一种碳纤维双工位双锭收卷机及其割纱控制方法与流程
本发明涉及碳纤维收卷,尤其涉及一种碳纤维双工位双锭收卷机及其割纱控制方法。
背景技术:
1、纱线在卷筒上的收卷过程中,通过排纱机构使纱线沿收卷轴轴向导出,并配合压辊使纱线均匀收卷在卷筒上;收卷轴在转盘上相对设置有两个,能够在其中任一收卷轴上卷筒收卷至满卷状态后,换盘使另一收卷轴上的空卷卷筒移至收卷工位开始收卷,确保收卷机的自动化连续收卷。排纱机构的同一纱架始终导出一根纱线,在换盘切换卷筒收卷后,需要人工割线后再将满卷卷筒下料,传统的自动割线机构无法满足连续收卷设备的自动化精密控制要求。
技术实现思路
1、本发明提供了一种碳纤维双工位双锭收卷机及其割纱控制方法,可有效解决背景技术中的问题。
2、为了达到上述目的,本发明所采用的技术方案是:
3、一种碳纤维双工位双锭收卷机,包括安装竖板和设置其上的收卷机构、排纱机构、压辊机构和割纱机构,所述排纱机构、所述压辊机构和所述割纱机构沿竖直方向依次设置在所述收卷机构的水平侧;
4、所述收卷机构包括转盘和设置其上的收卷轴,在所述收卷轴上套设有卷筒,所述转盘和所述收卷轴分别通过第一动力装置和第二动力装置驱动转动,所述收卷轴在所述转盘上相对设置有两个;
5、所述排纱机构包括支撑滑座和与其滑动连接的导纱架,所述支撑滑座与所述收卷轴平行设置,所述导纱架通过往复丝杆驱动沿所述支撑滑座长度方向运动;
6、所述压辊机构包括与所述收卷轴平行设置的下压辊,所述下压辊设置在摆动架的一端并通过第一气缸驱动压向所述卷筒表面;
7、所述割纱机构包括摆臂和设置在其一端的割刀,所述摆臂远离所述割刀的一端与所述安装竖板转动连接,并由第二气缸通过传动组件驱动转动。
8、进一步的,所述摆臂通过设置在其端部的第一驱动轴与所述安装竖板转动连接,所述传动组件包括相互啮合的齿轮和齿扇,所述齿扇通过设置在其转动中心处的第二驱动轴与所述安装竖板转动连接;
9、所述齿轮套设在所述第一驱动轴上并与其同轴转动,所述第二驱动轴通过第一连杆与所述第二气缸相连,所述第一连杆的一端与所述第二驱动轴固定连接,另一端与所述第二气缸输出轴转动连接。
10、进一步的,所述往复丝杆设置在所述安装座上并与其转动连接,在所述安装座上对应所述往复丝杆开设有滑槽;
11、所述往复丝杆通过固定在滑舌上传动杆与所述导纱架相连,所述滑舌与所述滑槽滑动连接并与所述往复丝杆上的螺纹槽相啮合。
12、进一步的,所述往复丝杆和所述传动杆均与所述收卷轴平行设置,所述传动杆的两端分别与所述导纱架和所述滑舌固定连接。
13、进一步的,两所述转盘相对设置在所述转盘转动中心的两侧,在两所述收卷轴之间对称设置有两个导纱杆,所述收卷轴与所述导纱杆之间呈90°夹角设置。
14、进一步的,所述摆动架包括与所述收卷轴平行设置的转动杆和支撑杆,并通过设置在其两端的连接座固定连接;
15、所述转动杆与所述安装竖板转动连接,所述下压辊套设在所述支撑杆上,所述第一气缸通过第二连杆与所述转动杆相连,所述第二连杆的一端与所述转动杆固定连接,另一端与所述第一气缸输出轴转动连接。
