一种钢铝塑复合带自动码垛系统及其码垛方法与流程
本发明涉及复合带的码垛领域,特别涉及一种钢铝塑复合带自动码垛系统及其码垛方法。
背景技术:
1、钢或铝塑复合带经过分切机由宽度较大的钢塑或铝塑复合带按要求分切后,需要对分切完成后宽度较小的钢铝塑复合带进行进一步分拣,码垛成垛堆,目前,大部分钢或铝带的码垛都是由人工完成的,人工成本高,工作效率低,劳动强度大。
2、因此,提出一种钢铝塑复合带自动码垛系统及其码垛方法来解决上述问题很有必要。
技术实现思路
1、本发明的主要目的在于提供一种钢铝塑复合带自动码垛系统及其码垛方法,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
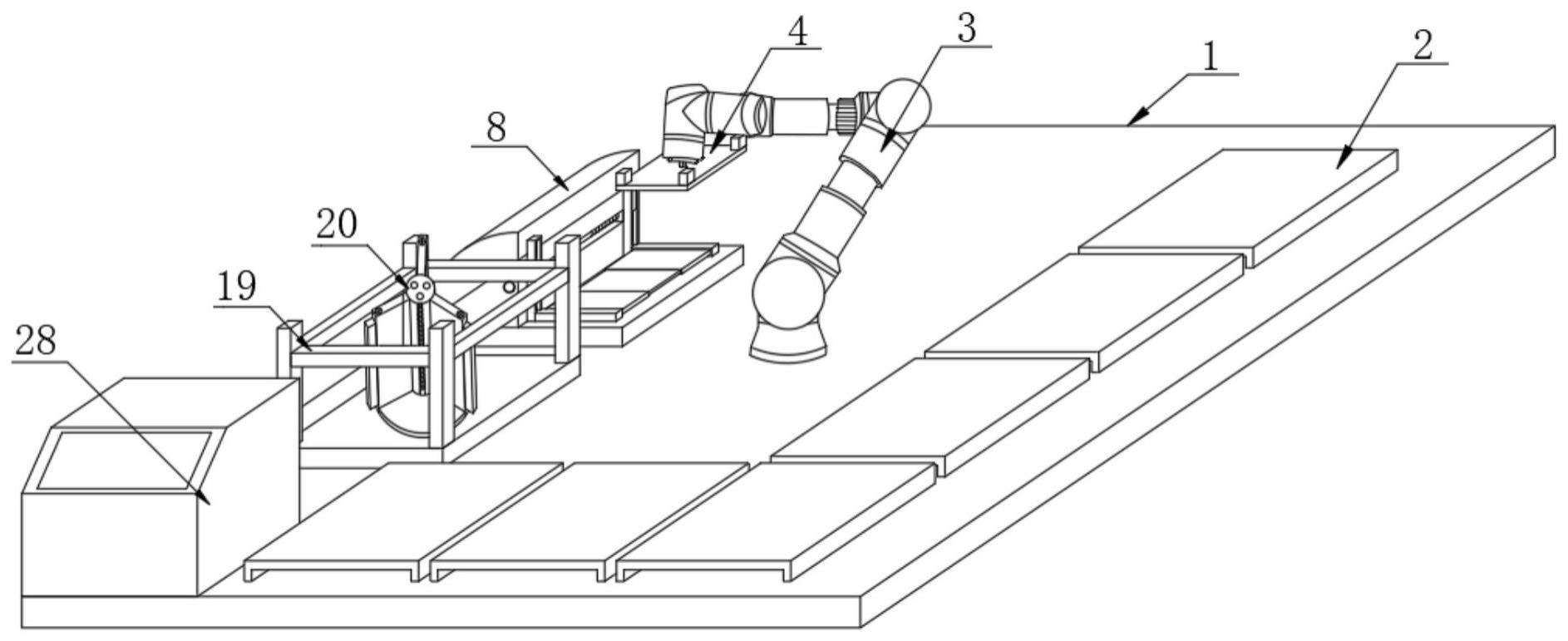
3、一种钢铝塑复合带自动码垛系统,包括底座,所述底座顶部的正中固定连接有六轴控制机械臂,所述六轴控制机械臂的底部固定连接有工装治具,所述底座的顶部设置有码垛工位,所述底座顶部左侧的正面固定连接有plc控制器;
4、所述底座顶部左侧的背面固定连接有翻转机构,所述翻转机构右侧的正面和背面对称活动连接有调节臂,两个所述调节臂的右侧对称活动连接有托举底板,两个所述托举底板相对的一侧对称固定连接有第一支撑板;
5、所述翻转机构的正面设置有垫片存储机构,所述垫片存储机构内腔底部的正中固定连接有圆盘式垫条组件,所述圆盘式垫条组件的外壁固定连接有垫条,所述垫条的内腔中活动连接有可调节垫条,所述圆盘式垫条组件的外壁活动连接有调位座。
6、优选的,所述工装治具的四周对称固定连接有气动元件,所述工装治具的底部固定连接有电磁吸盘和海绵负压吸盘,所述电磁吸盘固定连接在工装治具底部的外圈,所述海绵负压吸盘固定连接在工装治具底部的内圈,所述码垛工位有六个。
7、优选的,所述翻转机构右侧的正中开设有活动槽,所述活动槽的内腔中转动连接有双向丝杆,所述双向丝杆的正面通过第一转轴固定连接有伺服电机,所述伺服电机固定连接在翻转机构内腔的正面。
8、优选的,两个所述调节臂左侧的正中对称活动连接在活动槽内腔的两端并对称螺纹连接在双向丝杆外壁的两端,两个所述调节臂右侧的正中对称开设有移动槽,正面所述移动槽的内腔中固定连接有导向柱,背面所述移动槽内腔的顶部固定连接有升降气缸。
9、优选的,两个所述托举底板的左侧对称活动连接在两个移动槽的内腔中,正面所述托举底板的左侧套设在导向柱的外壁,背面所述托举底板的左侧固定连接在升降气缸的底部。
10、优选的,两个所述第一支撑板相对一侧的正中对称开设有限位槽,两个所述第一支撑板的内腔中活动连接有第二支撑板,所述第二支撑板的正面和背面对称固定连接有限位块,所述限位块活动连接在第一支撑板的内腔中。
