一种用于铝型材的快速输送装置及方法与流程
本发明属于铝型材生产,具体涉及一种用于铝型材的快速输送装置及方法。
背景技术:
1、为了提高铝型材的使用寿命,在铝型材生产工艺中,通常需要采用钝化工艺,在其表面形成一层氧化膜,以保护铝材内部。现有实现铝型材钝化的方法是,将铝型材悬挂后,进行竖向浸入。在生产铝型材的过程中,使用挂架对铝型材进行悬挂,然后对铝型材进行氧化、清洗等操作。
2、但现有技术中挂架能够挂载的铝型材的数量不够多,生产效率较低,另外,将铝型材绑在挂架上,装卸比较费时,并且每根铝型材需要人工通过夹子逐个与挂架固定。另外,现有技术中部分也采用横向多根浸入的方式,但是其单次横向传输的铝型材数量有限,导致其生产效率大幅降低。
3、因此,如何提供一种生产过程中单次实现较多铝型材的输送、氧化和快速清洗是本领域技术人员亟待解决的问题。
技术实现思路
1、针对现有技术中存在的缺陷,本发明提供了一种用于铝型材的快速输送装置及方法。通过输送夹持组件可以一次在同一水平高度将两根铝型材夹持在固定杆两侧,解决了现有技术的夹具在夹持铝型材数量有限的问题。
2、第一方面,本发明提供一种用于铝型材的快速输送装置,包括输送处理单元和位于输送处理单元上方的升降转运单元;
3、升降转运单元包括转运组件和固定于转运组件上的升降固定组件,转运组件将升降固定组件转移至不同位置,升降固定组件包括升降块和固定于升降块底部的多个固定杆;
4、输送处理单元包括转移限位组件和多个输送夹持组件,转移限位组件将两个铝型材输送至升降块两侧并将其抵持于固定杆上,每个输送夹持组件将两个铝型材夹持在固定杆两侧。
5、进一步的,输送夹持组件包括横板、两块竖板、两块夹持板和伸缩单元,两块竖板分别位于横板两端并同侧相对设置,两块夹持板分别通过伸缩单元连接于两块竖板上,并且两块夹持板均位于两块竖板之间的间隔内。
6、进一步的,伸缩单元包括活动腔、活动板、活动杆和多根弹簧,活动腔开设于竖板内部、活动板设置于活动腔内部,活动杆一端与活动板固定,另一端穿过竖板与夹持板固定,每根弹簧两端分别抵持于活动腔内壁和活动板上。
7、进一步的,输送处理单元还包括位于转移限位组件两侧的夹持装卸组件,夹持装卸组件包括输送板、位于输送板上的固定板、固定于固定板两端的两个侧板、位于两个侧板之间的两个平移板、安装于其中一个侧板内的电机、与电机驱动端固定的旋转杆和两端分别与两个侧板固定的限位杆,旋转杆远离电机的一端通过轴承与侧板转动连接,旋转杆上设置有两处方向相反的螺纹,两个平移板上分别开设有与两处螺纹啮合的旋转孔,两个平移板上均开设有两个与限位杆滑动连接的限位孔,平移板外端一侧连接有带动板。
8、进一步的,夹持装卸组件还包括设于输送板顶部一侧的立板、固定于立板上的电动伸缩杆、设置于输送板底部的底座和安装于底座顶部的第一液压杆,电动伸缩杆的输出端与固定板连接,第一液压杆顶部与输送板连接,底座外端一侧设置有机械手。
