一种周转筐嵌件缓存输送自动上料装置的制作方法
【】本技术涉及ppr带嵌件管件生产的,具体地说,是一种新型的周转筐嵌件缓存输送自动上料装置。
背景技术
0、
背景技术:
1、ppr带嵌件管件在生产过程中需要先在嵌件上套一个o型圈再放入注塑机进行注塑生产,嵌件采用自动化设备进行自动套o型圈生产时首先是将嵌件沿着振动盘振动输送出来再进行自动套圈,振动盘离地面有一定高度,采用人工搬运带嵌件的周转筐进行抬高上料至振动盘内对操作员体能要求高,劳动强度极大,费时费力的同时对操作员的腰椎损伤较大。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于弥补嵌件自动套o型圈过程中采用人工搬运带嵌件的周转筐进行抬高上料至振动盘内对操作员体能要求高,劳动强度极大,费时费力的同时对操作员的腰椎损伤较大的缺陷。
2、本实用新型的目的是通过以下技术方案来实现的:
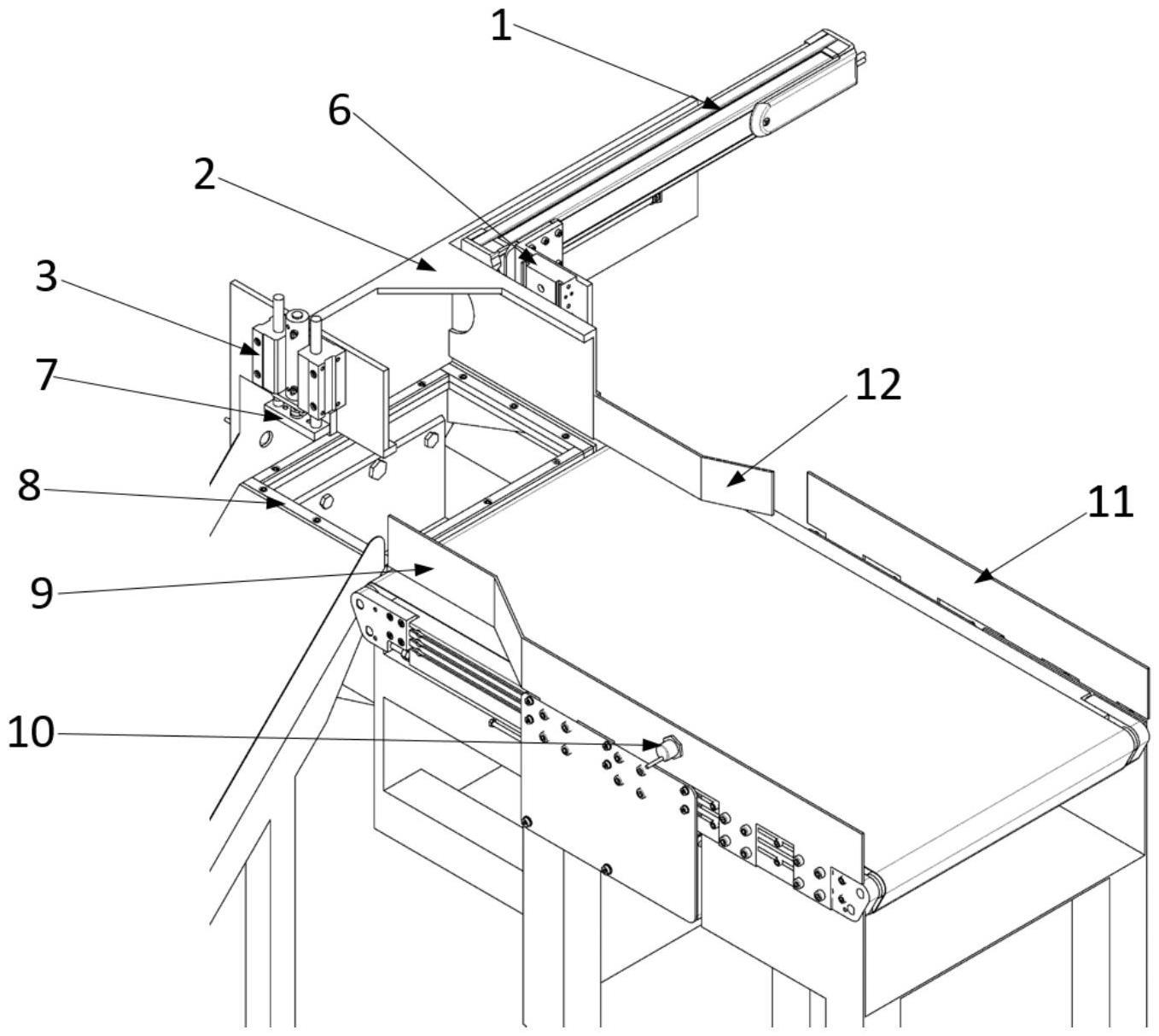
3、一种周转筐嵌件缓存输送自动上料装置,其特征在于,其主要包含总体固定架以及排出滑道;排出滑道与总体固定架通过焊接连接;总体固定架由加厚钢板及钢管切割焊接打孔而成;排出滑道由加厚钢板及钢管切割焊接而成,排出滑道供空周转筐排出下落使用。
4、带导向抵靠气缸与总体固定架通过四枚内六角螺丝连接固定,抵靠板与带导向抵靠气缸的伸缩杆通过螺纹连接固定,与导向杆通过两枚内六角螺丝连接固定。
5、聚四氟乙烯助滑垫由聚四氟乙烯板切割打孔打磨而成,聚四氟乙烯助滑垫与总体固定架通过十六枚内六角螺丝连接固定,到位感应传感器与总体固定架通过螺纹连接固定。
6、左侧收缩限位挡板与进筐输送带的支架通过十六枚内六角螺丝连接固定,右侧挡板与进筐输送带的支架通过十六枚内六角螺丝连接固定,右侧收缩限位板与总体固定架通过四枚内六角螺丝连接固定,
7、左侧收缩限位挡板、右侧挡板、右侧收缩限位板对周转筐及内部嵌件在进筐输送带上移动时进行限位以及导向作用确保其最终位置统一;缺筐感应传感器与左侧收缩限位挡板通过螺纹连接并利用一枚螺母锁紧固定,缺筐感应传感器用于感应进筐输送带上的周转筐便于及时通知上一道输送机构进行补筐。
8、进筐输送带的支架与总体固定架通过十六枚内六角螺丝连接固定。
9、左侧收缩限位挡板、右侧挡板、右侧收缩限位板均由加厚不锈钢板切割折弯打孔而成。
10、单轴机械手与总体固定架通过八枚内六角螺丝连接固定,抽底气缸固定架与单轴机械手的活动座通过六枚内六角螺丝连接固定,抽底气缸与抽底气缸固定架通过两枚内六角螺丝连接固定,抽底抓手与抽底气缸的伸缩杆通过两枚内六角螺丝连接固定;
