一种减质高精度平衡风扇及其制造方法与流程
本申请涉及风扇加工,具体涉及一种减质高精度平衡风扇及其制造方法。
背景技术:
1、风扇的风叶在与马达装配前需要经过动平衡检测,以保证其性能。目前同行业采用的方法大多为人工操作机床一点点切削进行加工或者人工增加配重块,并利用动平衡设备进行反复检测,直到达到动平衡性能要求为止,工作强度较高,加工效率较低。并未有一次性实现上料-检测-切削-下料的方法和设备,导致加工效率低下,产品质量不能够得到保证。
技术实现思路
1、本申请的目的是针对现有技术中存在的上述问题,提供了一种减质高精度平衡风扇及其制造方法。
2、为了实现上述申请目的,本申请采用了以下技术方案:一种减质高精度平衡风扇制造方法包括以下步骤:
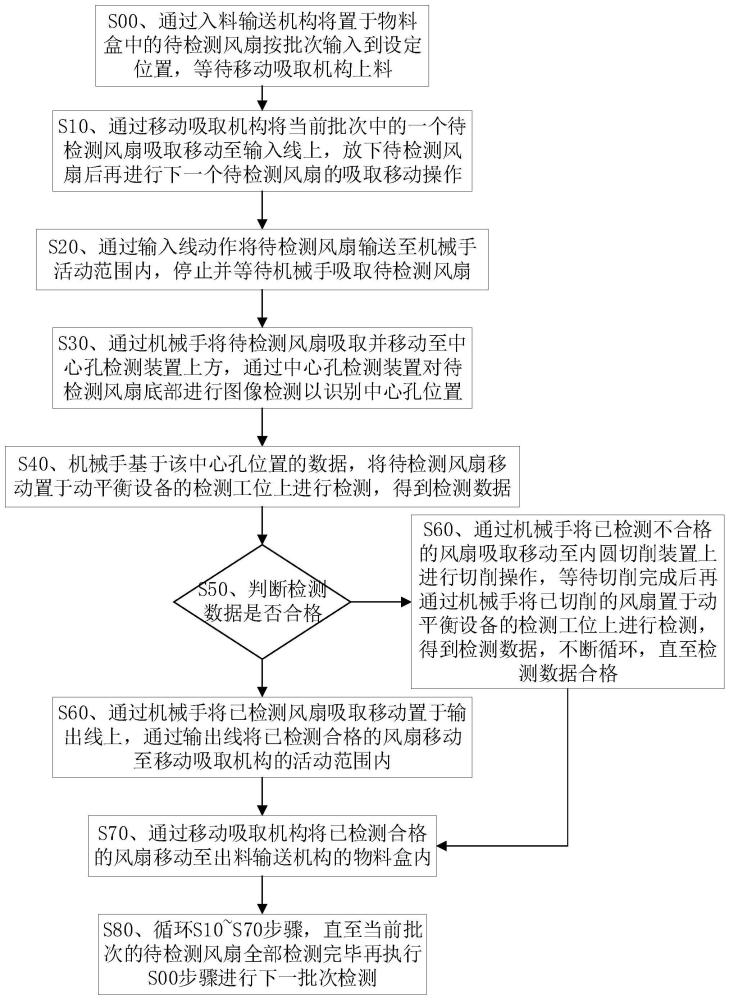
3、s00、通过入料输送机构将置于物料盒中的待检测风扇按批次输入到设定位置,等待移动吸取机构上料;
4、s10、通过移动吸取机构将当前批次中的一个待检测风扇吸取移动至输入线上,放下待检测风扇后再进行下一个待检测风扇的吸取移动操作;
5、s20、通过输入线动作将待检测风扇输送至机械手活动范围内,停止并等待机械手吸取待检测风扇;
6、s30、通过机械手将待检测风扇吸取并移动至中心孔检测装置上方,通过中心孔检测装置对待检测风扇底部进行图像检测以识别中心孔位置;
7、s40、机械手基于该中心孔位置的数据,将待检测风扇移动置于动平衡设备的检测工位上进行检测,得到检测数据;
8、s50、判断检测数据是否合格;
9、s60、若合格,则通过机械手将已检测风扇吸取移动置于输出线上,通过输出线将已检测合格的风扇移动至移动吸取机构的活动范围内;若不合格,则通过机械手将已检测不合格的风扇吸取移动至内圆切削装置上进行切削操作,等待切削完成后再通过机械手将已切削的风扇置于动平衡设备的检测工位上进行检测,得到检测数据,不断循环,直至检测数据合格;
10、s70、通过移动吸取机构将已检测合格的风扇移动至出料输送机构的物料盒内;
11、s80、循环s10~s70步骤,直至当前批次的待检测风扇全部检测完毕再执行s00步骤进行下一批次检测。
12、进一步地,s60步骤中,当单个风扇的检测数据不合格次数达到或超过阈值时,将当前风扇标记为报废品,通过机械手将报废品置于临时放置台上。
13、如此,可以避免对单个风扇的过度检测和过度切削,从而快速找到报废品并放在临时放置台上,方便后续进行报废处理。
14、进一步地,s00步骤中,物料盒上均设有多个供风扇放置的放置槽,在入料输送机构将置于物料盒中的待检测风扇按批次输入到设定位置后,通过移动吸取机构将物料盒吸取置于出料输送机构作为盛放已检测合格的风扇的物料盒。
15、如此,一开始上料的时候就是一层一层叠放形式的物料盒,这样第一次移动吸取机构将物料盒放在出料输送机构后,这个物料盒就成为了用于盛放已检测合格的风扇的物料盒,而第一层(第一批次)的待检测风扇检测完毕后,移动吸取机构再将最上层(即原先的第二层)的物料盒放在出料输送机构已经装满已检测合格的风扇的物料盒上,可以继续盛放已检测合格的风扇,如此等到全部待检测风扇检测完毕后,在出料输送机构上就有了与进料时一样放置的层层叠放的物料盒,不再需要人工叠放操作,显著提高了工人的下料效率,便于存储。