9、进一步的,输送处理单元包括钝化池和烘干单元,钝化池位于烘干单元和转移限位组件之间,钝化池底部设有排液管,烘干单元包括烘干箱、设于烘干箱内壁的多个烘干灯和设于烘干箱底部的排水管,排液管外侧和排水管外侧均设置有控制阀。
10、进一步的,升降块顶部安装有第二液压杆,升降块底部两侧分别设置有拼接板和拼接块,拼接板连接有两根固定杆,且第二液压杆底部通过转轴转动连接有横块,拼接板顶部开设有t型凹槽,横块滑动设于t型凹槽内,t型凹槽的长度方向与拼接板和拼接块的连线平行,升降块底部一侧通过铰链转动连接有拼接块,拼接块底部连接有两根固定杆。
11、进一步的,转移限位组件包括位于升降块底部的两组伺服电机和与伺服电机输出轴固定的旋转单元,旋转单元包括与伺服电机输出轴固定的转动盘、沿转动盘轴向布置的多根输送杆和多个挡块,输送杆的一端与转动盘边缘固定,另一端朝向远离转动盘的一侧延伸,挡块位于输送杆转动方向的前侧面,两组伺服电机上固定的旋转单元镜像对称。
12、进一步的,转运组件包括上梁架和两端滑动设于上梁架内的调节块,调节块底部设有升降块,上梁架一端安装有旋转电机,旋转电机输出驱动连接有旋转丝杆,调节块的两端均开设有与旋转丝杆螺纹连接的调节孔,上梁架内侧开设有与所述调节块滑动连接的滑槽;升降固定组件包括设于调节块顶部的顶框、设于顶框顶部的升降电机、与升降电机输出端驱动连接的丝杆和一端固定于顶框上的滑杆,升降块上开设有与丝杆螺纹连接的丝杆孔,升降块外侧两端均连接有限位板,限位板上开设有与滑杆滑动连接的滑孔。
13、进一步的,烘干单元还包括开设于烘干箱侧壁的多个进风口、设置于进风口内部的风扇和转动杆,转动杆与风扇的旋转轴同轴设置,并且一端与风扇固定,另一端通过轴承固定于烘干箱侧壁上,转动杆沿其径向向外延伸形成多个旋转板。
14、第二方面,本发明还提供一种用于铝型材的快速输送方法,采用上述用于铝型材的快速输送装置,具体包括以下步骤:
15、转运组件将升降固定组件转移至铝型材位置,升降固定组件下降升降块和固定杆;
16、转移限位组件将两个铝型材输送至升降块两侧并将其抵持于固定杆上,输送夹持组件将两个铝型材夹持在固定杆两侧;
17、升降固定组件多次上升升降块和固定杆,并在每次上升后通过转移限位组件和输送夹持组件将两个铝型材夹持在固定杆两侧;
18、在升降固定组件上升升降块和固定杆至最大高度后,转运组件和升降固定组件将铝型材转移至不同位置,以完成铝型材的处理和运输。
19、本发明提供的一种用于铝型材的快速输送装置及方法,至少包括如下有益效果:
20、通过输送夹持组件可以将两根铝型材分别夹持在固定杆的一侧,从而提高铝型材的夹持效率,并使得一次可以钝化更多的铝型材,加强铝型材的生产效率;
21、其中,通过转移限位组件,能够依次并且快速的将铝型材移动至两根固定杆的一侧,从而便于输送夹持组件能够一次夹持两根铝型材;
22、接着,通过进风口、风扇和转动杆,可以对倾斜的铝型材进行吹风,从而能够吹走铝型材表面的水渍,加快铝型材的烘干速度。
