用于涂布机零速自动接料的控制系统及控制方法与流程
本发明属于涂布料膜收卷设备,涉及一种用于涂布机零速自动接料的控制系统,还涉及一种用于涂布机零速自动接料的控制方法。
背景技术:
1、在涂布的工艺生产中,收卷接料平整、不打皱、不松料是涂布技术的关键,在生产过程中需要自动接换料卷,在换卷过程中要保证料膜不松料、不打皱、收卷平整是关键环节,涂布行业所用料膜材料的价格非常昂贵,保证收卷零废品率,减少材料的浪费、提高效率、提高利润点是占领市场的关键;现市场上零速接料装置不能适应各种材料的零速接料零废品率,浪费比较大,在零速自动接换料卷中会出现松料、接料纸芯打皱及划伤料膜、造成收卷不齐等现象发生;因此,需要设计一种能解决涂布机零速自动接料平整且不打皱不松料的控制方法,既能提高涂布效率,又能减少废品率,实现自动零速接料零废品率的问题。
技术实现思路
1、本发明的第一目的是提供一种用于涂布机零速自动接料的控制系统,解决了现有涂布机在涂布生产过程中零速自动接料纸芯打皱和收卷不平整的问题。
2、本发明的第二目的是提供一种用于涂布机零速自动接料的控制方法,具有操作简单和操作效率高的特点。
3、本发明所采用的第一种技术方案是,用于涂布机零速自动接料的控制系统,包括收卷轴和储料装置,收卷轴和储料装置之间设有若干收卷走料导辊,收卷轴、储料装置和若干收卷走料导辊之间通过料膜连接,控制系统还包括与收卷轴压合或分离的收卷接料大臂,收卷接料大臂设置为对料膜进行切割和抹平。
4、本发明第一种技术方案的特点在于,
5、收卷接料大臂包括压合气缸a和抹平气缸,压合气缸a与抹平气缸连接,抹平气缸与收卷切刀和收卷胶带定位接料胶辊连接,压合气缸a和抹平气缸伸缩方向垂直,抹平气缸伸缩端连接有收卷切刀和定位接料胶辊。
6、控制系统还包括水平压辊,水平压辊上设有压合气缸b,压合气缸b伸缩端与水平压辊连接,水平压辊设置为与收卷轴压合或分离。
7、控制系统还包括依次设置在收卷轴和储料装置之间的阻尼胶辊、收牵胶辊和收牵主动辊;
8、阻尼胶辊设置为与收卷走料导辊合压或分离;
9、收牵胶辊设置为与收牵主动辊合压或分离。
10、收牵胶辊和收牵主动辊两侧分别设有摆辊a和摆辊b;摆辊a和摆辊b分别偏心设置于两个收卷走料导辊之间,设置为能够对两个收卷走料导辊之间的料膜施加张力。
11、摆辊a端部连接有检测传感器a和执行气缸a。
12、摆辊b端部连接有检测传感器b和执行气缸b。
13、储料装置包括若干相对交叉设置的动导辊和静导辊,动导辊和静导辊设置为能够相对进行往复运动,料膜连接动导辊和静导辊。
14、本发明所采用的第二种技术方案是,用于涂布机零速自动接料的控制方法,具体包括以下步骤:
15、步骤1,收卷轴速度减速为零,动导辊开始加速并静导辊朝着相背的方向运动进行储料;
16、步骤2,阻尼胶辊与收卷走料导辊压合;
17、步骤3,水平压辊通过水平压辊压合气缸b下压与收料轴压合;
18、步骤4,收卷接料大臂落下,收卷胶带定位接料胶辊通过压合气缸a下压与收料轴压合,收卷切刀将料膜切断;
19、步骤5,抹平气缸伸出完成抹平料膜料头;
20、步骤6,收卷接料大臂抬起,阻尼胶辊与收卷走料导辊分离;
21、步骤7,收卷轴从零速开始加速,动导辊开始减速并与静导辊朝着相向的方向运动进行放料,收卷轴加速至主机速度,为下次接料准备。
22、本发明第二种技术方案的特点在于,步骤7中,当收卷轴从零速开始加速,动导辊开始减速时,检测传感器a和检测传感器b监测料膜张力,并通过执行气缸a和执行气缸b控制摆辊a和摆辊b对料膜张力进行调整。
23、本发明的有益效果是:
24、本发明通过设置收卷接料大臂对收卷轴上的料膜进行切割和抹平,进一步的通过设置水平压辊、阻尼胶辊、摆辊、收牵胶辊和收牵主动辊,对零速收卷换卷过程中料膜的张力进行控制,进一步避免了接料纸芯打皱、接料过程中松料及收卷不平整的问题,且满足了各种料膜在零速自动接料的料膜张力的平整稳定性。
