一种面板全自动上料检测一体化设备及其工作方法与流程
本发明属于输送,具体涉及一种面板全自动上料检测一体化设备及其工作方法。
背景技术:
1、电机的面板端盖在生产过程中需要对平整度进行检测,面板端盖的平整度会影响后续组装形成的电机的质量,在传统的面板端盖检测过程中需要对面板端盖进行运输和转运,在转运的过程中采用推送的方式将面板端盖推送至检测装置上,但是推送的方式会导致面板端盖与承载板产生摩擦,摩擦会对面板端盖造成磨损,导致面板端盖品质下降,无法满足平整度的要求。
2、因此,基于上述技术问题需要设计一种新的面板全自动上料检测一体化设备及其工作方法。
技术实现思路
1、本发明的目的是提供一种面板全自动上料检测一体化设备及其工作方法。
2、为了解决上述技术问题,本发明提供了一种面板全自动上料检测一体化设备,包括:
3、送料装置、转运装置和检测装置;
4、所述送料装置设置在所述转运装置上方,所述送料装置适于将层叠堆放的面板逐一掉落在所述转运装置上;
5、所述检测装置设置在所述转运装置的一侧,所述转运装置适于将面板转运至所述检测装置;
6、所述检测装置适于对面板的平整度进行检测。
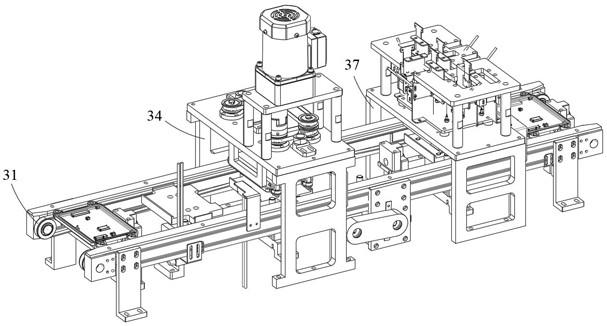
7、进一步,所述转运装置包括:横向输送轨、竖向输送机构和转运机构;
8、所述横向输送轨设置在所述送料装置下方;
9、所述竖向输送机构设置在所述横向输送轨的一端,所述转运机构设置在所述竖向输送机构的顶端上方,并且所述转运机构延伸至所述检测装置上方。
10、进一步,所述转运机构包括:支架、安装板、第一滑轨、第一滑块和推块组件;
11、所述支架设置在底座上;
12、所述安装板设置在所述支架上;
13、所述第一滑轨设置在所述安装板上,所述第一滑轨位于所述竖向输送机构的顶端上方,所述第一滑轨与所述横向输送轨平行;
14、所述第一滑轨延伸至所述检测装置上方;
15、所述第一滑块设置在所述第一滑轨上,所述推块组件设置在所述第一滑块上。
16、进一步,所述推块组件包括:引导块;
17、所述引导块设置在所述安装板的底面上;
18、所述引导块侧壁与引导块底面连接位置均设置倒角;
19、所述引导块上远离横向输送轨的侧壁上设置有挡杆,所述挡杆的底端低于所述引导块的底面。
20、进一步,所述推块组件还包括:连接板、转动板、延伸杆和凸块;
21、所述连接板设置在所述第一滑块上;
22、所述转动板通过铰接块与所述连接板铰接,并且所述转动板设置在所述连接板下方;
23、所述延伸杆设置在所述铰接块上,并且所述延伸杆向所述安装板方向伸出连接板的侧壁;
24、所述凸块设置在所述转动板朝向安装板的侧壁上。
25、进一步,所述竖向输送机构包括:一对竖向输送轨;
26、所述竖向输送轨设置在所述横向输送轨的一端,两个竖向输送轨相对设置;
27、所述竖向输送轨上等距设置有若干承载板。
28、进一步,所述送料装置包括:支撑板和若干限位柱;
29、所述支撑板设置在横向输送轨上方;
30、所述限位柱竖直设置在所述支撑板的顶面上,面板堆叠在限位柱围成的区域内;
31、所述支撑板底面上开设有与面板适配的通孔,所述通孔位于限位柱围成的区域内。
32、进一步,所述送料装置还包括:气缸、齿轮和一对齿条;
33、所述齿轮设置在所述支撑板的底面上,两个齿条设置在所述齿轮的两侧,并且两个齿条与所述齿轮啮合;
34、一个齿条的底面设置有第一挡板;
35、另一个齿条的顶面设置有第二挡板
36、所述第一挡板位于所述第二挡板下方;
37、所述第一挡板伸入限位柱围成的区域内,并且位于通孔上方;
38、所述气缸与第一挡板连接。
39、进一步,所述检测装置包括:一对传送带;