11、优选的,所述垫条有三个,三个所述垫条对称固定连接在圆盘式垫条组件的外壁,三个所述垫条均为相背一侧与外界相通的空腔结构,所述可调节垫条活动连接在垫条的内腔中,所述垫条的顶部螺纹连接有定位长螺栓,所述定位长螺栓的底部紧紧贴合在可调节垫条的顶部。
12、优选的,所述调位座有三个,所述调位座为扇形,所述调位座的两侧贴合在垫条的外壁,所述圆盘式垫条组件的外壁开设有调节槽,所述调节槽有三个,所述调节槽的内腔中转动连接有顶升丝杆,所述顶升丝杆的顶部通过第二转轴固定连接有旋转气缸,所述旋转气缸固定连接在圆盘式垫条组件内腔的顶部,所述调位座活动连接在调节槽的内腔中并螺纹连接在顶升丝杆的外壁。
13、一种钢铝塑复合带自动码垛系统的码垛方法,所述包括以下码垛方法:
14、s1:根据钢或铝带的尺寸对两个调节臂的位置进行调节,启动伺服电机,带动双向丝杆在活动槽的内腔中进行转动,使得调节臂的左侧能与双向丝杆螺纹连接,此时即可带动两个调节臂向相对的一侧移动,调节臂移动时,会通过托举底板带动第一支撑板进行移动,第一支撑板会在第二支撑板的外壁进行移动,此时即可将分切完毕后的钢或铝带放置于翻转机构处;
15、s2:圆盘式垫条组件的高度不小于cm,以°的垫条和调位座均匀分布设置,将垫片放置在调位座处,启动六轴控制机械臂抓取放置好的垫片,将垫片抓取至码垛工位处后,启动相应位置处的旋转气缸,带动顶升丝杆进行转动,使得调位座能与顶升丝杆螺纹连接,以此带动剩余的垫片上升,方便后续进行垫片的抓取,垫片放置完毕后,启动六轴控制机械臂,对防止在翻转机构处的钢或铝带进行抓取,将其抓取至垫片处,通过和plc控制器的数据通讯,来控制和显示码垛自动循环全过程,由翻转机构到圆盘式垫条组件按要求在操作面板设定起抓点和摆放点,将不同外形尺寸的钢或铝带分类整齐自动的码垛工位上,且在码垛生产时,可用其plc控制器根据需要使其处于自动或手动状态,当设备出现电机过载、出垛积压、夹包、空托盘不到位等任何一种故障时,plc控制器即可进行停机或声光报警,待消除异常后,恢复运行;
16、s3:最后,在各个尺寸的材料码垛到一定规格后即可码垛出料,码好的码垛工位即可用传送机或是叉车负责运送包裹完毕后,等待运输出厂。
17、有益效果
18、与现有技术相比,本发明提供了一种钢铝塑复合带自动码垛系统及其码垛方法,具备以下有益效果:
19、1、该钢铝塑复合带自动码垛系统及其码垛方法,本发明主要通过六轴控制机械臂配加翻转机构,根据不同材质配置不同类型吸盘及垫条吸盘,将其吸附放置于栈板码垛工位,分置完毕后,码垛出料,实现对分切后的钢或铝带进行自动拆解码垛连续生产的工艺,采用本系统由一人操作控制机台即可完成整体的码垛工作,且平均每片码垛搬运时间控制在30秒以内,可以大幅提升搬运效率,保障员工操作安全,为钢或铝带拆解码垛开拓新的道路,推进自动化生产作业规程。