11、排筐气缸与总体固定架通过四枚内六角螺丝连接固定,聚氨酯排出头与排筐气缸的伸缩杆通过螺纹连接并利用一枚螺母锁紧固定。
12、下料口由加厚钢板及钢管切割焊接打孔而成,下料口与总体固定架通过八枚外六角螺丝连接固定,左右两侧缺料感应光电传感器与下料口分别通过两枚内六角螺丝连接固定。
13、与现有技术相比,本实用新型的技术效果为:
14、本实用新型中的聚四氟乙烯助滑垫采用聚四氟乙烯材质,具有自润滑性,可以确保带嵌件周转筐进入以及空周转筐排出的顺畅;左侧收缩限位挡板、右侧挡板、右侧收缩限位板对带嵌件周转筐在进筐输送带上输送时进行限位及导向确保最终位置统一从而可以顺利进入下料工位;左右两侧缺料感应光电传感器用于感应振动盘内左右两侧的嵌件,并通知单轴机械手进行下料来控制振动盘内的嵌件量来确保振动盘送料的稳定。
15、本实用新型的优点:设计新颖、构思合理,主要具有对周转筐及其内部的嵌件进行缓存输送以及自动上料的功能,同时结构简单、节省成本、对环境依赖性极小、操作方便,便于操作,嵌件上料以及周转筐空筐排出稳定。
技术特征:
1.一种周转筐嵌件缓存输送自动上料装置,其特征在于,其主要包含总体固定架以及排出滑道;排出滑道与总体固定架通过焊接连接;总体固定架由加厚钢板及钢管切割焊接打孔而成;排出滑道由加厚钢板及钢管切割焊接而成,排出滑道供空周转筐排出下落使用。
2.如权利要求1所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,带导向抵靠气缸与总体固定架通过四枚内六角螺丝连接固定,抵靠板与带导向抵靠气缸的伸缩杆通过螺纹连接固定,与导向杆通过两枚内六角螺丝连接固定。
3.如权利要求1所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,聚四氟乙烯助滑垫由聚四氟乙烯板切割打孔打磨而成,聚四氟乙烯助滑垫与总体固定架通过十六枚内六角螺丝连接固定,到位感应传感器与总体固定架通过螺纹连接固定。
4.如权利要求1所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,左侧收缩限位挡板与进筐输送带的支架通过十六枚内六角螺丝连接固定,右侧挡板与进筐输送带的支架通过十六枚内六角螺丝连接固定,右侧收缩限位板与总体固定架通过四枚内六角螺丝连接固定。