技术特征:
1.一种用于铝型材的快速输送装置,其特征在于,包括输送处理单元和位于输送处理单元上方的升降转运单元;
2.如权利要求1所述的快速输送装置,其特征在于,输送夹持组件包括横板(2)、两块竖板(201)、两块夹持板(202)和伸缩单元,两块竖板(201)分别位于横板(2)两端并同侧相对设置,两块夹持板(202)分别通过伸缩单元连接于两块竖板(201)上,并且两块夹持板(202)均位于两块竖板(201)之间的间隔内;
3.如权利要求1所述的快速输送装置,其特征在于,输送处理单元还包括位于转移限位组件两侧的夹持装卸组件,夹持装卸组件包括输送板(103)、位于输送板(103)上的固定板(401)、固定于固定板(401)两端的两个侧板(402)、位于两个侧板(402)之间的两个平移板(4021)、安装于其中一个侧板(402)内的电机(403)、与电机(403)驱动端固定的旋转杆(404)和两端分别与两个侧板(402)固定的限位杆,旋转杆(404)远离电机(403)的一端通过轴承与侧板(402)转动连接,旋转杆(404)上设置有两处方向相反的螺纹,两个平移板(4021)上分别开设有与两处螺纹啮合的旋转孔,两个平移板(4021)上均开设有两个与限位杆滑动连接的限位孔,平移板(4021)外端一侧连接有带动板(405)。
4.如权利要求3所述的快速输送装置,其特征在于,夹持装卸组件还包括设于输送板(103)顶部一侧的立板(5)、固定于立板(5)上的电动伸缩杆(501)、设置于输送板(103)底部的底座和安装于底座顶部的第一液压杆(502),电动伸缩杆(501)的输出端与固定板(401)连接,第一液压杆(502)顶部与输送板(103)连接,底座外端一侧设置有机械手(503)。
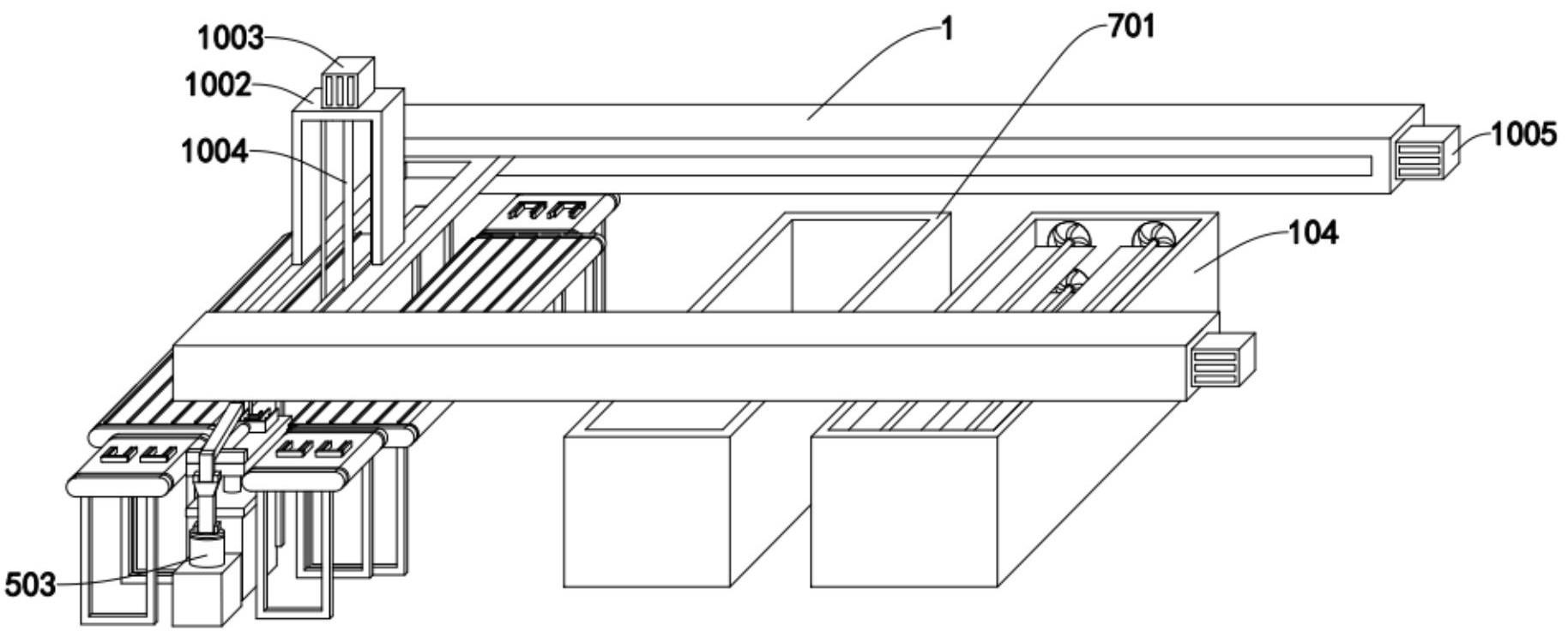
5.如权利要求1所述的快速输送装置,其特征在于,输送处理单元包括钝化池(701)和烘干单元,钝化池(701)位于烘干单元和转移限位组件之间,钝化池(701)底部设有排液管,烘干单元包括烘干箱(104)、设于烘干箱(104)内壁的多个烘干灯(7)和设于烘干箱(104)底部的排水管,排液管外侧和排水管外侧均设置有控制阀。
6.如权利要求5所述的快速输送装置,其特征在于,烘干单元还包括开设于烘干箱(104)侧壁的多个进风口(6)、设置于进风口(6)内部的风扇(601)和转动杆(602),转动杆(602)与风扇(601)的旋转轴同轴设置,并且一端与风扇(601)固定,另一端通过轴承固定于烘干箱(104)侧壁上,转动杆(602)沿其径向向外延伸形成多个旋转板(603)。
