一种自动扫描上料平台的制作方法
本发明涉及扫描上料设备,具体是一种自动扫描上料平台。
背景技术:
1、质量要求相对高的产品加工后或者产品贴附有识别码等情况下,一般会对产品表面进行扫描检查,以检查产品是否存在裂隙或者尺寸是否达标等,扫描识别码,以方便生产记录。
2、传统的扫描方式一般是人工手持扫描器件完成,而采用的设备很多并非自动化设备,仍需要人工将产品逐一放入进行扫描,而自动的设备一般将多个功能机构按其功能分为多个工位,设备体积大,运输也不方便。
3、因此,需要设计一种既能满足自动化且体积小,方便运输的自动扫描上料平台。
技术实现思路
1、为了解决上述问题,本发明提供的一种自动扫描上料平台,体积小,方便运输,并且能够满足自动化上料扫描的要求。
2、为了达到上述目的,本发明采用以下技术方案:
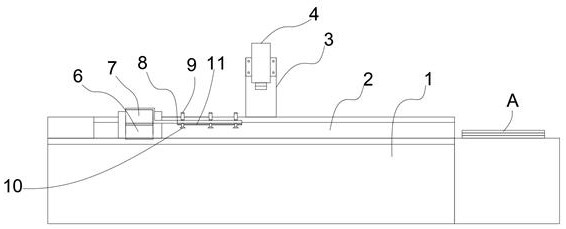
3、一种自动扫描上料平台,包括机台、上料机构与扫描机构,所述上料机构与所述扫描机构均固定安装于机台上,所述扫描机构设有扫描相机,所述扫描相机位置位于所述上料机构上方,所述上料机构为多功能机构,所述上料机构包括抓取组件、补光组件、平移组件、翻转组件与伸缩组件。
4、可选的,在本发明一实施例中,所述平移组件为直线电机。
5、可选的,在本发明一实施例中,所述抓取组件包括多个伸缩气缸与安装于伸缩气缸前端的吸嘴。
6、可选的,在本发明一实施例中,所述翻转组件为伺服电机。
7、可选的,在本发明一实施例中,所述伸缩组件包括上下重叠安装的上直线电机与下直线电机,所述下直线电机的一端与伺服电机的旋转端固定连接,所述上直线电机固定安装于下直线电机的滑块。
8、可选的,在本发明一实施例中,所述上料机构还包括安装架,所述安装架的一边固定安装于上直线电机的滑台,安装架用于安装抓取组件与补光组件。
9、可选的,在本发明一实施例中,所述安装架的为框架型结构,所述安装架设有安装区,所述安装区的边缘安装伸缩气缸。
10、可选的,在本发明一实施例中,所述补光组件为多个灯条,所述灯条两端分别安装于安装区的两端且灯条位于伸缩气缸之间。
11、可选的,在本发明一实施例中,所述扫描机构包括机臂与扫描相机,所述扫描相机安装于所述机臂的前端。
12、本发明有益效果
13、本发明的一种自动扫描上料平台,可以实现自动上料及扫描,除扫描机构外,上料机构将多个功能整合为一个结构,尽可能使机构更少且体积更小,方便拆装运输,并且所需空间较小,完成上料并扫描,相比传统的方式,效率更高。
技术特征:
1.一种自动扫描上料平台,其特征在于,包括机台、上料机构与扫描机构,所述上料机构与所述扫描机构均固定安装于机台上,所述扫描机构设有扫描相机,所述扫描相机位置位于所述上料机构上方,所述上料机构为多功能机构,所述上料机构包括抓取组件、补光组件、平移组件、翻转组件与伸缩组件。
2.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述平移组件为直线电机。
3.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述抓取组件包括多个伸缩气缸与安装于伸缩气缸前端的吸嘴。
4.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述翻转组件为伺服电机。
5.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述伸缩组件包括上下重叠安装的上直线电机与下直线电机,所述下直线电机的一端与伺服电机的旋转端固定连接,所述上直线电机固定安装于下直线电机的滑块。
6.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述上料机构还包括安装架,所述安装架的一边固定安装于上直线电机的滑台,安装架用于安装抓取组件与补光组件。
7.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述安装架的为框架型结构,所述安装架设有安装区,所述安装区的边缘安装伸缩气缸。
8.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述补光组件为多个灯条,所述灯条两端分别安装于安装区的两端且灯条位于伸缩气缸之间。
9.根据权利要求1所述的一种自动扫描上料平台,其特征在于:所述扫描机构包括机臂与扫描相机,所述扫描相机安装于所述机臂的前端。
技术总结
本发明涉及扫描上料设备技术领域,具体是一种自动扫描上料平台,包括机台1、上料机构与扫描机构,上料机构与扫描机构均固定安装于机台上,扫描机构设有扫描相机,扫描相机位置位于上料机构上方,上料机构为抓取、输送、放置平台等多个功能的结合机构,上料机构可以独立完成多个不同的机械动作,并且多个功能整合至一起,结构更紧凑,所需占用的面积更小,上料机构作为放置平台还配置有补光灯,以提高扫描精度,上料机构可以自主完成上料操作,本发明的扫描上料平台,可以自动对产品上料并扫描,并且平台的结构紧凑,所占用的面积小,设备结构更简单。
技术研发人员:萧宁辉,卢毅
受保护的技术使用者:惠州市华升自动化设备有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!