16、进一步地,入料输送机构和出料输送机构镜像对称设置,且入料输送机构和出料输送机构上均设有导向结构,以对物料盒和物料盒进行导向。
17、如此,通过导向机构可以便于物料盒和物料盒的放置,使得物料盒和物料盒能够精准地放在需要放置的位置,也便于移动吸取机构的吸取。
18、进一步地,s10步骤中,移动吸取机构将待检测风扇置于输入线的起始端,输入线动作将待检测风扇移动至输入线的末端后停止。
19、如此,方便输入线的定位和工作,即输入线每一次动作只需要以固定的转速转动固定的时间即可,极大地方便了控制,简化了控制逻辑。
20、进一步地,输入线和输送线平行并对称设置,且输入线和输送线的中心线与入料输送机构和出料输送机构的中心线重合,机械手位于两个重合的中心线上,且动平衡设备和内圆切削装置均分别以该中心线为基准镜像对称设置。
21、如此,可方便移动吸取机构和机械手的定位操作,显著提高运行效率。
22、进一步地,移动吸取机构上设有用于吸取物料盒的第一吸盘组以及用于吸取单个风扇的第二吸盘。
23、如此,第一吸盘组可以方便地吸取物料盒,而第二吸盘可以专注于吸取风扇,两者互不干涉,运行效率高,稳定性好。
24、进一步地,入料输送机构和出料输送机构的顶部、输入线和输出线的起始端和末端、动平衡设备的侧面以及内圆切削装置的侧面均设有有无传感器。
25、如此,通过目前技术成熟的有无传感器,可以精确快速地识别到风扇和物料盒以及物料盒等物体,从而为各个机构进行下一步动作提供信号。如输入线在起始端检测到风扇后,就可以动作将风扇输送到输入线的末端,末端检测到风扇后就会停止输入线,这样就可以让下一个风扇放置,等等操作,可直线快速高效地自动化操作,而不需要人工计算好时间按照指定时间执行动作,误差率小,也显著降低了编程难度。
26、进一步地,内圆切削装置包括切削刀、用于驱动该切削刀转动的驱动电机、用于驱动该驱动电机上下移动的升降机构以及用于对风扇进行压紧定位的压紧机构,压紧机构的压块在风扇放入切削刀上方位置前位于切削刀旁,当风扇放入切削刀上方位置时,切削刀上升与风扇配合,压紧机构的压块转动至风扇上方并下压风扇,以实现风扇的定位固定。
27、如此,风扇放置后,升降机构驱动驱动电机上升,切削刀就能够插入风扇底部,然后用压紧机构的压块压紧风扇,切削刀转动就可以将风扇内壁的部分进行切削,切削一定时间后,切削刀切削完毕,不会再接触风扇内壁,如此就代表风扇此时基本上符合了检测要求的硬件标准,只需要让动平衡设备进行检测验证即可。如此,可以不需要再次切削加工,如果还是检测不合格,基本上可以判定为无法通过切削加工使其达到检测标准了,即报废品。
28、一种减质高精度平衡风扇,通过上述的一种减质高精度平衡风扇制造方法制造得到。
29、与现有技术相比,本申请具有以下有益效果:
30、1.本申请可实现自动上料,自动检测动平衡数据,自动根据检测数据判断是否需要切削加工,检测完毕后能够得到检测合格的风扇并自动输出,工人不再需要操作机床和动平衡设备,显著降低了人力成本和工作强度,有效地提高了加工效率和产品质量;
31、2.本申请可以一个物料盒内装的所有待检测风扇为一个批次,多个批次叠放在入料输送机构上,如此可省去大量的上料时间。
技术特征:
1.一种减质高精度平衡风扇制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种减质高精度平衡风扇制造方法,其特征在于,s60步骤中,当单个风扇的检测数据不合格次数达到或超过阈值时,将当前风扇标记为报废品,通过所述机械手将报废品置于临时放置台上。
3.根据权利要求1所述的一种减质高精度平衡风扇制造方法,其特征在于,s00步骤中,所述物料盒上均设有多个供风扇放置的放置槽,在入料输送机构将置于物料盒中的待检测风扇按批次输入到设定位置后,通过移动吸取机构将所述物料盒吸取置于出料输送机构作为盛放已检测合格的风扇的物料盒。
4.根据权利要求3所述的一种减质高精度平衡风扇制造方法,其特征在于,所述入料输送机构和所述出料输送机构镜像对称设置,且所述入料输送机构和所述出料输送机构上均设有导向结构,以对物料盒和物料盒进行导向。
5.根据权利要求1所述的一种减质高精度平衡风扇制造方法,其特征在于,s10步骤中,所述移动吸取机构将待检测风扇置于所述输入线的起始端,所述输入线动作将待检测风扇移动至所述输入线的末端后停止。
6.根据权利要求3或4所述的一种减质高精度平衡风扇制造方法,其特征在于,所述输入线和所述输送线平行并对称设置,且所述输入线和所述输送线的中心线与所述入料输送机构和所述出料输送机构的中心线重合,所述机械手位于两个重合的中心线上,且所述动平衡设备和所述内圆切削装置均分别以该中心线为基准镜像对称设置。
7.根据权利要求3或4所述的一种减质高精度平衡风扇制造方法,其特征在于,所述移动吸取机构上设有用于吸取物料盒的第一吸盘组以及用于吸取单个风扇的第二吸盘。
8.根据权利要求1-5任意一项所述的一种减质高精度平衡风扇制造方法,其特征在于,所述入料输送机构和所述出料输送机构的顶部、所述输入线和所述输出线的起始端和末端、所述动平衡设备的侧面以及所述内圆切削装置的侧面均设有有无传感器。
9.根据权利要求1-5任意一项所述的一种减质高精度平衡风扇制造方法,其特征在于,所述内圆切削装置包括切削刀、用于驱动该切削刀转动的驱动电机、用于驱动该驱动电机上下移动的升降机构以及用于对风扇进行压紧定位的压紧机构,所述压紧机构的压块在风扇放入切削刀上方位置前位于切削刀旁,当风扇放入切削刀上方位置时,所述切削刀上升与风扇配合,所述压紧机构的压块转动至风扇上方并下压风扇,以实现风扇的定位固定。
10.一种减质高精度平衡风扇,其特征在于,通过权利要求1-9任意一项所述的一种减质高精度平衡风扇制造方法制造得到。
技术总结
本申请涉及一种减质高精度平衡风扇及其制造方法,该方案包括通过入料输送机构上料;通过移动吸取机构将风扇吸取移动至输入线上;通过输入线将风扇输送至机械手活动范围内;机械手将风扇吸取并移动至中心孔检测装置上识别中心孔位置;将风扇移动置于动平衡设备的检测工位上进行检测;判断检测数据是否合格;若合格,将风扇吸取移动置于输出线上;若不合格,则将风扇吸取移动至内圆切削装置上进行切削操作,等待切削完成后再通过机械手将已切削的风扇置于动平衡设备的检测工位上进行检测,得到检测数据,不断循环,直至检测数据合格;通过移动吸取机构将已检测合格的风扇移动至出料输送机构的物料盒内。本申请可提高加工效率,提高产品质量。
技术研发人员:陈东
受保护的技术使用者:嘉善卡固电气设备股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!