20、2、该钢铝塑复合带自动码垛系统及其码垛方法,本发明方法提高效益收益,自动化程度高,生产作业规范化,安全性高,可替代传统人工码垛,其代替了传统的人工分盘模式,在分盘速度、稳定性以及安全性方面尤为突出。
21、3、该钢铝塑复合带自动码垛系统及其码垛方法,其具有自动化码垛的功能,将原来传统的人工分盘模式完全替代,稳定分盘码垛过程,进行标准化作业,人工成本降低,码垛能力提高,在机械自动化投入后,每片盘片的平均码垛搬运时间小于等于30秒,一份钢或铝带的分拨码垛时间控制在十分钟之内完成,大大提高了工作效率,且机械手在码垛稳定性,准确性以及安全性方面较为优越,降低生产事故的发生率,钢或铝塑复合带采用自动码垛在效率、安全、自动化水平等方面有卓越优势,钢或铝塑码垛紧密、整齐,码垛品质要高于人工码垛,对于企业降低人工成本、提高效率与自动化程度具有重大现实意义。
技术特征:
1.一种钢铝塑复合带自动码垛系统,包括底座(1),其特征在于:所述底座(1)顶部的正中固定连接有六轴控制机械臂(3),所述六轴控制机械臂(3)的底部固定连接有工装治具(4),所述底座(1)的顶部设置有码垛工位(2),所述底座(1)顶部左侧的正面固定连接有plc控制器(28);
2.根据权利要求1所述的一种钢铝塑复合带自动码垛系统,其特征在于:所述工装治具(4)的四周对称固定连接有气动元件(5),所述工装治具(4)的底部固定连接有电磁吸盘(6)和海绵负压吸盘(7),所述电磁吸盘(6)固定连接在工装治具(4)底部的外圈,所述海绵负压吸盘(7)固定连接在工装治具(4)底部的内圈,所述码垛工位(2)有六个。
3.根据权利要求1所述的一种钢铝塑复合带自动码垛系统,其特征在于:所述翻转机构(8)右侧的正中开设有活动槽(10),所述活动槽(10)的内腔中转动连接有双向丝杆(11),所述双向丝杆(11)的正面通过第一转轴固定连接有伺服电机(12),所述伺服电机(12)固定连接在翻转机构(8)内腔的正面。
4.根据权利要求3所述的一种钢铝塑复合带自动码垛系统,其特征在于:两个所述调节臂(9)左侧的正中对称活动连接在活动槽(10)内腔的两端并对称螺纹连接在双向丝杆(11)外壁的两端,两个所述调节臂(9)右侧的正中对称开设有移动槽(14),正面所述移动槽(14)的内腔中固定连接有导向柱(16),背面所述移动槽(14)内腔的顶部固定连接有升降气缸(13)。