16、一种碳纤维双工位双锭收卷机的割纱控制方法,采用上述碳纤维双工位双锭收卷机,包括以下步骤:
17、将纱线依次绕卷通过排纱机构和压辊机构至收卷轴上的卷筒,通过第一气缸驱动下压辊将从摆动架导出的纱线压覆在卷筒表面;
18、通过第二动力装置驱动收卷轴进行纱线收卷,同时通过往复丝杆驱动导纱架沿卷筒轴向进行往复排纱;
19、通过第一动力装置驱动转盘转动,使满卷卷筒远离导纱架,同时使空卷卷筒靠近导纱架,使纱线开始在空卷卷筒上进行收卷;
20、通过第二气缸驱动传动组件使割刀移向收卷卷筒的下方,配合排纱机构使纱线靠近割刀,再通过第二气缸收回割刀,将满卷卷筒与空卷卷筒间的纱线割断。
21、进一步的,在纱线割断控制过程中,通过往复丝杆控制导纱架的排纱速度,同时控制第二气缸完成割刀操作的时间,将靠近纱线割断;
22、根据第二气缸的行程时间计算割纱操作时间,具体采用如下公式:
23、v1=1920*(a1/a2);
24、t1=s1/v1=s1a2/1920a1;
25、其中,v1表示第二气缸的基准速度,s1表示第二气缸的行程,a1表示第二气缸的排气有效面积,a2表示第二气缸的活塞有效面积,第二气缸的行程时间为t1;
26、将导纱架从行程远离割纱机构的一端移至靠近割纱机构的一端所经过的时间设置为排纱到位时间,具体采用如下公式计算:
27、t2=(s2/l)/v2;
28、其中,s2表示往复丝杆行程,l表示往复丝杆的螺距,v2表示设定的排纱速度,t2表示排纱到位时间;
29、由于第二气缸收回割刀完成割纱操作时间与排纱到位时间相匹配,即t1与t2呈比例关系,能够得到往复丝杆控制导纱架的排纱速度,具体采用如下公式计算:
30、v2=1920a1(s2/l)/ks1a2;
31、其中,k表示t1与t2间的比例关系,具体根据割刀尺寸与导纱行程设定。
32、进一步的,在割纱操作过程中,通过调整割刀在摆臂上的安装角度,确保割纱质量;
33、当空卷卷筒靠近排纱机构时,满卷卷筒上的尾端纱线通过导纱杆折向空卷卷筒,调整割刀角度使其垂直压向导纱杆与空卷卷筒间纱线。
34、进一步的,在控制第二气缸驱动割刀割纱过程中,通过割纱速度确保割纱质量;
35、通过提高传动组件中齿轮与齿扇间的齿数比,增大割纱速度。
36、本发明的有益效果为:
37、在本发明中,收卷机构配合排纱机构实现纱线沿卷筒轴向的均匀收卷,当卷筒上纱线收卷至满卷状态时,通过第一动力装置驱动转盘转动进行换卷操作,使满卷收卷轴远离排纱机构的同时,空卷收卷轴靠近排纱机构,在开始进行下一空卷卷筒时通过割纱机构将两收卷轴之间的纱线割断,便于满卷卷筒的自动下料操作;割纱机构中第二气缸通过传动组件驱动摆臂上的割刀进行割纱操作,在通过自动换卷实现连续收卷过程中,实现自动割纱操作,提高收卷效率。
技术特征:
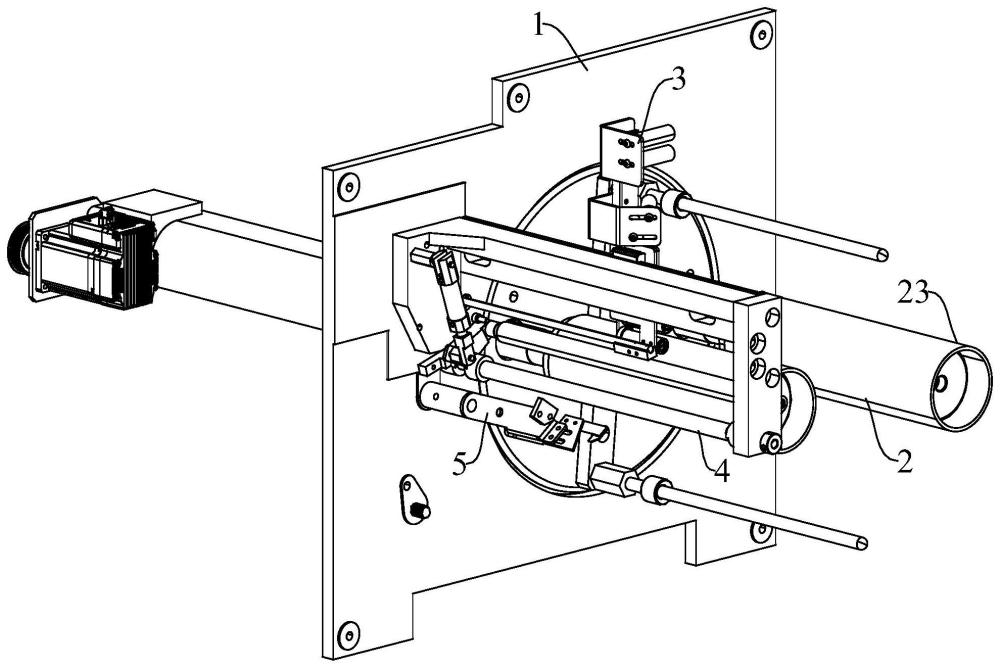
1.一种碳纤维双工位双锭收卷机,其特征在于,包括安装竖板(1)和设置其上的收卷机构(2)、排纱机构(3)、压辊机构(4)和割纱机构(5),所述排纱机构(3)、所述压辊机构(4)和所述割纱机构(5)沿竖直方向依次设置在所述收卷机构(2)的水平侧;
