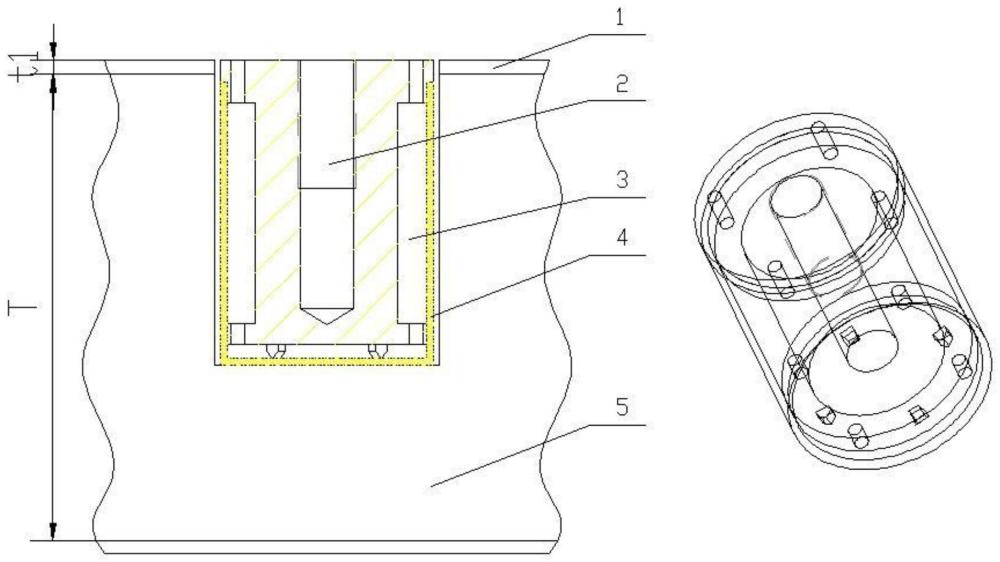
4、一种自粘接方舱用镶嵌件,其特征在于包括镶嵌件本体2、粘接剂3和塑形消失膜4;镶嵌件本体2具有上沿和下沿,中心设有盲孔,上沿和下沿上设有多个溢胶孔;镶嵌件本体2的四周设有塑形消失膜4,塑形消失膜4与镶嵌件本体2之间为粘接剂空间,粘接剂空间内设有粘接剂3;所述镶嵌件本体2的上沿上部设有第二上沿。
5、所述盲孔上端设有与安装设备连接的内螺纹。
6、所述镶嵌件本体2的底部设有多个调整镶嵌件与方舱大板表面的高度差的空隙划刻垫块6。
7、所述粘接剂3采用热固性树脂胶。
8、所述镶嵌件本体2的上沿、下沿和第二上沿的厚度为3mm;所述空隙划刻垫块6的高度为2mm。
9、所述镶嵌件本体2的加工尺寸为第二上沿的外沿至盲孔中心为1.5x+5,溢胶孔中心至盲孔中心为1.5x+2,下沿的外沿至盲孔中心为1.5x+4,镶嵌件本体2中部盲孔中心至本体的边为1.5x,其中x为镶嵌件本体2的设计尺寸。
10、所述溢胶孔直径为2mm。
11、一种所述自粘接方舱用镶嵌件的使用方法,其特征在于步骤如下:
12、根据方舱大板加工镶嵌件本体2,加工时:镶嵌件本体2的第二上沿至空隙划刻垫块6底部的高度为0.6t,镶嵌件本体2中心盲孔的深度为0.6t-10;其中:t为方舱大板夹心层厚度;
13、制作塑形消失模,将粘接剂挤入塑形消失模中,挤入量为粘接剂空间1.2倍;
14、将镶嵌件本体2放入塑形消失模中,粘接剂被挤压至粘接剂空间;
15、多余粘接剂由溢胶孔溢出,清除溢流的粘接剂采用保鲜膜密封,得到自粘接方舱用镶嵌件;
16、将自粘接方舱用镶嵌件置入方舱大板的镶嵌孔中,进行局部加热至塑形消失模的融化温度使其融化,再继续加热至粘接剂的固化温度,保温使粘接剂固化;
17、所述镶嵌孔的尺寸为实际孔径+0.1mm,深度为0.6*t+t1-0.1mm,其中:t为蒙皮的厚度。
18、所述局部加热是在镶嵌件本体2的中心盲孔中置入加热棒。
19、所述加热体是物理加热棒或化学加热棒。
20、有益效果
21、本发明提出的一种自粘接方舱用镶嵌件及其使用方法,包括镶嵌件本体、粘接剂和塑形消失膜;镶嵌件本体具有上沿和下沿,中心设有盲孔,上沿和下沿上设有多个溢胶孔;镶嵌件本体的四周设有塑形消失膜,塑形消失膜与镶嵌件本体之间为粘接剂空间,粘接剂空间内设有粘接剂;所述镶嵌件本体的上沿上部设有的第二上沿。通过将粘接剂替换为不流动固态粘接剂,并在使用时通过加热使塑形消失模融化,从而有效解决了舱顶使用的限制。相对于现有技术,在显著缩短随处安装时间的同时进一步增强了镶嵌件与方舱大板的连接强度,因而进一步提升了方舱的轻量化、机动化、维修保障能力。
22、具体效果:
23、1.本发明的一种自粘接方舱用镶嵌件及使用方法省略了方舱随处安装时的注胶/灌胶工序,使方舱维修保障时间大幅节省,时间缩短20%以上。