5.根据权利要求4所述的一种钢铝塑复合带自动码垛系统,其特征在于:两个所述托举底板(15)的左侧对称活动连接在两个移动槽(14)的内腔中,正面所述托举底板(15)的左侧套设在导向柱(16)的外壁,背面所述托举底板(15)的左侧固定连接在升降气缸(13)的底部。
6.根据权利要求1所述的一种钢铝塑复合带自动码垛系统,其特征在于:两个所述第一支撑板(17)相对一侧的正中对称开设有限位槽,两个所述第一支撑板(17)的内腔中活动连接有第二支撑板(18),所述第二支撑板(18)的正面和背面对称固定连接有限位块,所述限位块活动连接在第一支撑板(17)的内腔中。
7.根据权利要求1所述的一种钢铝塑复合带自动码垛系统,其特征在于:所述垫条(22)有三个,三个所述垫条(22)对称固定连接在圆盘式垫条组件(20)的外壁,三个所述垫条(22)均为相背一侧与外界相通的空腔结构,所述可调节垫条(23)活动连接在垫条(22)的内腔中,所述垫条(22)的顶部螺纹连接有定位长螺栓(24),所述定位长螺栓(24)的底部紧紧贴合在可调节垫条(23)的顶部。
8.根据权利要求1所述的一种钢铝塑复合带自动码垛系统,其特征在于:所述调位座(27)有三个,所述调位座(27)为扇形,所述调位座(27)的两侧贴合在垫条(22)的外壁,所述圆盘式垫条组件(20)的外壁开设有调节槽(25),所述调节槽(25)有三个,所述调节槽(25)的内腔中转动连接有顶升丝杆(26),所述顶升丝杆(26)的顶部通过第二转轴固定连接有旋转气缸(21),所述旋转气缸(21)固定连接在圆盘式垫条组件(20)内腔的顶部,所述调位座(27)活动连接在调节槽(25)的内腔中并螺纹连接在顶升丝杆(26)的外壁。
9.根据权利要求1所述的一种钢铝塑复合带自动码垛系统的码垛方法,其特征在于:所述包括以下码垛方法:
技术总结
本发明公开了一种钢铝塑复合带自动码垛系统及其码垛方法,本发明涉及复合带的码垛领域,包括底座,所述六轴控制机械臂的底部固定连接有工装治具,底座的顶部设置有码垛工位,底座顶部左侧的背面固定连接有翻转机构,翻转机构右侧的正面和背面对称活动连接有调节臂,两个托举底板相对的一侧对称固定连接有第一支撑板,垫片存储机构内腔底部的正中固定连接有圆盘式垫条组件,垫条的内腔中活动连接有可调节垫条。本发明所述的一种钢铝塑复合带自动码垛系统及其码垛方法,本发明方法提高效益收益,自动化程度高,生产作业规范化,安全性高,可替代传统人工码垛,其代替了传统的人工分盘模式,在分盘速度、稳定性以及安全性方面尤为突出。
技术研发人员:丁国平,彭小燕,季春梅,周奇林,吴育芳
受保护的技术使用者:苏州亨利通信材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!