技术特征:
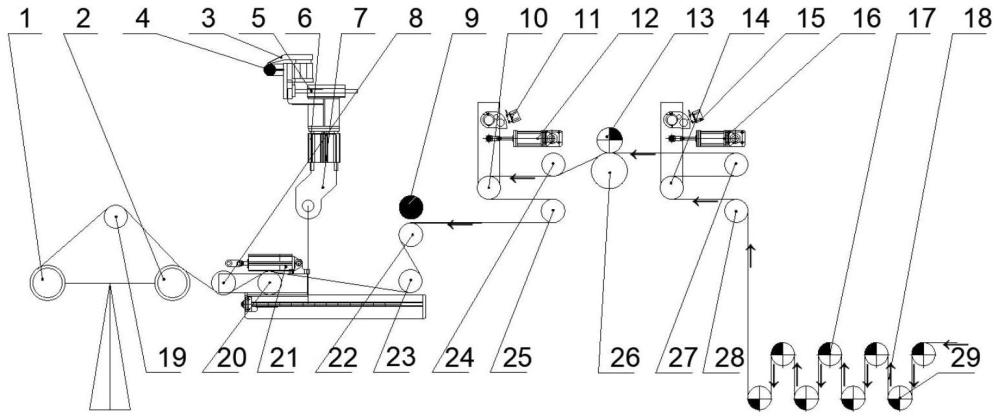
1.用于涂布机零速自动接料的控制系统,其特征在于,包括收卷轴和储料装置,所述收卷轴和储料装置之间设有若干收卷走料导辊,所述收卷轴、储料装置和若干收卷走料导辊之间通过料膜(18)连接,所述控制系统还包括与收卷轴压合或分离的收卷接料大臂(7),所述收卷接料大臂(7)设置为对料膜(18)进行切割和抹平。
2.根据权利要求1所述的用于涂布机零速自动接料的控制系统,其特征在于,所述收卷接料大臂(7)包括压合气缸a(5)和抹平气缸(6),所述压合气缸a(5)与抹平气缸(6)连接,所述抹平气缸(6)与收卷切刀(3)和收卷胶带定位接料胶辊(4)连接,所述压合气缸a(5)和抹平气缸(6)伸缩方向垂直,所述抹平气缸(6)伸缩端连接有收卷切刀(3)和定位接料胶辊(4)。
3.根据权利要求2所述的用于涂布机零速自动接料的控制系统,其特征在于,所述控制系统还包括水平压辊(8),水平压辊(8)上设有压合气缸b(21),所述压合气缸b(21)伸缩端与水平压辊(8)连接,所述水平压辊(8)设置为与所述收卷轴压合或分离。
4.根据权利要求3所述的用于涂布机零速自动接料的控制系统,其特征在于,所述控制系统还包括依次设置在收卷轴和储料装置之间的阻尼胶辊(9)、收牵胶辊(13)和收牵主动辊(26);
5.根据权利要求4所述的用于涂布机零速自动接料的控制系统,其特征在于,所述收牵胶辊(13)和收牵主动辊(26)两侧分别设有摆辊a(10)和摆辊b(14);摆辊a(10)和摆辊b(14)分别偏心设置于两个收卷走料导辊之间,设置为能够对两个收卷走料导辊之间的料膜(18)施加张力。
6.根据权利要求5所述的用于涂布机零速自动接料的控制系统,其特征在于,所述摆辊a(10)端部连接有检测传感器a(11)和执行气缸a(12)。
7.根据权利要求5所述的用于涂布机零速自动接料的控制系统,其特征在于,所述摆辊b(14)端部连接有检测传感器b(15)和执行气缸b(16)。
8.根据权利要求4-7中任一项所述的用于涂布机零速自动接料的控制系统,其特征在于,所述储料装置包括若干相对交叉设置的动导辊(17)和静导辊(29),所述动导辊(17)和静导辊(29)设置为能够相对进行往复运动,所述料膜(18)连接所述动导辊(17)和静导辊(29)。
9.用于涂布机零速自动接料的控制方法,使用如权利要求8所述的用于涂布机零速自动接料的控制系统,其特征在于,具体包括以下步骤:
10.根据权利要求9所述的用于涂布机零速自动接料的控制方法,其特征在于,所述步骤7中,当收卷轴从零速开始加速,动导辊(17)开始减速时,检测传感器a(11)和检测传感器b(15)监测料膜(18)张力,并通过执行气缸a(12)和执行气缸b(16)控制摆辊a(10)和摆辊b(14)对料膜(18)张力进行调整。
技术总结
本发明公开了一种用于涂布机零速自动接料的控制系统,包括收卷轴和储料装置,收卷轴和储料装置之间设有若干收卷走料导辊,收卷轴、储料装置和若干收卷走料导辊之间通过料膜连接,控制系统还包括与收卷轴压合或分离的收卷接料大臂,收卷接料大臂设置为对料膜进行切割和抹平。解决了现有涂布机在涂布生产过程中零速自动接料纸芯打皱和收卷不平整的问题。本发明还公开了一种用于涂布机零速自动接料的控制方法,在收卷轴速度减速和加速时,控制动导辊加速或减速,收卷轴速度为零时,阻尼胶辊、水平压辊压合,收卷接料大臂切断和抹平料膜;收卷接料大臂抬起,阻尼胶辊、水平压辊压合分离,收卷轴加速至主机速度,为下次接料准备。
技术研发人员:马少伟,李引锋,李小军,董玉婷,闽楠楠,孙智伟
受保护的技术使用者:陕西北人印刷机械有限责任公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!