24、2.本发明的一种自粘接方舱用镶嵌件及使用方法减少了方舱维修工具的携带量,方舱的轻量化及机动性提高。
25、3.本发明的一种自粘接方舱用镶嵌件及使用方法粘接剂为固态流动性小,通过用高温塑料胶带封堵上溢胶孔后可在方舱内部舱顶使用,因此有效解决了舱顶使用的限制。
技术特征:
1.一种自粘接方舱用镶嵌件,其特征在于包括镶嵌件本体(2)、粘接剂3和塑形消失膜4;镶嵌件本体(2)具有上沿和下沿,中心设有盲孔,上沿和下沿上设有多个溢胶孔;镶嵌件本体(2)的四周设有塑形消失膜4,塑形消失膜4与镶嵌件本体(2)之间为粘接剂空间,粘接剂空间内设有粘接剂(3);所述镶嵌件本体(2)的上沿上部设有第二上沿。
2.根据权利要求1所述的自粘接方舱用镶嵌件,其特征在于:所述盲孔上端设有与安装设备连接的内螺纹。
3.根据权利要求1所述的自粘接方舱用镶嵌件,其特征在于:所述镶嵌件本体(2)的底部设有多个调整镶嵌件与方舱大板表面的高度差的空隙划刻垫块(6)。
4.根据权利要求1所述的自粘接方舱用镶嵌件,其特征在于:所述粘接剂3采用热固性树脂胶。
5.根据权利要求1所述的自粘接方舱用镶嵌件,其特征在于:所述镶嵌件本体(2)的上沿和下沿的厚度为3mm;所述空隙划刻垫块(6)的高度为2mm。
6.根据权利要求1所述的自粘接方舱用镶嵌件,其特征在于:所述镶嵌件本体(2)的加工尺寸为第二上沿的外沿至盲孔中心为1.5x+5,溢胶孔中心至盲孔中心为1.5x+2,下沿的外沿至盲孔中心为1.5x+4,镶嵌件本体(2)中部盲孔中心至本体的边为1.5x,其中x为镶嵌件本体(2)的设计尺寸。
7.根据权利要求1所述的自粘接方舱用镶嵌件,其特征在于:所述溢胶孔直径为2mm。
8.一种权利要求1~7任一项所述自粘接方舱用镶嵌件的使用方法,其特征在于步骤如下:
9.根据权利要求8所述的使用方法,其特征在于:所述局部加热是在镶嵌件本体(2)的中心盲孔中置入加热棒。
10.根据权利要求8所述的使用方法,其特征在于:所述加热体是物理加热棒或化学加热棒。
技术总结
本发明涉及一种自粘接方舱用镶嵌件及其使用方法,包括镶嵌件本体、粘接剂和塑形消失膜;镶嵌件本体具有上沿和下沿,中心设有盲孔,上沿和下沿上设有多个溢胶孔;镶嵌件本体的四周设有塑形消失膜,塑形消失膜与镶嵌件本体之间为粘接剂空间,粘接剂空间内设有粘接剂;所述镶嵌件本体的上沿上部设有的第二上沿。通过将粘接剂替换为不流动固态粘接剂,并在使用时通过加热使塑形消失模融化,从而有效解决了舱顶使用的限制。相对于现有技术,在显著缩短随处安装时间的同时进一步增强了镶嵌件与方舱大板的连接强度,因而进一步提升了方舱的轻量化、机动化、维修保障能力。
技术研发人员:张勇科,程卫兵,杜康,杨凯,史今朝,曹萌,赵征
受保护的技术使用者:西安长峰机电研究所
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!