40、所述传送带设置在底座上,两条传送带平行设置;
41、所述传送带设置在所述第一滑轨的下方;
42、所述传送带与所述第一滑轨平行设置;
43、两条传送带之间设置有第一检测机构和第二检测机构,所述第一检测机构相较于所述第二检测机构靠近竖向输送轨设置。
44、进一步,所述第一检测机构包括:第一顶升气缸、第一升降板和第一立架;
45、所述第一顶升气缸设置在两条传送带之间;
46、所述第一升降板设置在所述第一顶升气缸的升降端上;
47、所述第一立架设置在底座上,所述第一立架上设置有与面板上定位孔对应的插销柱。
48、进一步,所述第二检测机构包括:第二顶升气缸、第二升降板和第二立架;
49、所述第二顶升气缸设置在两条传送带之间;
50、所述第二升降板设置在所述第二顶升气缸的升降端上;
51、所述第二立架设置在底座上,所述第二立架上设置有若干测距传感器,所述测距传感器与所述第二立架滑动连接;
52、所述测距传感器上方设置有与测距传感器对应的基准块。
53、另一方面,本发明还提供一种上述面板全自动上料检测一体化设备采用的工作方法,包括:
54、通过送料装置将层叠堆放的面板逐一掉落在转运装置上;
55、通过转运装置将面板转运至检测装置;
56、通过检测装置对面板的平整度进行检测。
57、本发明的有益效果是,本发明通过送料装置、转运装置和检测装置;所述送料装置设置在所述转运装置上方,所述送料装置适于将层叠堆放的面板逐一掉落在所述转运装置上;所述检测装置设置在所述转运装置的一侧,所述转运装置适于将面板转运至所述检测装置;所述检测装置适于对面板的平整度进行检测;实现了对于面板的检测,在检测过程中避免了对面板搬运的摩擦,避免摩擦对面板的品质在成影响,避免对面板的平整度造成影响。
58、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点在说明书以及附图中所特别指出的结构来实现和获得。
59、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种面板全自动上料检测一体化设备,其特征在于,包括:
2.如权利要求1所述的面板全自动上料检测一体化设备,其特征在于:
3.如权利要求2所述的面板全自动上料检测一体化设备,其特征在于:
4.如权利要求3所述的面板全自动上料检测一体化设备,其特征在于:
5.如权利要求4所述的面板全自动上料检测一体化设备,其特征在于:
6.如权利要求5所述的面板全自动上料检测一体化设备,其特征在于:
7.如权利要求6所述的面板全自动上料检测一体化设备,其特征在于:
8.如权利要求7所述的面板全自动上料检测一体化设备,其特征在于:
9.如权利要求8所述的面板全自动上料检测一体化设备,其特征在于:
10.一种如权利要求1所述面板全自动上料检测一体化设备采用的工作方法,其特征在于,包括:
技术总结
本发明属于输送技术领域,具体涉及一种面板全自动上料检测一体化设备及其工作方法,包括:通过送料装置、转运装置和检测装置;所述送料装置设置在所述转运装置上方,所述送料装置适于将层叠堆放的面板逐一掉落在所述转运装置上;所述检测装置设置在所述转运装置的一侧,所述转运装置适于将面板转运至所述检测装置;所述检测装置适于对面板的平整度进行检测;实现了对于面板的检测,在检测过程中避免了对面板搬运的摩擦,避免摩擦对面板的品质在成影响,避免对面板的平整度造成影响。
技术研发人员:周焱兵
受保护的技术使用者:昆山众泰兴自动化设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!