5.如权利要求4所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,缺筐感应传感器与左侧收缩限位挡板通过螺纹连接并利用一枚螺母锁紧固定。
6.如权利要求4所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,进筐输送带的支架与总体固定架通过十六枚内六角螺丝连接固定。
7.如权利要求4所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,左侧收缩限位挡板、右侧挡板、右侧收缩限位板均由加厚不锈钢板切割折弯打孔而成。
8.如权利要求1所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,单轴机械手与总体固定架通过八枚内六角螺丝连接固定,抽底气缸固定架与单轴机械手的活动座通过六枚内六角螺丝连接固定,抽底气缸与抽底气缸固定架通过两枚内六角螺丝连接固定,抽底抓手与抽底气缸的伸缩杆通过两枚内六角螺丝连接固定。
9.如权利要求1所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,排筐气缸与总体固定架通过四枚内六角螺丝连接固定,聚氨酯排出头与排筐气缸的伸缩杆通过螺纹连接并利用一枚螺母锁紧固定。
10.如权利要求1所述的一种周转筐嵌件缓存输送自动上料装置,其特征在于,下料口由加厚钢板及钢管切割焊接打孔而成,下料口与总体固定架通过八枚外六角螺丝连接固定,左右两侧缺料感应光电传感器与下料口分别通过两枚内六角螺丝连接固定。
技术总结
本技术涉及一种周转筐嵌件缓存输送自动上料装置,排出滑道与总体固定架通过焊接连接;总体固定架由加厚钢板及钢管切割焊接打孔而成;排出滑道由加厚钢板及钢管切割焊接而成,排出滑道供空周转筐排出下落使用。本技术中的聚四氟乙烯助滑垫采用聚四氟乙烯材质,具有自润滑性,可以确保带嵌件周转筐进入以及空周转筐排出的顺畅;左侧收缩限位挡板、右侧挡板、右侧收缩限位板对带嵌件周转筐在进筐输送带上输送时进行限位及导向确保最终位置统一从而可以顺利进入下料工位;左右两侧缺料感应光电传感器用于感应振动盘内左右两侧的嵌件,并通知单轴机械手进行下料来控制振动盘内的嵌件量来确保振动盘送料的稳定。
技术研发人员:吴飞翔,张裕江
受保护的技术使用者:上海伟星新型建材有限公司
技术研发日:20230107
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!