2.根据权利要求1所述的碳纤维双工位双锭收卷机,其特征在于,所述摆臂(51)通过设置在其端部的第一驱动轴(511)与所述安装竖板(1)转动连接,所述传动组件(54)包括相互啮合的齿轮(541)和齿扇(542),所述齿扇(542)通过设置在其转动中心处的第二驱动轴(543)与所述安装竖板(1)转动连接;
3.根据权利要求1所述的碳纤维双工位双锭收卷机,其特征在于,所述往复丝杆(33)设置在安装座(36)上并与其转动连接,在所述安装座(36)上对应所述往复丝杆(33)开设有滑槽(361);
4.根据权利要求3所述的碳纤维双工位双锭收卷机,其特征在于,所述往复丝杆(33)和所述传动杆(35)均与所述收卷轴(22)平行设置,所述传动杆(35)的两端分别与所述导纱架(32)和所述滑舌(34)固定连接。
5.根据权利要求1所述的碳纤维双工位双锭收卷机,其特征在于,两所述转盘(21)相对设置在所述转盘(21)转动中心的两侧,在两所述收卷轴(22)之间对称设置有两个导纱杆(24),所述收卷轴(22)与所述导纱杆(24)之间呈90°夹角设置。
6.根据权利要求1所述的碳纤维双工位双锭收卷机,其特征在于,所述摆动架(42)包括与所述收卷轴(22)平行设置的转动杆(421)和支撑杆(422),并通过设置在其两端的连接座(423)固定连接;
7.一种碳纤维双工位双锭收卷机的割纱控制方法,其特征在于,采用上述权利要求1~6任一项所述的碳纤维双工位双锭收卷机,包括以下步骤:
8.根据权利要求7所述的碳纤维双工位双锭收卷机的割纱控制方法,其特征在于,在纱线割断控制过程中,通过往复丝杆控制导纱架的排纱速度,同时控制第二气缸完成割刀操作的时间,将靠近纱线割断;
9.根据权利要求7所述的碳纤维双工位双锭收卷机的割纱控制方法,其特征在于,在割纱操作过程中,通过调整割刀在摆臂上的安装角度,确保割纱质量;
10.根据权利要求7所述的碳纤维双工位双锭收卷机的割纱控制方法,其特征在于,在控制第二气缸驱动割刀割纱过程中,通过割纱速度确保割纱质量;
技术总结
本发明涉及碳纤维收卷技术领域,尤其涉及一种碳纤维双工位双锭收卷机及其割纱控制方法,其中,将纱线依次绕卷通过排纱机构和压辊机构至收卷轴上的卷筒,收卷机构配合排纱机构实现纱线沿卷筒轴向的均匀收卷,当卷筒上纱线收卷至满卷状态时,通过第一动力装置驱动转盘转动,使满卷卷筒远离导纱架,且空卷卷筒靠近导纱架,使纱线开始在空卷卷筒上进行收卷,完成换卷操作,在开始进行下一空卷卷筒时通过割纱机构将两收卷轴之间的纱线割断,便于满卷卷筒的自动下料操作;割纱机构中第二气缸通过传动组件驱动摆臂上的割刀进行割纱操作,在通过自动换卷实现连续收卷过程中,实现自动割纱操作,提高收卷效率。
技术研发人员:陈玉祥,谈源,蒋国中,刘勇俊,陈香伟,周豪,张子宁,李柯洋,马靓,孔伟
受保护的技术使用者:常州市新创智能科技有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!