7.如权利要求1所述的快速输送装置,其特征在于,升降块(101)顶部安装有第二液压杆(702),升降块(101)底部两侧分别设置有拼接板(703)和拼接块(704),拼接板(703)连接有两根固定杆(102),且第二液压杆(702)底部通过转轴转动连接有横块(7031),拼接板(703)顶部开设有t型凹槽(7032),横块(7031)滑动设于t型凹槽(7032)内,t型凹槽(7032)的长度方向与拼接板(703)和拼接块(704)的连线平行,升降块(101)底部一侧通过铰链转动连接有拼接块(704),拼接块(704)底部连接有两根固定杆(102)。
8.如权利要求1所述的快速输送装置,其特征在于,转移限位组件包括位于升降块(101)底部的两组伺服电机(8)和与伺服电机(8)输出轴固定的旋转单元,旋转单元包括与伺服电机(8)输出轴固定的转动盘(801)、沿转动盘(801)轴向布置的多根输送杆(802)和多个挡块(803),输送杆(802)的一端与转动盘(801)边缘固定,另一端朝向远离转动盘(801)的一侧延伸,挡块(803)位于输送杆(802)转动方向的前侧面,两组伺服电机(8)上固定的旋转单元镜像对称。
9.如权利要求1所述的快速输送装置,其特征在于,转运组件包括上梁架(1)和两端滑动设于上梁架(1)内的调节块(1001),调节块(1001)底部设有升降块(101),上梁架(1)一端安装有旋转电机(1005),旋转电机(1005)输出驱动连接有旋转丝杆(1006),调节块(1001)的两端均开设有与旋转丝杆(1006)螺纹连接的调节孔,上梁架(1)内侧开设有与所述调节块(1001)滑动连接的滑槽;升降固定组件包括设于调节块(1001)顶部的顶框(1002)、设于顶框(1002)顶部的升降电机(1003)、与升降电机(1003)输出端驱动连接的丝杆(1004)和一端固定于顶框(1002)上的滑杆,升降块(101)上开设有与丝杆(1004)螺纹连接的丝杆孔,升降块(101)外侧两端均连接有限位板,限位板上开设有与滑杆滑动连接的滑孔。
10.一种用于铝型材的快速输送方法,其特征在于,采用如权利要求1~9任意一项所述用于铝型材的快速输送装置,具体包括以下步骤:
技术总结
本发明公开了一种用于铝型材的快速输送装置及方法,快速输送装置包括:输送处理单元和位于输送处理单元上方的升降转运单元;升降转运单元包括转运组件和固定于转运组件上的升降固定组件,转运组件将升降固定组件转移至不同位置,升降固定组件包括升降块和固定于升降块底部的多个固定杆;输送处理单元包括转移限位组件和多个输送夹持组件,转移限位组件将两个铝型材输送至升降块两侧并将其抵持于固定杆上,每个输送夹持组件将两个铝型材夹持在固定杆两侧。该种用于铝型材的快速输送装置通过输送夹持组件可以在同一水平高度一次将两根铝型材夹持在固定杆一侧,解决了现有技术的夹具只能夹持一个铝型材的问题。
技术研发人员:潘伟津,袁汉,张俊,麦国成,廖望生
受保护的技术使用者:江苏伟业铝材有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!